模块化程序设计方法在多轴加工中的应用
2013-08-24中航工业武汉航空仪表有限责任公司湖北430074
中航工业武汉航空仪表有限责任公司 (湖北 430074)张 庆
模块化程序设计是计算机软件工程中的一个术语。所谓模块化是将一个待开发的软件(或程序)分解成若干个小的简单部分,每部分可独立开发、测试、最后组装成完整的程序。下面从两个方面来阐明模块化程序设计方法在多轴加工中的应用。
1.多轴定位加工
多轴定位加工是指在对工件的实际连续切削过程中,加工工件或刀具主轴方位并不随切削的进给而改变,即机床的旋转轴首先旋转,将工件(针对具有旋转工作台的机床)或刀具主轴(针对具有旋转主轴头的机床)旋转到一定方位,然后对工件进行类同于三轴的数控加工(见图1)。

图1
图1左侧所示外罩零件在六方面上需加工出一组方槽和孔,端面上对应处也需加工出一组方槽,适合五轴机床定位加工。按照常规编程思路须创建18个加工操作,切削刀路与操作导航器的几何视图如图1所示。而采用模块化程序设计方法首先划分各加工模块(见图2),然后按各模块进行编程,每个模块是程序最基本的单位,模块间的连接存在上、下级调用关系。图3、图4分别为子模块1和子模块2的切削刀路与操作导航器的几何视图。

图2
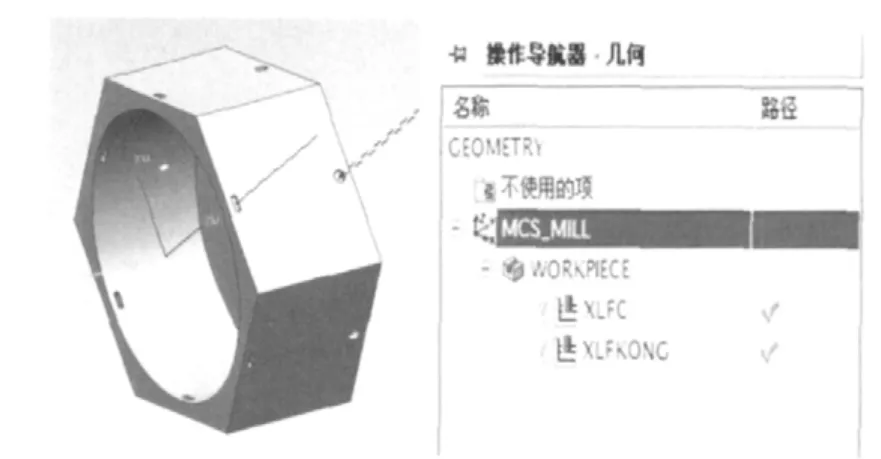
图3
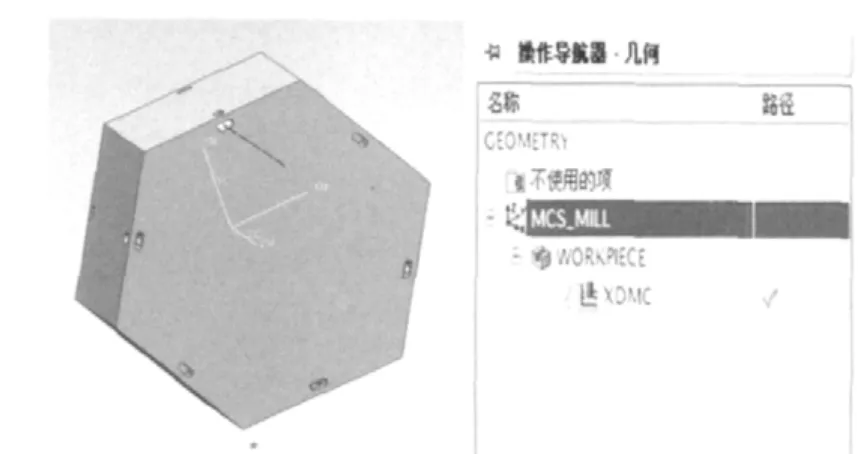
图4
2.可变轴曲面轮廓加工
可变轴曲面轮廓加工是指在对工件的实际连续切削过程中除提供X、Y、Z方向的线性移动外,还提供绕X轴、Y轴或Z轴的转动,即对工件进行多轴联动数控加工。
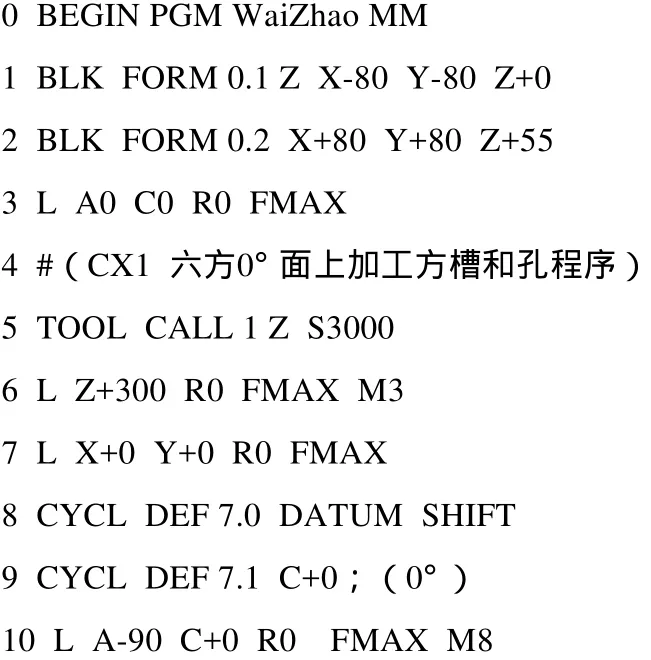
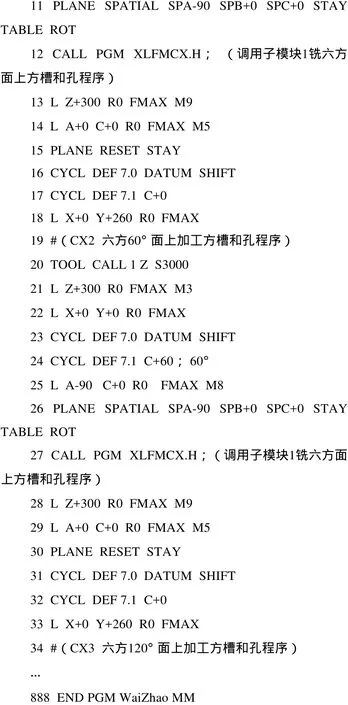
图5是叶轮零件采用模块化程序设计方法,加工首先划分各加工模块(见图6),然后按各模块进行编程,这里以调用叶片精加工子模块为例,说明模块化程序设计的运用方法,其主程序模块程序如下:
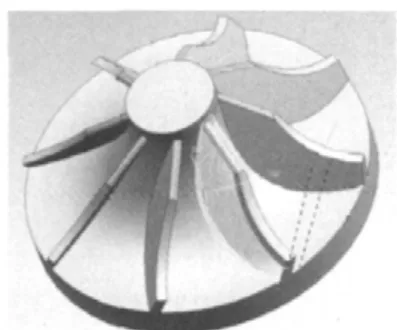
图5

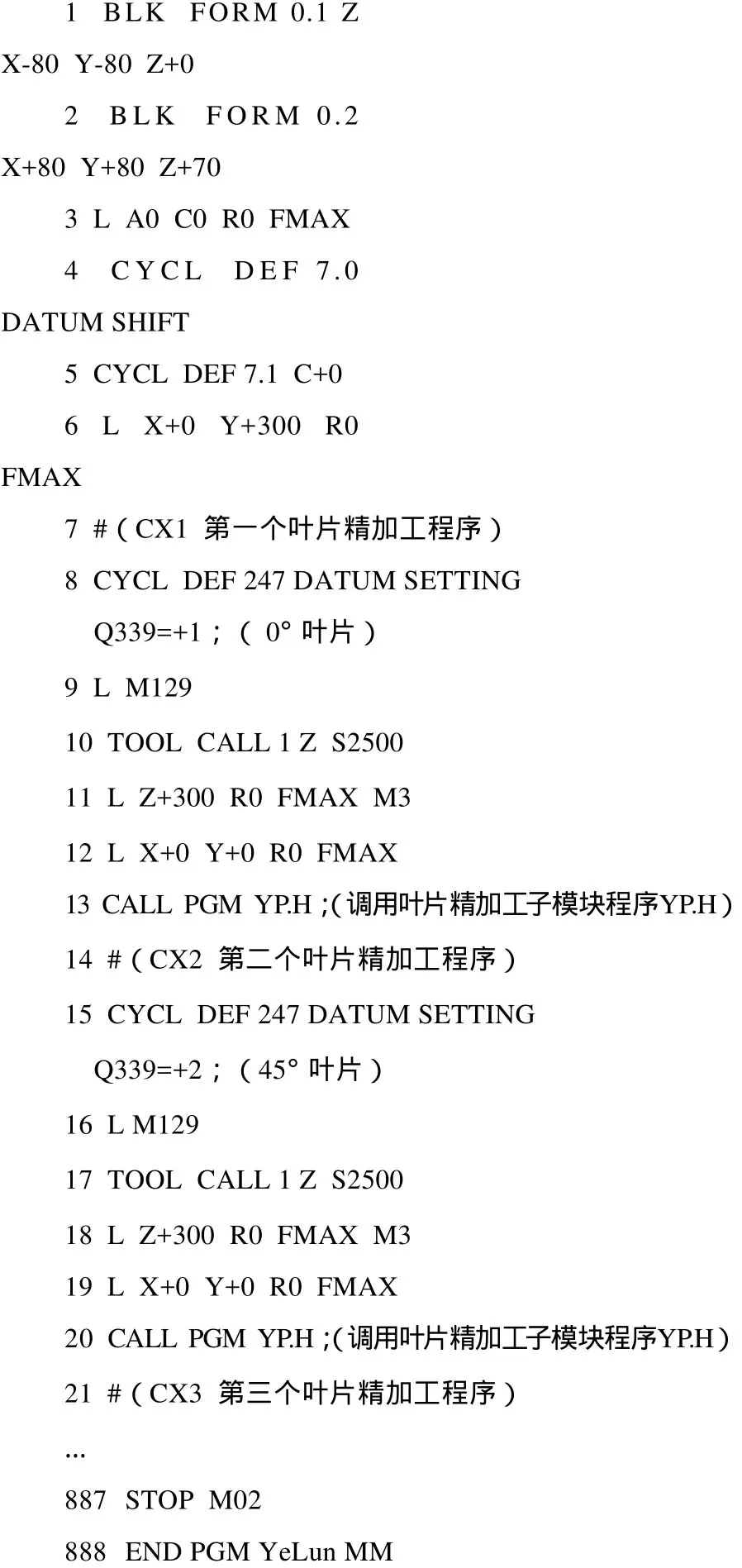

图6
3.结语
将模块化程序设计方法应用到机械零件的数控多轴加工中,可以将复杂的编程问题“从大化小、分而治之”,其目的使编制的程序结构清晰,容易阅读理解,便于调试和修改,适合多轴零件编程的整体开发。各个加工模块分别由不同数控程序员编制,只要明确加工模块之间的接口关系(加工坐标系、进、退刀点坐标位置等),各模块内部加工编程细节的具体实现由每个程序员完成,而模块之间不受影响。这样,主模块和子模块的编程工作可并行进行,大大节约编程时间及节省后置处理生成的加工代码程序的存储空间。