ZG34CrNiMo与Q345D低合金钢的焊接工艺
2013-09-23孙壮
孙 壮
(天津重钢机械装备股份有限公司,天津300459)
作者简介:孙壮(1989—),毕业于河北科技大学焊接专业,现从事焊接工艺研究。
排土机是在露天矿开采或土石方工程作业中将带式输送机系统运送过来的表土或剥离物排放于排土场的主要设备,借助履带行走机构可以自由行走。履带行走机构的链节部分是由铸钢和合金结构钢焊接而成的。由于是异种材料焊接,其化学成分和力学性能相差很大,焊接难度较高,焊后容易产生气孔、裂纹等缺陷。如果焊缝由于焊接缺陷发生断裂,将会直接影响整台产品的运行,并造成相当大的质量事故。因此,如何合理编制链节部分的铸钢和合金结构钢的焊接工艺是排土机制造过程中的一道关键工序。
1 试验材料及设备
1.1 试验材料
本次试验采用低合金结构钢Q345D与铸钢ZG34CrNiMo组对焊接。Q345D具有强度高、塑性好、耐低温等优点,广泛应用于起重机械、矿山机械、桥梁等承受动载荷的大型结构件。而ZG34CrNiMo由于其含碳量较高,因此具有较高的强度而塑性偏差。由于含有Mn、Cr、Ni、Mo元素增加其耐磨性和抗腐蚀性,主要应用于矿山机械、工程机械的耐磨零件。两种母材的化学成分和力学性能见表1和表2。

表1 试验材料的化学成分(质量分数,%)Table 1 Chemical composition of test material (mass fraction,%)
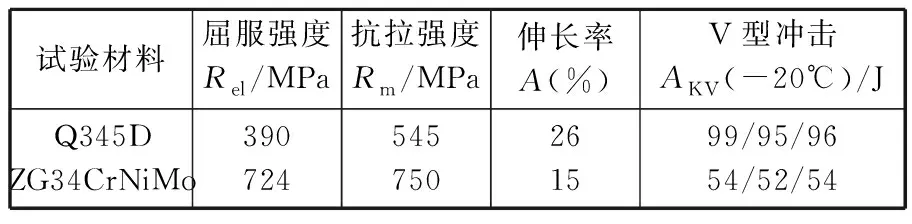
表2 试验材料的力学性能Table 2 Mechanical properties of test material
1.2 焊接材料
焊材的选择主要根据母材的力学性能和化学成分采用等强度匹配和等化学成分匹配,因此选择高强钢药芯焊丝THY-602Ni。该焊丝强度和化学成分均可满足母材要求,而且可进行全位置焊接,具有焊缝成型美观、飞溅小、脱渣容易等优点。采用直流反接,可用于要求冲击特性的场合。THY-602Ni焊丝的化学成分和力学性能见表3和表4。
1.3 焊接设备
试验使用焊机型号为KR2-500 晶闸管控制CO2/MAG焊机,可满足CO2/MAG短路过渡及射流过度的电弧动特性工艺要求。具有过热保护、欠压保护、输出过流保护等功能。详细的额定规格见表5。
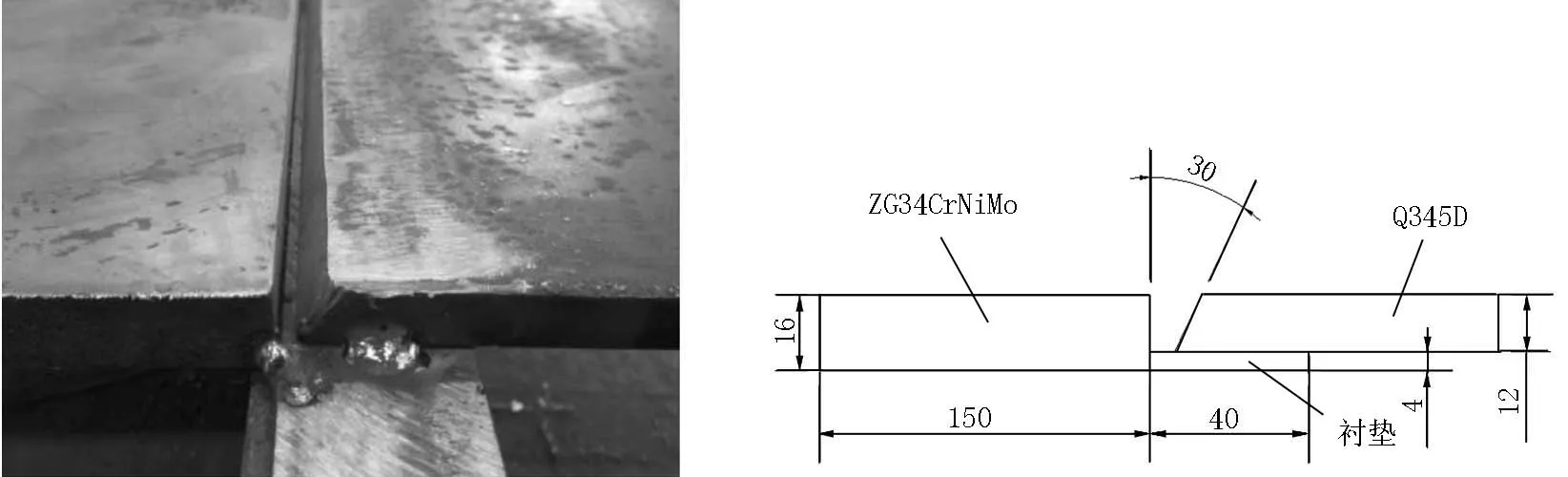
图1 焊接接头及坡口形式Figure 1 Shape of welding joint and groove
2 试验方法及工艺
2.1 焊前准备
2.1.1 试件的准备
本次试验采用一块345D钢板和一块ZG34CrNiMo钢板进行对接,并在后面加上4 mm×40 mm×400 mm的Q345D钢衬垫。
2.1.2 焊接接头及坡口形式
本试验根据实际产品而特定制作的接头类型是采用两板对接并且在较薄一侧背面加衬垫,为了保证全熔透要选用适当的间隙、钝边和坡口角度。焊接接头及坡口参数见表6,形式如图1。
2.1.3 焊前清理
焊接前要将需要焊接的坡口处及附近10 mm范围内打磨干净,防止油污、油漆、记号等污物在焊接过程中进入焊缝内,导致焊接缺陷的产生,影响焊接质量。
2.2 焊接方法
采用药芯焊丝气体保护焊施焊。药芯焊丝由于含有药芯,在焊接时形成熔渣同时又有CO2气体保护,达到渣气联合保护,因此产生缺陷的概率偏小,适于在恶劣条件下进行焊接,且焊后成型美观,具有较高的焊接效率等。另外需要注意的是由于母材较厚,焊接时采用多道多层焊接,每焊完一道焊缝必须要将熔渣、飞溅等清理干净,才能继续焊下一层。
2.3 焊接工艺
2.3.1 焊前预热
由于焊接周围环境温度过低,而铸钢的碳当量偏高,有很大的淬硬性,焊接时容易产生冷裂纹,因此焊前需要预热温度至200~300℃,这样可以改变组织性能并且消除一些扩散氢,减少冷裂纹的产生。
2.3.2 焊接工艺参数
焊接工艺参数详见表7。

表3 焊接材料的化学成分(质量分数,%)Table 3 Chemical composition of welding material (mass fraction,%)
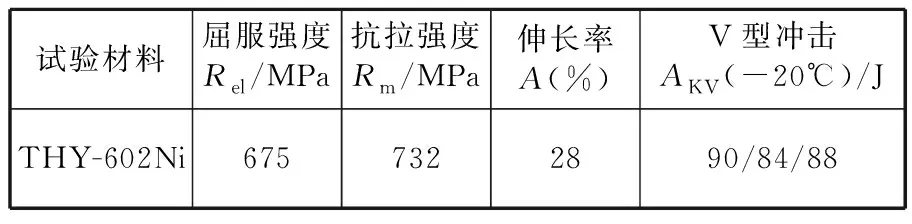
表4 焊接材料的力学性能Table 4 Mechanical properties of welding material

表5 焊机额定规格Table 5 Rated specifications of welding machine

表6 焊接接头及坡口参数Table 6 Parameters of welding joints and grooves

表7 焊接工艺参数Table 7 Welding process parameters
2.3.3 焊后热处理
由于铸钢碳当量偏高,淬硬倾向偏大,焊后熔合区和热影响区易产生淬硬组织而导致冷裂纹,并且铸钢在铸造过程中会存有残余内应力,因此焊后采用石棉保温缓慢冷却法,以消除残余内应力并且细化晶粒,避免产生淬火组织,保证焊接质量。
3 焊后检查以及工艺评定
3.1 无损检测
对焊缝进行100%磁粉检测,符合EN 1291—1998焊缝磁粉检测验收等级中的规定。
对焊缝进行100%超声检测,符合EN 1712—1994焊缝超声检测验收等级中的规定。
3.2 力学性能试验
按照ISO15614-1—2008金属材料焊接工艺规范和评定—焊接工艺试验—第1部分要求对试件进行拉伸试验和弯曲试验。
拉伸试验合格评定的要求是抗拉强度要大于母材中抗拉强度较低母材的强度。而较低强度的为Q345D钢,其强度值为545 MPa,试验的抗拉强度为563 MPa和567 MPa,拉伸试验合格。
弯曲试验合格评定的要求是试样弯曲至180℃后,其拉伸面上不允许出现大于3 mm的裂纹。实际试验拉伸面未出现裂纹,弯曲试验合格。
3.3 试验结果
由于异种钢焊接焊缝的综合性能只要优于母材中性能较低的一方即可证明该试验合格,而对试件进行无损检测和力学性能试验,其各项结果均满足以上要求,因此判断此次试验合格。
4 结论
通过以上试验,可以断定采用THY-602Ni药芯焊丝气体保护焊、选择合理的预热温度、焊接参数和热处理方法可以获得良好的ZG34CrNiMo和Q345D钢的焊接接头。而且采用此工艺具有焊缝成型好、焊后缺陷少、飞溅小,生产效率高等优点,具有较好的可行性。