利用磨耗实现数控车床快速对刀方法的研究
2013-08-22钟如全
钟如全
(四川信息职业技术学院,四川广元628017)
数控车床对刀是加工前必须的准备工作,要求对刀精确、快捷。数控车床对刀的精度直接关系到零件的精度,对刀的熟练程度则影响到产品的生产效率,尤其是在单件生产中更加突出。所以,提高数控车床的对刀速度,则能提高产品的加工效率。作者利用磨耗减化对刀,实现数控车床的快速对刀,以提高产品的生产效率。
1 对刀原理

图1 零件一
对刀的目的主要是为了建立工件坐标系和确定刀具长度偏差,即确定编程坐标系原点在机床坐标系中的位置。目前有试切法对刀和采用对刀仪对刀两种方法。试切法对刀是实际中应用最多的一种对刀方法。
加工如图1所示的零件,至少用到3把刀,即外圆车刀、切槽刀和螺纹车刀,以右端面为编程原点。现以外圆车刀对刀为例进行试切法对刀步骤的说明。基本所有数控车床试切法对刀都在工件和刀具装夹完毕后,驱动主轴旋转完成下面两个步骤:
(1)移动刀具试切工件右端面,保持刀具在Z方向位置不变,沿X方向退刀,并在FANUC系统中的【工具补正/形状】界面下,在 Z坐标下输入“Z0”,按下【测量】,则Z方向的刀偏就输入到系统中,如图2所示。
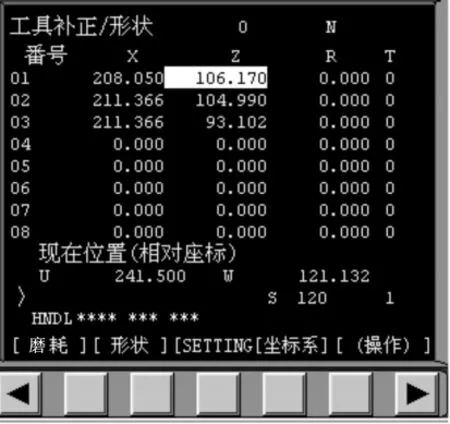
图2 【工具补正/形状】界面
(2)移动刀具至工件试切一段外圆,然后保持X坐标不变,向Z轴移动使刀具离开工件,测量试切后的工件外圆直径为d,并在FANUC系统中的【工具补正/形状】界面下,在X坐标下输入“Xd”,按下【测量】,则X方向的刀偏就输入到系统中,如图2所示。
其他两把刀具的对刀重复以上步骤即能完成。
2 利用磨耗实现快速对刀的方法和步骤
在数控车床中,磨耗值一般用于加工完首件后,测量发现尺寸有出入,如果不想更改程序的条件下,微调磨耗值保证零件加工的精度;或者用处更多的是,加工了一段时间后,刀具发生了损耗,但还能使用,为了保证加工尺寸,则微调磨耗值同样能保证零件加工的精度。然而,若在进行单件生产时,由于每件零件都要进行对刀,故效率非常低,但若利用好磨耗,同样能够减化对刀,提高对刀的速度。
由于数控车床在加工零件时,大部分零件的加工刀具基本上变化不大,一般都是用外圆车刀、切槽刀、螺纹车刀、内孔车刀等就可以完成,所以刀具安装好后基本上不需要更换刀体,若刀片磨损则更换刀片就行。若加工第一件工件时这些刀具的对刀都处理好了,则加工第二件工件时不需要重新对3把刀,而只要用一把刀对刀就能解决问题。加工如图3所示的零件,同样要用到3把刀(外圆车刀、切槽刀和螺纹车刀),如果采用一般的方法,则要将3把刀重新全部对刀后才能加工,但这样的效率比较慢。若采用磨耗减化对刀的方法,只需要将其中一把刀重新对刀,其他的刀都不再需要对刀了。

图3 零件二
下面就是利用磨耗减化对刀的步骤和方法:
(1)以其中的一把刀作为基准刀 (如外圆车刀),进行Z方向的对刀。移动刀具试切工件右端面,保持刀具在Z方向位置不变,沿X方向退刀,并记录下此时的机床坐标系中的Z坐标值。
(2)将刚记录下的Z坐标值与上次对刀中的Z偏置中的Z值相减,将两次的差值作为刀具长度磨耗值输入到对应刀号的磨耗中,如图4所示。其他两把刀的差值同样处理。例如在加工图1所示零件时,外圆车刀的Z向偏置值为106.170,而加工图3所示零件时对刀的Z方向机床坐标值为121.132,故在Z向磨耗中应输入14.962,而其他刀具同样相差这么多,故其他两把刀的Z方向磨耗同样是14.962。
(3)在X方向上由于都是以零件的轴线建立编程坐标系,故不管怎么变化,X方向的刀偏值始终不变,故磨耗值都为0。

图4 【工具补正/磨耗】界面
3 结论
总之,利用磨耗实现车床的快速对刀,可以总结为如下的公式:

此处Z2为第二次对刀时Z方向的机床坐标值,Z1为第一次对刀时的刀偏值,L长度为对刀时刀位点与编程坐标系原点的Z向距离 (如果图2以左端为编程原点,则L长度应为80),则在图4的【工具补正/磨耗】界面下,在Z坐标磨耗下应输入Z磨耗。同样,在其他刀具的Z坐标磨耗下相应地输入Z磨耗。从以上可以看出:在进行单件或小批量生产时,采用磨耗对刀的方法能够快速地实现车床的对刀,提高生产效率。
【1】FANUC 0i Mate.TC操作编程说明书[M],2007.
【2】张亚萍,曹燕.三点圆法实现工件坐标系的自动设定[J].组合机床与自动化加工技术,2009(6):91-92.
【3】彭美武.数控车床试切对刀法研究[J].机械设计与制造,2009(2):195-196.
【4】张秀萍.数控机床的对刀原理及常用的对刀方法[J].机械制造与自动化,2010(4):73-75.
【5】杨静云,李良仁.数控加工中对刀设定工件坐标系的控制方法[J].组合机床与自动化加工技术,2009(5):72-74.
