不遵循笛卡尔坐标系的数控机床加工程序编制
2013-09-26顾红光
耿 欣 顾红光
(①沈阳理工大学应用技术学院,辽宁抚顺 113122;②沈阳机床成套设备有限责任公司,辽宁沈阳 110142)
数控机床的加工程序编制有它自己的标准G代码,如G02:圆弧插补指令,只要指定两个轴的起点和加工半径,机床就能够直接走出圆弧轨迹。如G02 X10 Z10 R5就能加工出R5 mm的圆弧段,但有一前提就是指定的两个轴得相互垂直。标准数控机床的X、Y、Z在空间是相互垂直的,即机床的结构应该遵循笛卡尔坐标系。但是有些专为一些特定的复杂零件设计的专用机床,不能遵循这一标准,所以编制加工程序也不能直接用标准的G代码。这里讲述用宏程序来实现特殊机床的加工程序的编制。

1 专用数控机床结构
我公司研制的SUC8210缸盖冷却水孔耐热块加工数控机床是专门加工大重量的船用发动机缸盖的机床,由于加工工件的工艺要求机床结构不能遵循笛卡尔坐标系,部分机床结构如图1所示。
这是机床进给单元结构:Y、Z、W位于B轴转盘之上,X轴带动B轴转盘移动,当B轴旋转时,Z与X的角度就随之变化,并非垂直,所以X、Y、Z不遵循笛卡尔坐标系,因而不能按标准G代码直接编制加工程序。
2 应用宏程序编制螺旋插补铣的加工程序
此机床加工的零件如图2所示。
加工冷却水孔应先用铣刀将入刀点铣平,之后用钻头钻孔。因是圆弧面所以需要进行螺旋插补铣进行加工,但因为不遵循笛卡尔坐标系所以不能直接用系统标准代码编制加工。下面为冷却水孔的宏程序编制。
主程序:



(1)利用特殊指令调用子程序
参数9091输入66,当程序中有 B时直接调用O9005号程序。
O9005;B轴旋转子程序
(2)利用M代码进行的宏程序调用
用M码调用宏程序时,程序号O9020-9029分别对应6080-6089号参数,只要在参数号6081里输入511,系统在运行M511时自动调用程序号O9021的宏程序执行螺旋线插补。
系统在运行 M511时,读到 A5C80K-8.9R20F2000Q1D1B5E200系统自动给变量:
#1=5、#3=80、#6= -8.9、#18=20、#9=2000、#17=1、#7=1、#2=5、#8=200 赋值。这里面定义的螺旋插补铣的自变量含义为:A为起始点Z值;C为从安全位置到起始位置进给时的进给率F;K为终点Z值;R为圆半径;F为铣削时进给率F值;Q为每次旋转一圈Z进给量;D为以直线逼近时逼近角度;B为铣后回退的安全距离;E为铣后回退的进给率F。
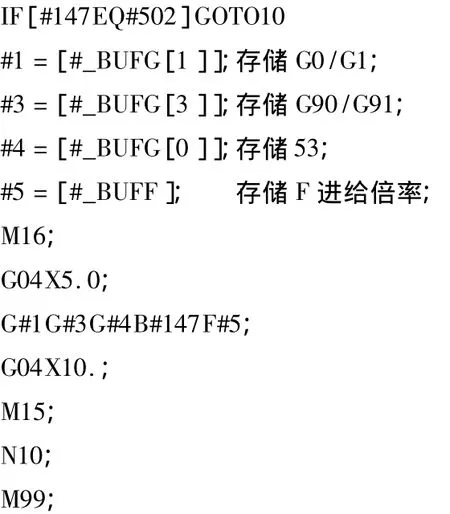
子程序:




3 结语
以上为FANUC数控系统的应用宏程序的螺旋插补铣加工程序,此种编程方法解决了非笛卡尔坐标系数控机床的加工问题。