某合成氨尾气提取液化天然气装置的技术特点与应用
2013-09-19王飞,贾军
王 飞,贾 军
(1.倍丰农业生产资料集团宁安化工有限公司,黑龙江宁安 157400;2.河南开元空分集团有限公司,河南开封 475004)
1 技术背景
在合成氨生产中,一般需排放一定量的尾气,其主要成分是甲烷(CH4)、氢气(H2)、氮气(N2)、氩气(Ar)。其中H2和N2是合成氨原料,是可用组分。CH4、Ar是合成氨反应中的惰性组分。排放的目的就是避免惰性组分在系统中的累积。这些甲烷气最后在提氢工段中排出,进燃气炉燃烧,综合利用率比较低,如果将这部分气体中的甲烷气用低温精馏技术分离出来制取LNG,最后用低温LNG槽车送出外销,再把尾气中的氢气送入合成氨原料气入口返还给合成氨装置的生产中,这样综合效益会明显增加。合成氨尾气的主要成分在-160~-180℃的低温下呈液态,并且泡点相差较大,非常有利于采用深冷精馏的方法进行。
1.液化天然气(LNG)是一种以甲烷为主要成分的清洁绿色能源。其无色、无味、无毒且无腐蚀性,重量仅为同体积水的45%左右,热值35880 kJ/m3,由气态转变成液态天然气,其体积为同质量气态天然气体积的1/600,能量密度大,便于携带和运输,既可以为管网进行季节、故障应急调峰,也可以实现非管网供气。目前LNG的生产是将气田生产的天然气净化处理,再经低温(-162℃)常压液化形成液化天然气。
2.目前,应用较广泛的LNG液化流程分为混合制冷剂液化流程(MRC)和膨胀机液化流程。一般根据装置大小、投资规模、用户需求等情况综合考虑。混合制冷剂液化流程一般用于大型液化装置,由于采用多种制冷剂混合技术,充分利用不同等级的冷量使得液化效率高,能耗低,但需配备冷剂压缩、循环、储存系统,整个装置技术水平要求高,投资较大。膨胀机液化流程中以氮气为制冷剂,采用等熵膨胀的技术制冷,具有流程简单、调节灵活、工作可靠、易启动、易操作、维护方便等优点。
2 装置设计
2.1 设计条件
倍丰集团宁安化工合成氨装置生产中的提氢尾气成分组成:CH440%,N239.2%,H220%,Ar 0.8%,NH3200 ×10-6,H2O(8.0 MPa 下的饱和含湿量)。
正常气量1300 Nm3/h,最大气量1600 Nm3/h。尾气供气压力为8.0~10.0 MPa。厂内现有空分装置可以提供纯净的氮气源。
宁安化工根据生产情况,对本装置提出了如下的要求:1.产品纯度要求达到98.5%以上,提取率在95%以上;2.氢气尽可能分离提纯,并能直接返回到合成氨原料压缩机进口。
2.2 工艺路线的选择
根据原料参数和设计要求,对本装置的工艺流程进行了选择。
从提氢尾气的原料气组成可以看出:提氢尾气压力高,可直接作为原料气使用,无须再压缩,节约了部分电耗,并能通过焦尔-汤姆生效应,提高液化效率,降低制冷能耗。原料气成分简单、洁净。仅含有微量的水和氨气,可以使用分子筛吸附脱除,很容易达到低温精馏的要求,并具有净化彻底、阻力小、再生能耗低的特点。常压下H2的液化温度为-252.6℃,N2的液化温度为-195.8℃,氩气为-185.87℃,甲烷为-161.5℃。在低温状态下,液化温度差距越大,越容易进行低温精馏的分离。所以低温精馏很容易实现甲烷的提纯。另外,从组分中仍然含有20%的氢气,通过低温精馏将这一部分氢气浓缩并分离出来,返回至合成氨的压缩机入口,从而能够进一步提高合成氨的产量。脱氢尾气中的Ar含量较低,提取价值不高,本装置暂不考虑Ar的提取。
原料气中的甲烷含量在520~640 Nm3/h,装置规模不大,要实现较好的效益,必须尽可能降低装置的设备投资和运行成本。氮气压缩机、膨胀机应用广泛,生产厂家多,制造技术成熟,使用维护方便。氮气作为不燃气体,压缩机、电机、厂房以及仪表电气系统等无需按防爆设计,且对安全距离的要求也较低,非常适合于现有厂区的技术改造。由于装置生产能力小,循环氮气须采用低压循环,以满足膨胀机的要求。
3 工艺流程简述
本装置采用氮气循环、增压透平膨胀机制冷、填料精馏工艺制取液化天然气。整套机组包括:分子筛净化系统、氮气循环压缩系统、分馏塔系统、液体贮存系统、仪控系统、电控系统等。
从合成氨系统来的含氨小于200×10-6的原料气首先进入分子筛净化系统,利用分子筛除去原料气中的氨及微量水分。分子筛的再生气源使用厂内的低压氮气。
经脱水除氨后的原料气进入主换热器冷却,达到一定温度后,从主换热器中抽出然后节流依次进入C1、C2两个精馏塔进行分离提纯。在C1塔顶部抽出主要含氢气的混合气通过主换热器复热至常温送出冷箱,送至合成氨原料气压缩机进口。在C2塔顶的废气经过主换热器复热后,送至废气处理系统。在C2塔底得到的纯度达到98.5%的甲烷,送出冷箱后通过真空管送至低温储槽。

图1 设备工艺流程图Fig.1 Processflow drawing of plant
本套装置的冷源主要由氮气膨胀制冷系统以及低温节流提供。氮气膨胀制冷系统利用来自空分装置的低压氮气,先通过活塞式氮气压缩机加压,之后进入膨胀机的增压端进一步压缩。大部分氮气冷却到一定温度即从主换热器中部抽出,进入膨胀机的膨胀端进行等熵膨胀。膨胀后的低压氮气返回主换热器,将冷量传递给原料气后,返回氮气压缩机入口。本套装置的工艺简图见图1。
4 装置的设计指标与能耗
根据上述工艺流程,经过流程模拟软件反复模拟,得到的主要产品指标见表1,主要配套机组能耗见表2。

表1 主要产品指标Table1 Main production index
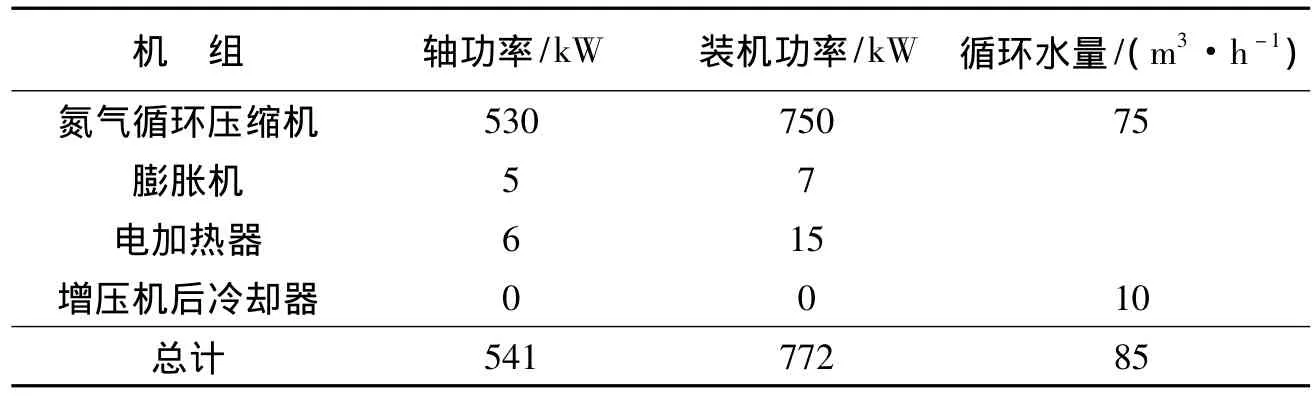
表2 主要配套机组能耗表Table2 Energy consumption table of main equipment
4.1 成本核算
4.1.1 原料气成本核算
1.1300 m3/h提氢尾气CH4含量为40%,得出CH4产量为520 m3/h,520 m3/h的CH4燃烧能产出的蒸汽按现有燃气炉85%的效率、CH4燃烧低热值35880 kJ/m3计算得到,产生的热量为1.5868×107kJ/h,查表得燃气炉90℃供水和190℃蒸汽的热焓值分别为334 kJ/kg和2791 kJ/kg,则520 m3/h的CH4燃烧能产出的蒸汽为1.586×107÷(2791-334)=6455 kg/h。
2.1300 m3/h提氢尾气的H2含量为20%,得出H2产量为260 m3/h,260 m3/h的H2燃烧能产出的蒸汽按现有燃气炉85%的效率、H2燃烧低热值18800 kJ/m3计算得出,产生的热量为4.1548×106kJ/h,同上得出260 m3/h的H2燃烧能产出的蒸汽为4.1548×106÷(2791-334)=1691 kg/h。
按照理论上蒸汽产量8146 kg/h、蒸汽价格100元/t、年运行300 d计算得出,每年的原料成本为8146×24×300×100=586.5万元。
4.1.2 成本与效益分析
4.1.2.1 成本分析
本项目总投资为1296万元,按年运行300 d计,全年LNG产量为2580 t。生产运行中,氮气压缩机的功率因素按0.8、电价0.42元/(kW·h)计算,吨产品电耗为772×0.42×0.8×24÷8.6=723元;测算得吨产品的人工成本为83.7元;本项目1296万元的总投资,吨产品利息加折旧为670.7元。上述3项合计吨产品的运行成本为1477.4元,年运行成本为1477.4×2580=381万元,年原料气成本和运行成本合计586.5+381=967.5万元。
4.1.2.2 效益分析
LNG的市场售价为4800元/t,年销售收入4800×8.6×300=1238.4万元。另外,深冷液化装置返回气中有350 m3/h的N2和250 m3/h的H2,进入合成氨系统被利用,其中的250 m3/h H2进入系统后按日产尿素4.16 t、尿素价格2000元//t计,年经济效益为4.16×300×2000元=249.6万元。两项合计效益为1238.4+249.6=1488万元。除去成本,理论上年利润为1488-967.5=520.5万元。
5 安全措施与注意事项
本装置利用氮气膨胀循环制冷,低温精馏提纯甲烷生产液化天然气,必须充分考虑装置运转的安全措施。主要有以下几个方面:
1.原料气体。原料气中含有的氢气和甲烷都是易燃易爆介质,氢气在空气中的爆炸极限是4%~74.2%;甲烷在空气中爆炸范围为5% ~15%。所以装置区内必须做好气体的泄漏监测。特别是低温冷箱在呼吸盒出口也设置了可燃气体报警装置。一旦出现泄漏可以第一时间发现。
2.氮气。氮气压缩机与膨胀机的增压端位于设备厂房内。氮气没有爆炸危害,在相对封闭的空间内氮气有窒息的危险。所以应采取的措施有:厂房内必须保持连续通风;所有的安全阀泄放气全部引至室外集中排放;操作人员进入厂房内时应佩戴氧气报警仪。
3.储罐。LNG罐区因储存有大量的低温可燃液体,是防火的重点区域。本部分的设计必须严格按照GB/T 20368—2006《液化天然气(LNG)生产、储存和装运》的国家标准进行设计,设置拦储系统。
6 总结
本装置采用氮气循环膨胀、规整填料低温精馏塔、高效铝制板翅式换热器等先进设备与技术,整套装置具有技术成熟、工艺灵活、维护方便,投资成本低等特点。通过该装置将合成氨的脱氢尾气进一步回收利用。氢气提纯后返回原料气压缩机进口;甲烷提纯后生产LNG用于外售,既减少了排放,又创造了良好的经济效益,对于现小型合成氨厂有极佳的投资价值。
[1]顾安忠.液化天然气技术[M].北京:机械工业出版社,2004.
