道岔钢轨顶断的原因分析及控制措施
2013-08-28中铁宝桥集团有限公司陕西宝鸡721006张大伟
中铁宝桥集团有限公司 (陕西宝鸡 721006) 高 凡 张大伟
铁路用道岔是将钢轨通过加工制造而成,道岔轨件的加工工艺流程为:锯切下料→跟端压形→钻孔→轨件铣削加工→淬火→矫直(顶弯)→组装。包括原材钢轨缺陷及应力在内,在轨件加工过程中除了下料和组装工序外的所有工序的加工质量都直接影响着钢轨矫直(顶弯)时的折断率。本文着重分析导致道岔轨件在矫直(顶弯)过程中折断的原因,提出相应工艺措施,提高轨件加工工序的质量,降低轨件折断率,为提高钢轨加工效率,节约制造成本提供参考。
一、道岔钢轨的制造过程及缺陷
钢轨的生产大致可以分为三个阶段,即冶炼、轧制和精整。钢轨钢的冶炼是将铁矿石经冶炼成铁液,再将铁液冶炼成所需化学成分并浇注成钢锭;将此钢锭先后经过多道次的轧制形成所需断面的钢轨,随后进行钢轨缓冷、矫直、铣头、倒棱、热处理及质量检验等工序得到成品轨件。钢轨在冶炼、轧制及后续冷却过程中如控制不当会导致原材产生一系列宏观及微观缺陷,如白点、缩孔、偏析、夹杂、脱碳、轧痕及折叠等。此外,在道岔轨件的加工过程中产生的如棱角、毛刺和异常组织等加工缺陷,都会导致道岔钢轨在后期加工过程中产生顶断。
二、道岔轨件的断口检测与分析
针对道岔轨件实际加工过程中产生的顶断现象,在轨件断口裂纹源附近取样并经金相显微镜观察,分析其断裂原因。
1.原材断口缺陷与分析
(1)折叠断口 在道岔轨件的日常生产中,由于钢轨原材缺陷引起的钢轨在矫直(顶弯)过程中发生断裂的现象也时有发生,常见的如轨头和轨底折叠,轧痕及轨头内部核伤等。图1为钢轨原材轨头与轨底侧肢外表面处缺陷宏观形貌。图1a箭头所指为钢轨轨头侧面折叠,可以看到断口处放射纹在轨头侧表面的集聚末端为断裂源,图1b箭头所指为钢轨轨底侧肢处折叠导致的断裂。折叠是因轧制不良造成的一种钢轨表面缺陷,其形貌似裂纹,多是由于孔型设计不良或轧机调整不当造成轧件上出现耳子,在经轧制将耳子压平后形成的。图1c为折叠处的金相组织照片,箭头处为显微裂纹,可以看到折叠处裂纹附近金属脱碳较严重,此处裂纹在外力作用下易萌生及扩展,从而导致钢轨断裂。
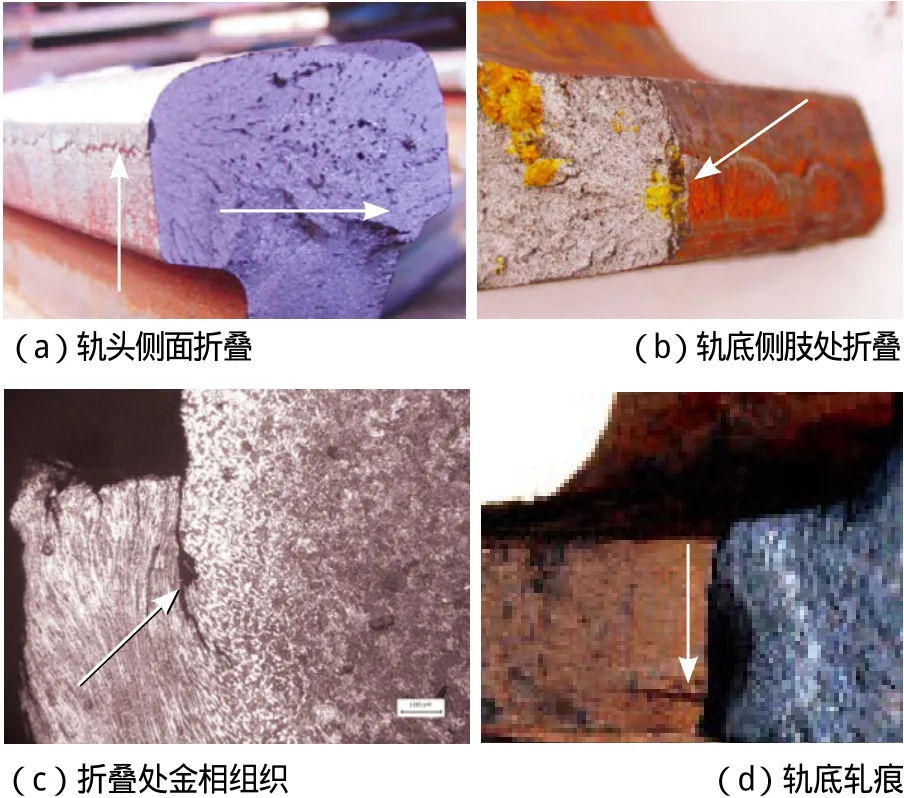
图1 钢轨轨头与轨底侧肢外表面处缺陷宏观形貌
(2)轧痕断口 图1d箭头所指为钢轨轨底侧肢处轧痕,它是钢轨在热轧过程中,由于轧辊上粘有氧化皮或孔型掉肉及轧件在移动过程中被其他附属设备刮伤,而在钢轨表面形成的凹坑或凸起,此处易产生应力集中及脱碳等缺陷,在外力的作用下导致钢轨加工及使用过程中产生断裂。
为避免以上折叠及轧痕缺陷导致钢轨在加工与使用过程中产生断裂,需要对缺陷部位进行打磨处理,同时保证钢轨外形圆滑,避免钢轨在加工过程中顶断。对于钢轨折叠、轧痕等严重缺陷的轨件,应退回厂家不予使用,同时加强原材钢轨的进厂检验,确保钢轨原材进厂质量满足加工与使用要求。
(3)应力断口缺陷 由于钢轨在轧制及后续加工过程中轨底会产生拉应力,为此在实际加工过程中由于钢轨轨底应力较高导致的顶断率也较高,尤其是AT钢轨及轧制翼轨。技术要求虽然规定轨底纵向残留应力应小于250MPa,但是钢轨轧制应力是不均匀的,有的高于此值。而对于制造道岔的钢轨,需要根据道岔设计要求,将钢轨件顶成不同形状的弯,有的弯矩较大。因此,在顶弯时,当外力超过轨底的拉应力时,钢轨就会从轨底产生断裂,图2所示为钢轨短支侧轨底断口宏观形貌。相比之下,正线上的钢轨一般不经过淬火、矫直及顶弯,因此应力值只要在要求范围内,而且随着钢轨在使用过程应力的释放,断轨的情况较少。因此,为了降低钢轨在矫直(顶弯)过程中产生的断裂几率,不仅需要操作人员根据实际情况控制好矫直(顶弯)变形量及矫直力,而且在矫直(顶弯)较大弯折支距的钢轨时,采用对钢轨进行预热的方式,预热温度应适当,必须控制在300℃以下,保证钢轨的性能。

图2 钢轨短支侧轨底断口宏观形貌
2.加工断口缺陷与分析
(1)钢轨轨腰螺栓孔的断口缺陷 在实际生产过程中,从轨腰螺栓孔的位置产生的断裂达60%以上,断裂的原因主要是孔的边缘无倒角,或倒角不均匀、毛刺未清理干净,在外力作用下,此处产生局部应力集中,从而萌生裂纹及裂纹失稳扩展,最终导致钢轨断裂,图3所示分别为钢轨轨腰钻孔缺陷的断口宏观形貌与金相组织,孔附近的组织为索氏体,箭头所指为未倒棱角。因此,必须按技术要求在钻孔完毕后,倒角并将毛刺清理干净,从而降低断轨的数量,实践证明可明显减少此种断轨率达90%以上。

图3 钢轨轨腰孔缺陷的断口宏观形貌与金相组织
(2)钢轨刨切面的表面粗糙度过大导致的断裂为了加工成满足使用要求的道岔轨件,有些钢轨需要进行铣削加工,在此过程中,如果钢轨刨切或铣削时进给量过大,由于加工面表面粗糙度值较大,会产生局部棱角及鱼鳞纹从而造成尖角应力效应,在矫直(顶弯)时容易断裂,如图4所示分别为钢轨轨头及轨底铣刨缺陷的宏观形貌。为此,在刨切加工过程中尽量减小进给量,降低钢轨表面粗糙度值,当出现表面粗糙度值过大时,应及时进行打磨,以保证钢轨加工质量。实际生产中,由于刨床加工人为及刀具的性能因素影响较大,建议采用铣床进行钢轨加工。
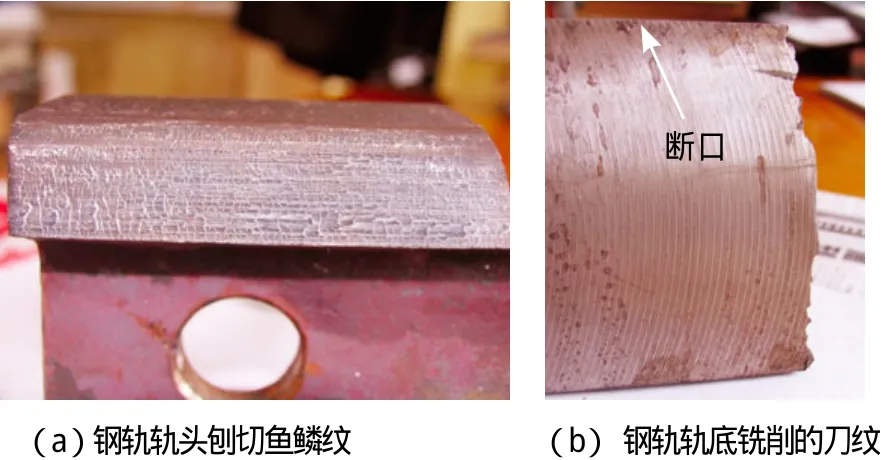
图4 钢轨轨头及轨底铣刨缺陷的断口宏观形貌
(3)钢轨感应淬火硬化层不足及异常组织导致的断裂 道岔钢轨的加工过程中,为了提高钢轨的使用寿命,需对钢轨进行中频感应淬火,从而获得满足标准要求的钢轨硬度、硬化层深度及内部组织。但是实际生产中,当钢轨淬火变形较大,硬化层深度较浅、组织不均匀及过渡段出现异常组织时,易导致在矫直(顶弯)过程中发生断裂,图5所示为由于硬化层深度只有3mm(标准要求大于8mm)而导致的钢轨在矫直过程中产生的断口宏观形貌,硬化层微观组织为索氏体。此外,热处理过程中由于加热或冷却不当,轨头硬化层内部会产生异常组织,图5d所示轨头内部异常金相组织为马氏体+贝氏体+残留奥氏体,其局部硬度达45HRC,在矫直(顶弯)过程中此脆性相极易导致钢轨断裂。为此,要求操作人员严格执行工艺,增大加热层深,细化组织,降低应力,通过预弯及热处理参数的调整减小钢轨变形,避免异常组织的产生,从而减少钢轨矫直(顶弯)过程中产生的断裂,节约生产成本。

图5 硬化层不足的钢轨轨头在矫直过程中产生的断口宏观形貌与金相组织
三、结语
在以往道岔轨件的实际生产中,分析了钢轨原材及加工过程缺陷导致的轨件矫直(顶弯)断裂原因,采用金相显微镜对钢轨断口试样进行了观察,结果表明,折叠、轧痕、残留应力、螺栓孔棱角毛刺、铣刨棱角、热处理硬化层及异常金相组织为导致钢轨矫直(顶弯)断裂的原材及加工缺陷原因。针对以上原因,制订了有效的控制措施,尤其是加强钢轨原材检验、钻孔后的棱角打磨及热处理过程控制,显著降低了钢轨矫直(顶弯)的顶断率,提高了钢轨加工效率,节约了道岔钢轨制造成本。
(20130813)
