带微小内棱角穿透型窄槽的微细电火花加工
2013-09-10柴永生李朝将
张 龙,佟 浩,2,李 勇,2,李 岩,柴永生,,李朝将
(1.清华大学机械工程系制造工程研究所/摩擦学国家重点实验室,北京 100084;2.精密超精密制造装备及控制北京市重点实验室,北京 100084;3.烟台大学机电汽车工程学院,山东烟台 264005)
航空发动机中,压气机转子叶片在发动机高速运转期间,常会在进/排气边产生疲劳裂纹,且会不断扩展,导致叶片折断,极易打伤其他叶片或构件,给飞行安全带来隐患。为预防叶片折断,目前常采用超声表面无损检测方法,判断叶片是否已产生裂纹[1]。检测过程中遇到波形不稳定或有变化时,需使用带有微窄槽的人工标准缺陷叶片,重新校准检测仪器。
人工标准缺陷是模拟叶片裂纹的存在,形状为带有微小内棱角的穿透型窄槽,槽宽50~100 μm,槽深200~300 μm(图1)[1],且叶片材料一般为沉淀硬化型不锈钢材料,常规机械加工方法无法满足这种微窄槽的加工要求。微细电火花加工作为一种非接触式特种加工方法,适合在导电材料上加工尺寸小、精度要求高的微孔、微槽和微三维结构[2,3]。
然而,现有的微细电火花加工工艺还难以满足上述加工要求。现有微槽电火花加工工艺可归纳为线切割加工、扫描加工、盘状电极加工[4-7]。由于线切割加工使用的工具电极截面为圆形,必然使窄槽的内棱产生圆角,且由于受电极丝直径的限制,很难加工60 μm 以下的微细窄槽。微槽电火花扫描加工是利用简单截面电极或扁平成形电极端部进行扫描加工的由于电极端部损耗,使加工深度难以精确控制,且电极边角损耗也造成微槽内棱角无法精确成形。盘状电极加工方法使用薄圆盘状电极相对工件作旋转进给,通过圆盘边缘放电加工窄槽,电极损耗也会使窄槽内棱边产生圆角。
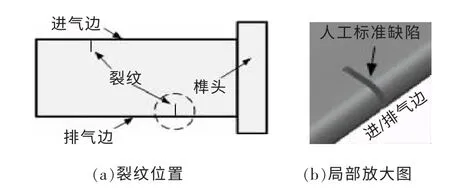
图1 叶片裂纹缺陷示意图
针对目前带有微小内棱角穿透型窄槽加工中深度不可控及内棱存在圆角的问题,本文提出了一种微细扁平成形电极穿槽电火花加工方法。该方法通过在线制作微细扁平电极,采用穿透成形加工方法,补偿加工中扁平电极损耗,以实现微细窄槽的精密成形加工;并在航空发动机压气机转子叶片上开展了验证性实验。
1 窄槽微细电火花加工工艺
为了实现微细扁平电极的在线制作,基于线放电磨削(WEDG)机构[8],设计了具有微缺口导向块的稳定线走丝模块(图2)。通过在传统WEDG 导向块前端加工微缺口,使线走丝导向块具有线切割加工功能。该设计借鉴了WEDG 机构的电极损耗补偿及稳定导向的优点,线电极在微缺口两端为固定导向块支撑,且微缺口的尺寸小(宽度2 mm)。这样,可充分利用导向块的导向支撑作用,保证了在缺口位置线电极走丝的稳定可靠,用于实现扁平微细电极的高精度在线制作。
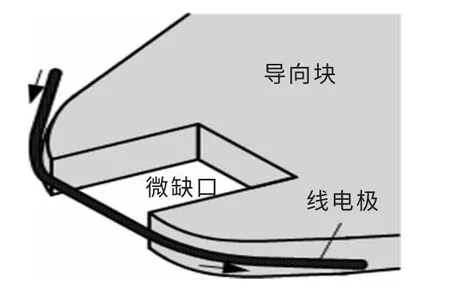
图2 带有微缺口的线走丝导向块示意图
微细扁平电极制作过程见图3。结合工具电极Z 轴和Y 轴方向的进给运动,即可实现微细扁平电极的线切割加工。首先,将工具电极放置在微缺口的内侧,工具电极以恒定的速度缓慢进给,得到如图3a 所示的工具电极形状;然后,通过计算放电间隙和已知的线电极直径,根据所需扁平电极的厚度,计算出导向块在Y 轴方向需进给的长度,再进行工具电极的缓慢进给,得到如图3b 所示的工具电极形状;由于工具电极初始截面为圆形,为形成直棱边,还需去除扁平电极侧面多余的材料,将主轴分别旋转90°和270°,通过工具电极的进给,可得到扁平电极的棱边(图3c和图3d)。经过上述步骤的制作,可在线制成所需尺寸的微细扁平电极。
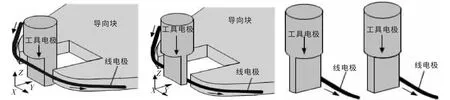
图3 线切割制作扁平电极示意图
利用制作出的微细扁平电极,对带有微小内棱角穿透型窄槽进行微细电火花加工(图4)。将需要加工微窄槽的工件侧向放置,扁平电极从侧面开始对微窄槽进行加工,通过放电间隙伺服控制实现电极和工件间连续稳定放电。虽然电火花加工中存在电极损耗现象,但利用在线制作较长的扁平电极穿透进给一定长度的方法,可补偿扁平电极前端的损耗,消除电极损耗对微窄槽形状精度的影响(图5)。
为控制微窄槽加工深度(图6),采用低压电接触感知方法。在加工前,先电接触感知扁平电极与工件相对位置,通过数控系统得到坐标值;再根据微窄槽设定深度及放电间隙,即可计算出电极的相对位移量,保证微窄槽深度方向的精度。
综合上述扁平电极的制作方法和微窄槽的穿透加工方法,可实现带有微小内棱角穿透型窄槽的电火花加工。
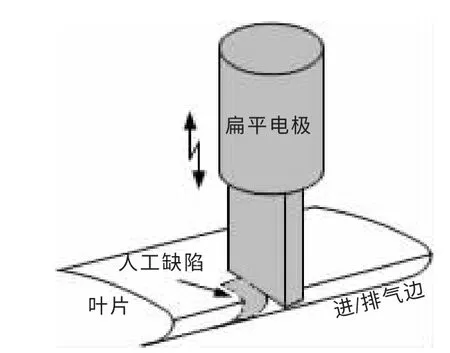
图4 电火花穿槽加工示意图
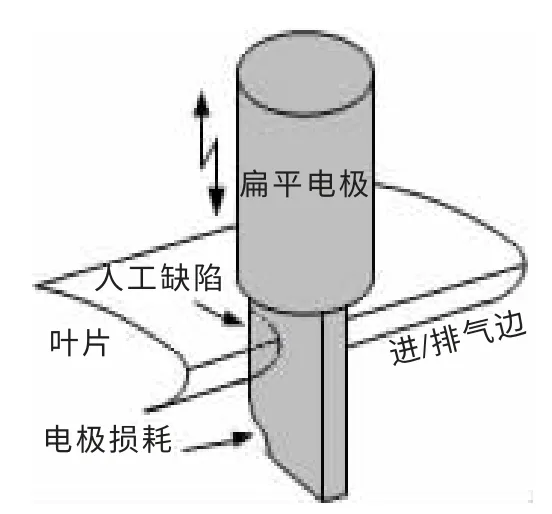
图5 过进给穿透加工示意图
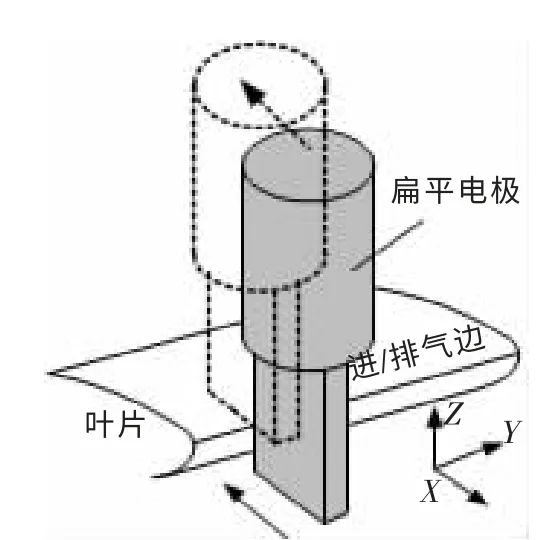
图6 微窄槽深度控制
2 窄槽的微细电火花加工实验研究
航空发动机压气机转子叶片的缺陷微窄槽技术要求为宽度<90 μm,深度250±12 μm。针对这一要求,开展了加工实验研究。微细电火花加工实验系统X、Y 轴定位精度为2 μm,Z 轴定位精度为0.5 μm,安装有WEDG 机构,更换了带有微缺口的导向块(图2)。加工实验参数见表1。
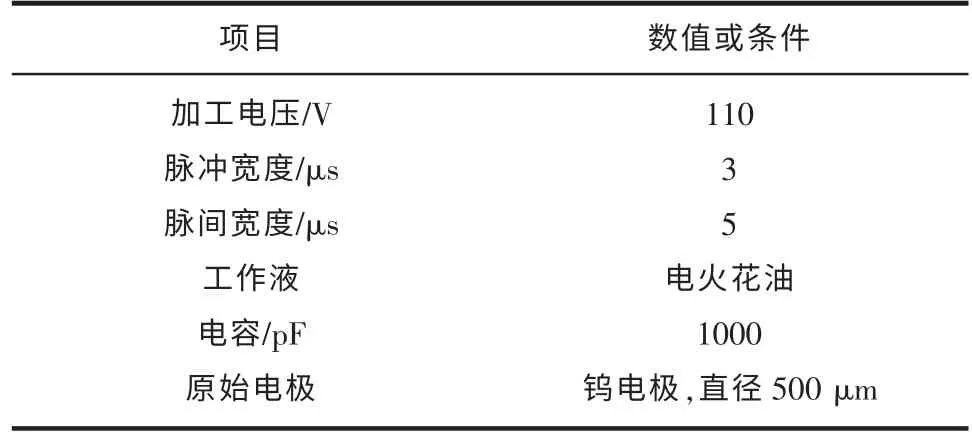
表1 微窄槽加工实验参数
图7 是制作过程中扁平电极的截面示意图。先采用间隙伺服控制方法提高放电率,使工具电极和线电极之间保持恒定的放电间隙,快速去除无关最终成形精度的大部分材料(图示①区域);再采用无间隙伺服控制,工具电极以恒定速度进给,仅去除少量材料(图示②、③区域),获得较高的表面质量,最终得到的扁平电极截面(图示④区域)。
图8 是制作出的微细扁平电极的扫描电镜图片。经测量,扁平电极的宽度为485 μm,厚度为70 μm,制作时间36 min。
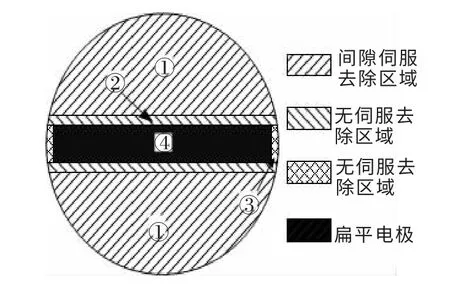
图7 扁平电极制作过程示意图
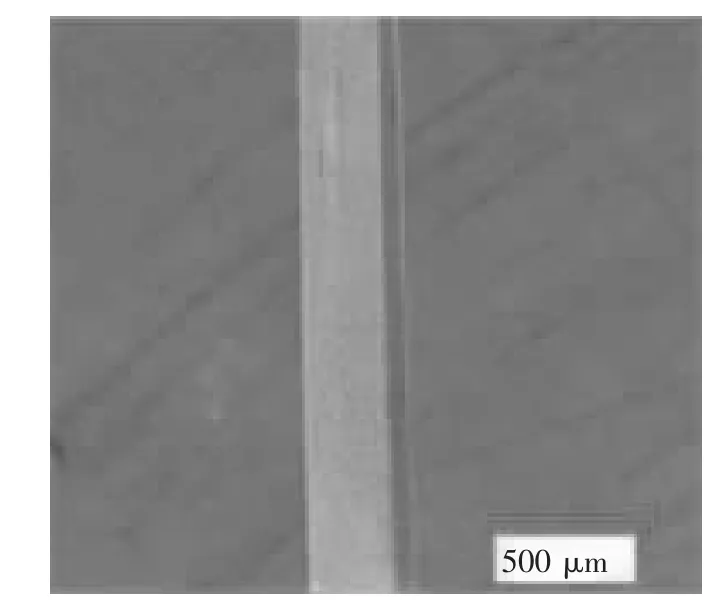
图8 微细扁平电极图
利用制作出的扁平电极进行电火花穿槽加工,加工后的微窄槽显微图片见图9,宽度为85 μm。由于无法直接测量微窄槽的深度,故采用高分子有机物对微槽进行注模处理[9],测得注模深度为244 μm(图10)。
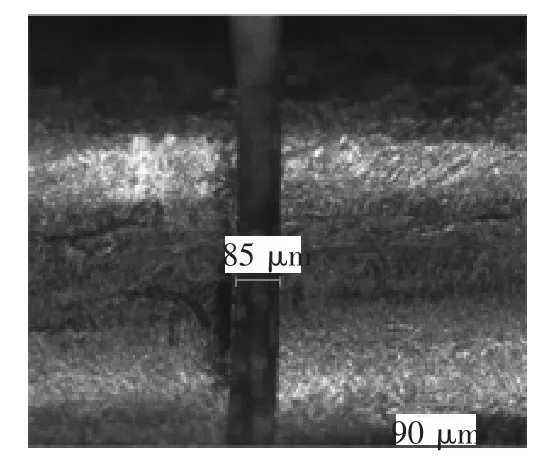
图9 微窄槽宽度测量
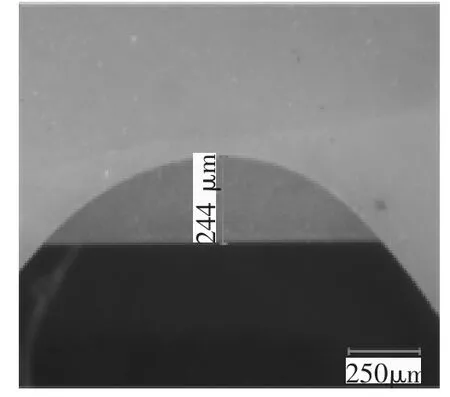
图10 微窄槽深度测量
为验证加工出的微窄槽形状精度及内棱边,对加工窄槽最终成形部位的扁平电极进行了测量(图11)。可看出,扁平电极前端出现了电极损耗区域,且电极棱边出现圆角;由于微窄槽的宽度为扁平电极宽度的一半,扁平电极使用左右两侧进行了2 个微窄槽的加工。通过局部放大发现,扁平电极后半部分仍有较好的形状精度和直棱边,这就保证了微窄槽的形状精度和内棱角。对微窄槽的注模进行扫描电镜观察,可看出微窄槽整体具有较好的形状精度(图12a);对内棱边所在的注模位置进行局部放大,实现了过渡圆角小的技术要求(图12b)。
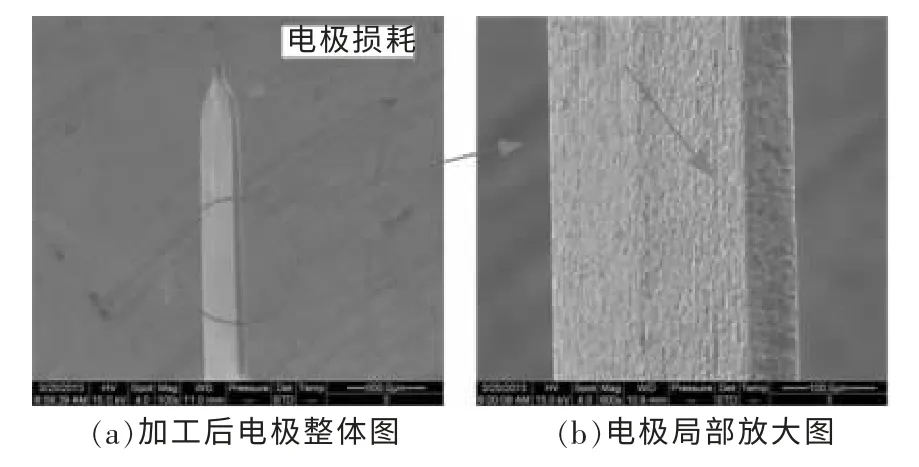
图11 微窄槽加工后的扁平电极

图12 微窄槽模型内棱边放大图
3 结论
(1)设计了带有微缺口的导向块结构,实现了稳定走丝的微细电火花线切割功能。通过分步微细线切割加工,在线制作出宽度485 μm、厚度70 μm的直棱边微细扁平电极。
(2)采用穿透成形加工方法,补偿加工中的扁平电极损耗。通过接触感知控制微槽的加工深度,实现了微细窄槽的精密成形加工过程。
(3)在硬化型不锈钢叶片上,加工出具有较微小内棱角的微窄槽,槽宽为85 μm,槽深为244 μm,可满足叶片缺陷微窄槽的技术要求。
[1]郭海鸥.飞机某型发动机叶片的超高压压气机转子声波检测[J].无损检测,2004,26(7):367-369.
[2]Lim H S,Wong Y S,Rahman M,et al.A study on the machining of high-aspect ratio micro-structures using micro -EDM [J].Journal of Materials Processing Technology,2003,140(SI):318-325.
[3]Tong Hao,Li Yong,Wang Yang.Experimental research on vibration assisted EDM of micro-structures with noncircular cross-section [J].Journal of Materials Processing Technology,2008,208(1-3):289-298.
[4]狄士春,于滨,赵万生,等.微细电火花线切割加工技术的研究现状及发展趋势 [J].航空精密制造技术,2004,40(1):12-15.
[5]崔晶,李勇,熊英.一种高深宽比微细槽的电火花加工工艺[J].北京工业大学学报,2010(3):289-293.
[6]Chow H M,Yan B H,Huang F Y.Micro slit machining using electro-discharge machining with a modified rotary disk electrode (RDE)[J].Journal of Materials Processing Technology,1999,91(1-3):161-166.
[7]Chow H M,Yang L D,Lin C T,et al.The use of SiC powder in water as dielectric for micro -slit EDM machining[J].Journal of Materials Processing Technology,2008,195(1-3):160-170.
[8]Masuzawa T,Fujino M,Kobayashi K,et al.Wire electrodischarge grinding for micro-machining[J].CIRP Annals,1985,34(1):431-434.
[9]Macian V,Bermudez V,Payri R,et al.New technique for the determination of the internal geometry of a diesel nozzle with the use of the silicone methodology [J].Experimental Techniques,2003,27(2):39-43.
