花纹块工具电极毛坯几何体及下料尺寸图自动生成技术的应用
2013-09-10胡海明
胡海明,张 浩
(青岛科技大学机电工程学院,山东青岛 266061)
通过对UG 进行二次开发,将花纹块电加工工具电极的毛坯几何体及其下料尺寸图的生成变为由一个命令来实现,将大大提高工作效率。
1 基于GRIP 的自动生成技术的实现
GRIP 程序的编译和链接是在其高级开发环境GRADE 下实现的,使用UG/GRIP 语言编程的流程见图1。
工具电极毛坯几何体及下料尺寸图的自动生成程序主要通过SOLBOX、SOLBLK和LINE 3 个GRIP 函数来实现。
(1)SOLBOX 函数
SOLBOX 是生成实体的箱体坐标命令,该命令的应用格式为:
obj list=SOLBOX/obj,[,IFERR,label:]
其中,obj 参数是已指定的实体、面或边的识别符;IFERR,label:参数是用来指定程序将要执行的语句标号。
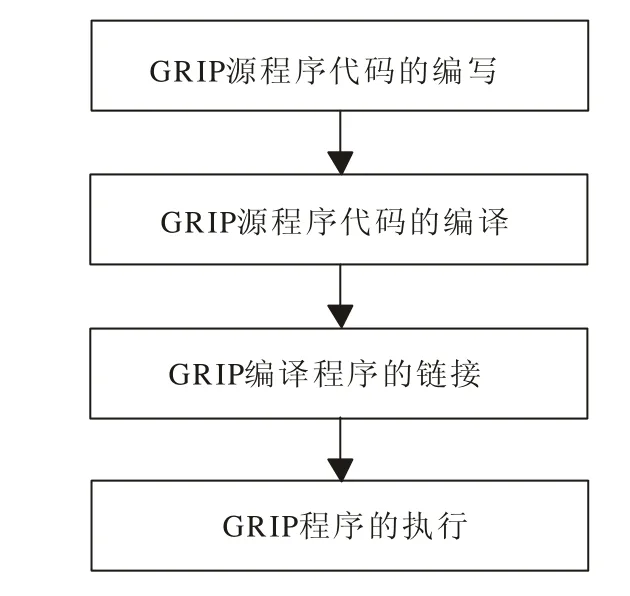
图1 GRIP 语言编程流程图
SOLBOX 命令用来确定箱体的两对角在空间坐标系中的坐标值。该箱体首先应包含所指定实体,且该箱体的棱边平行于系统的绝对坐标系,通常该箱体棱边的尺寸接近能包含所指定实体的最小值。应用该命令后,系统返回一个包含6 个元素的一维数组,设该数组为ax(1 to 6),其与箱体对角坐标的对应关系见图2。
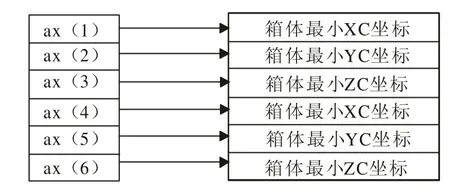
图2 数组元素与箱体对角坐标的对应关系
(2)SOLBLK 函数
SOLBLK 是建立实体块命令,该命令的应用格式为:

其中,ORIGIN 参数是SOLBLK 命令的附加修饰词,表明要建立的实体块以下面的数值为坐标原点;xc、yc、zc参数用来指定所建立实体块的坐标原点在空间坐标系中的坐标值;SIZE 参数是SOLBLK命令的附加修饰词,表明以下为要建立的实体块的尺寸;dx、dy、dz参数用来指定所建立实体块棱边的尺寸值,这些值可正可负,且决定着所建立实体块与其坐标原点的相对位置。若为正值,使系统在与相应坐标轴一致的方向上创建实体块的棱边;若为负值,则使系统在与相应坐标轴的反方向上创建实体块的棱边;IFERR,label:参数是用来指定如果出现错误程序将要执行的语句标号,其中可能出现的错误包括无效的坐标格式和无效的坐标值。
(3)LINE 函数
GRIP 语言提供了9 种生成直线的函数,由于毛坯下料尺寸图的4 个顶点的坐标值完全可由SOLBOX 函数和SOLBLK 函数返回值的表达式来代替,所以此处使用通过两点坐标值的方式来生成一条直线,其格式为:

其中,x1、y1、z1、x2、y2、z2 参数为所创建直线两端点的坐标值。直线起点坐标为x1、y1、z1,终点坐标为x2、y2、z2,这两点的z坐标值都是可选的,因此如果仅指定终点的x、y坐标值,则当前的深度设置被认为是终点的z坐标值;如果起点和终点的z坐标都被忽略,则在平行于工作坐标系XOY平面的平面内绘制该直线。
要实现工具电极毛坯几何体及下料尺寸图的自动生成,该程序运行时首先应用SOLBOX 命令返回包含所选电极三维模型的箱体的两对角坐标值,从而确定空间坐标系中该箱体的基点坐标值,同时通过将两对角点对应坐标值相减,即可确定箱体的长、宽、高尺寸。待输入毛坯单边余量后,将该箱体的基点坐标值减去单边余量,即可确定毛坯几何体的基点坐标值,同时将箱体的长、宽、高尺寸加上2倍的单边余量,即为要生成的毛坯几何体长、宽、高尺寸值。运行程序后,首先通过IDENT 函数来提示用户选择电极几何体,然后通过PARAM 函数实现电极毛坯单边余量输入,即可生成所要的毛坯几何体。
2 程序的编写
创建精铣工具电极刀路时,工作坐标系原点位于工具电极三维模型的最高点附近,加工坐标系原点与工作坐标系原点重合,且各坐标轴的方向也与工作坐标系一致,安全平面的设置也是以此为基准的。鉴于以上分析,在确定花纹块工具电极毛坯几何体时,ZC坐标轴的正方向没有必要加单边余量,且原来手工创建的毛坯几何体也是这样做的。自动生成工具电极毛坯几何体及下料尺寸图的主要程序如下:

3 程序的运行
将以上程序通过编译、链接后,在指定路径下生成可执行文件,在UG 建模模块中通过选择执行文件即可运行该程序。程序运行后,首先弹出对话框提示选择要生成毛坯几何体的工具电极三维模型(图3)。如果什么也没有选择,则反复出现该对话框,接着便弹出毛坯单边余量输入对话框(图4),并以mm 为单位,根据电极三维实体的形状输入适当的余量值,点击确定后除电极顶面外,其余5 个面与其所对应的毛坯几何体的面均有值为所输入的“毛坯单边余量(mm)”的距离,且在XOY平面生成了带有标记线的电极下料尺寸图(图5)。将该毛坯几何体移动至指定图层已备加工时所用,将电极下料尺寸图输出至AutoCAD 中标注尺寸后即可下发。
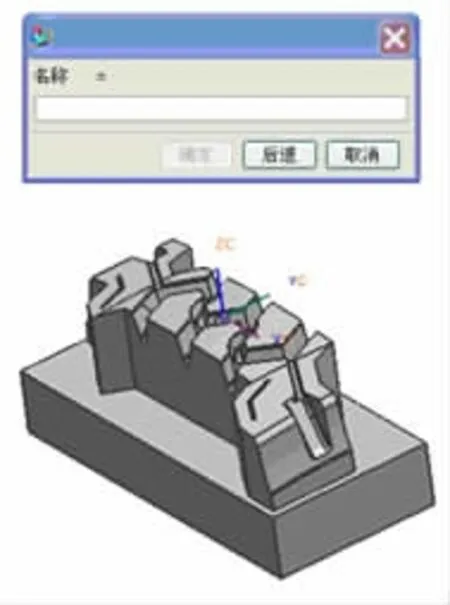
图3 选择电极实体
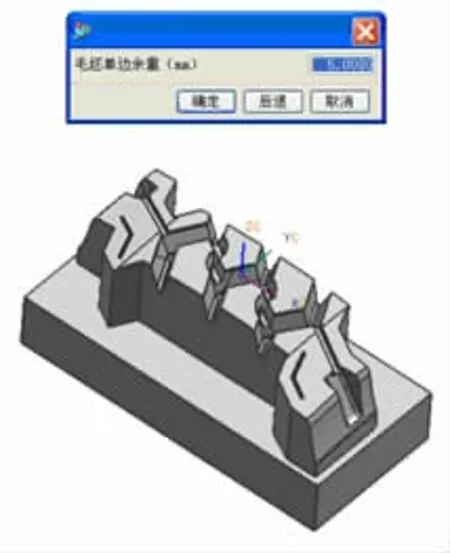
图4 输入毛坯单边余量
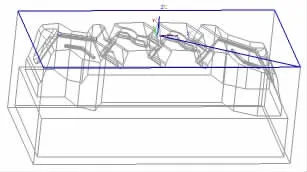
图5 程序运行结果
4 结语
应用GRIP 语言编写的UG 软件平台上的花纹块工具电极毛坯几何体及下料尺寸图的自动生成程序界面交互性强、易于操作,实现了花纹块工具电极毛坯几何体及下料尺寸图的自动生成。将该程序应用在实际花纹块电加工工艺设计过程,通过对比发现使用该程序所需时间仅为常规方法的1/8,因此可大大提高工作效率。
[1]张浩.全钢子午线轮胎活络模具花纹块电加工工艺研究及计算机辅助工程[D].青岛:青岛科技大学,2010.
[2]李烨,李舒.基于UG 的轮胎模具电极加工CAD/CAM 技术应用[J].电加工与模具,2009(4):63-64.
[3]阳意慧,张建月,阮锋,等.UG 二次开发与加工自动化[J].模具技术,2006(5):51-54.
[4]夏天,吴立军.UG 二次开发技术基础[M].北京:电子工业出版社,2005.
[5]吕彦明,王庆福.UG 二次开发功能在刀具设计中的应用[J].工具技术,2005,39(7):44-46.