发动机飞轮壳大止口跳动检测分析
2013-08-24东风发动机部件有限公司湖北十堰442003陈前胜
东风发动机部件有限公司 (湖北十堰 442003)陈前胜
飞轮壳安装于发动机与变速箱之间,外接曲轴箱、起动机、油底壳,内置飞轮总成,起到连接机体、防护和载体的作用。
1.产品特点
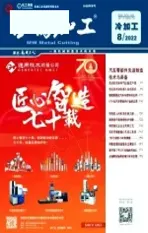
我公司是飞轮壳专业的生产厂家,飞轮壳百余品种,年生产量30万件,涉及主机厂厂家有:东风康斯、东风商用车、玉柴机器、北京福田康明斯、韩国斗山工程机械。关于大止口的加工方式我们采用的是立式数控车床加工,目前国内外飞轮壳产品大止口的标注方式如表1所示。
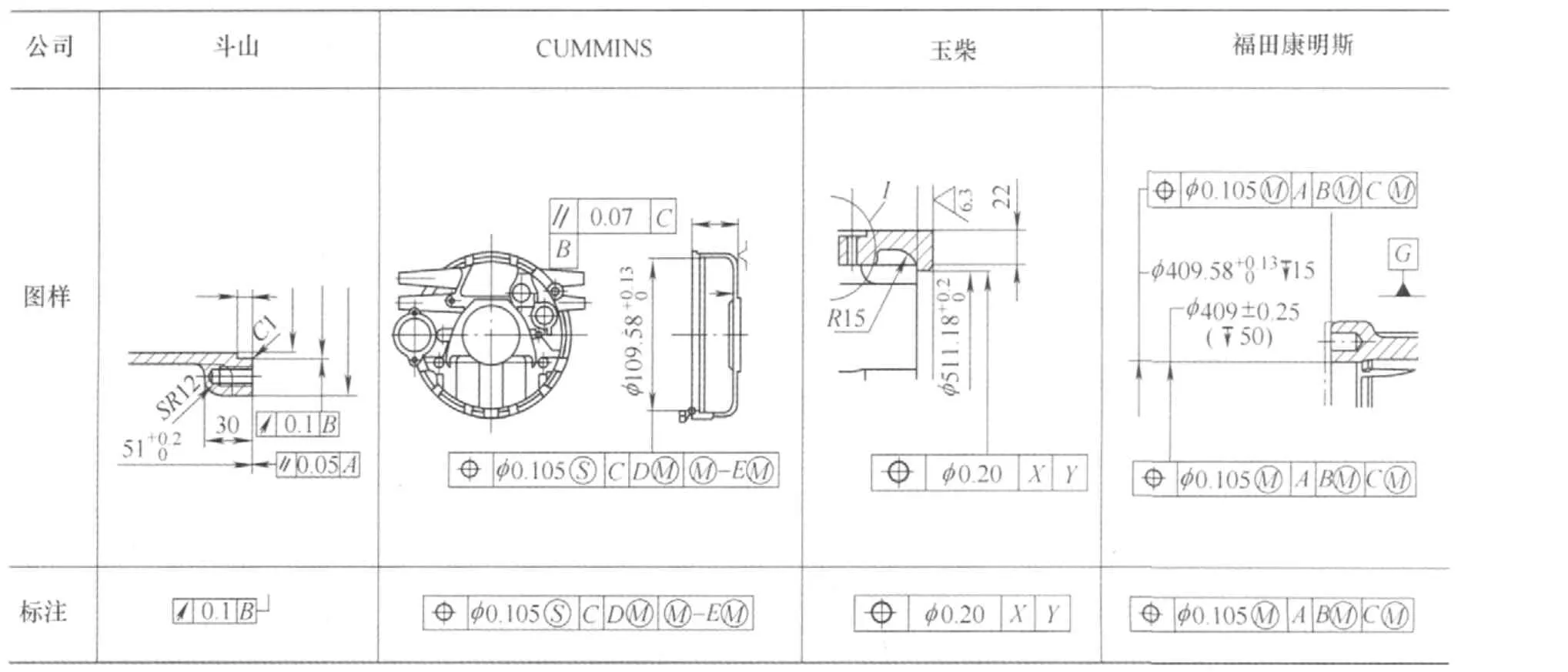
表 1
从表1的标注方式我们发现,只有韩国斗山工程机械飞轮壳大止口的标注方式采用的是大止口相对中心的不大于0.1mm,其他均采用的是以飞轮壳缸体结合面及结合面上两销孔为基准来评价大止口位置的位置度。
2.产品检测
针对斗山飞轮壳大止口的评价方式,我们的检测方式有两种(见图1)。
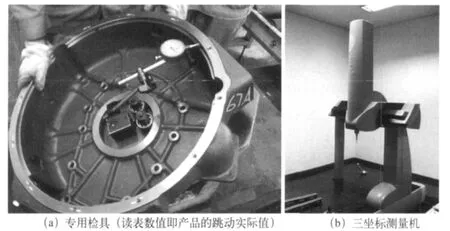
图1
跳动分析:关于止口孔相对于中心孔的跳动,由于双方检测方法不一致:韩国方面检测是以中心圆的柱体建立轴线来检测止口孔的跳动;而我公司检测是以中心圆的一个截面来评价止口孔的跳动。
对两种测量方法分析如下:
(1)在理想状态下,当定位孔A和孔B确定的轴线与孔φ1和φ2的轴线是重合的,误差为0(见图2)。
图2
(2)当定位孔A和定位孔B与孔φ2不发生变化时,孔A和孔B确定的轴线与孔φ2的轴线重合,O1O2无误差;但此时若φ1孔相对于基准面C面发生微小倾斜(垂直度误差)Δ1时,此时若用O1′O2′评价φ2的跳动,则误差为Δ2,明显与实际不符(见图3)。
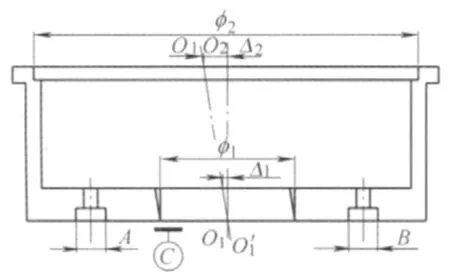
图3
为了验证,我们用两种测量方法进行测量,表2是其中5件的对比测量结果。

表 2
为了进一步验证哪种测量方法误差更小,我们采用在机床上让工件旋转打表的方式进行了止口孔跳动的测量,结果表明采用止口孔相对中心圆截面跳动的测量方法更准确一些(见图4和表3)。
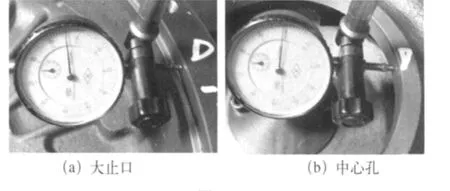
图4

表 3
2011年6月21日对现生产产品进行二次抽查结果如表4所示。

表 4
2012年2月13日我们对现生产产品65.01401-0236A同一工件抽查结果如图5~图7所示(工件只在每测量前只作了平移)。
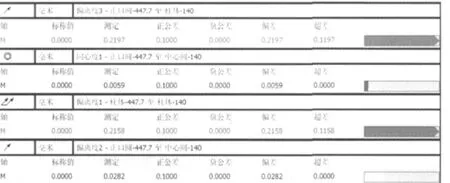
图5 检测第一遍结果

图6 检测第二遍结果
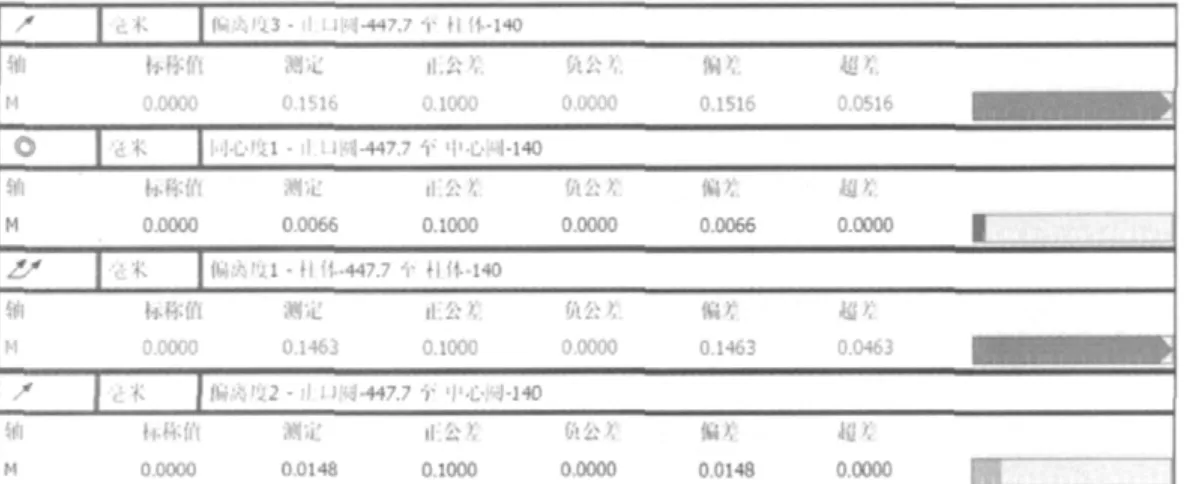
图7 检测第三遍结果
从上面的检测结果可以看出,同一工件反复测量止口孔相对中心圆截面跳动比较接近,但与止口孔相对中心圆柱体跳动误差偏大。在加工条件不变的条件下,相同的测量方式产生如此大的偏差,我们认为是检测方式:止口孔相对中心圆截面跳动的测量方法更准确一些。若改用止口孔相对中心圆柱体跳动无形中加大了产品的加工难度,且加工后不能保证所有产品都符合要求,而且产品在检测时产生的误差较大。
3.结语
检测方式的不同直接产生不同的测量结果,而对同一工件测量产生较大差异的结果,将会为主机厂家进货检验产生不同的评判结果,我们认为应该采取双方没有争议且产生误差较小的评价方式作双方的检验方式最合理,即针对飞轮壳这种系列产品止口孔相对中心圆截面跳动的测量方法更准确一些。