齿轮泵齿轮数控快速加工方法研究
2013-08-22周永情靳雷
周永情,靳雷
(河南质量工程职业学院机电系,河南平顶山467000)
齿轮泵主要用于输送不含固体颗粒的液体,应用范围非常广泛,可作润滑油泵、重油泵、液压泵和输液泵等。其关键部件为两个相互啮合的齿轮,依靠两个齿轮的啮合和分开实现吸油和压油,齿轮加工质量的好坏直接关系着齿轮泵的性能。随着计算机技术越来越多地应用到机械制造行业,CAD/CAM技术成为机械制造行业关键技术之一。作者利用CAXA系列软件中的CAXA电子图版和CAXA制造工程师无缝连接的特性,完成了齿轮从绘制到生成数控加工程序的整个过程,提高了齿轮轮廓的绘制精度和加工质量,避免了交互建模中复杂的布尔运算,减轻了设计人员的工作强度,特别适合中小企业单件小批量的生产加工。
1 齿轮泵齿轮主要参数的确定
以直齿圆柱中低压齿轮泵的齿轮为例,介绍其加工过程。综合考虑现初步确定加工齿轮为齿数z=20、模数m=3、齿宽定为b=25 mm、压力角α=20°的标准渐开线齿轮,电机转速为2 000~2 500 r/min,工作压力p=10 MPa。以上参数可能不符合齿轮泵设计中流量、排量和模数的相关关系,需要验证。代入不修正的标准直齿圆柱齿轮的齿轮泵的理论排量:
式中:m为齿轮模数;
z为齿轮齿数;
α为齿轮压力角。
理论流量:

式中:n为泵转速(r/min)。
实际流量:

式中:ηv为泵的容积效率,取为0.75。
计算所得数据符合齿轮泵设计中流量、排量和模数的相关关系,因此确定以上参数为此次加工的齿轮参数。
2 齿轮泵齿轮外形轮廓的绘制
对于渐开线齿轮外形轮廓的绘制,传统的方法是依据渐开线的坐标方程,先绘制出渐开线齿轮的一个齿形,然后阵列出其他齿形。这样做必然引起误差,并且效率不高。作者主要利用CAXA电子图版的参数化绘制渐开线齿轮模块,快速准确地绘制渐开线齿轮外形轮廓。
启动CAXA电子图版,选择参数化绘制渐开线齿轮模块,弹出参数化绘制对话框,在相应的的位置输入齿数、模数、压力角等相关参数,然后输入齿轮顶部位置过渡圆的半径值、齿轮根部位置过渡圆半径值和需要画的齿数,点击预览,查看绘制的图形,没有问题,点确定,把齿轮图形中心放置在坐标原点处,便于下一步自动编程。最后生成图形如图1所示,保存为DWG格式就完成了全部绘制。

图1 渐开线齿轮外形轮廓
3 齿轮泵齿轮加工轨迹仿真与自动编程
一般情况下,要想自动获得齿轮加工轨迹和G代码程序,就必须对其进行三维造型,这种方法对于3轴以上的数控铣削的自动编程是必须的,但对于3轴以下的数控铣削自动编程就显得比较麻烦,影响到编程效率。作者利用CAXA制造工程师,能实现与CAXA电子图版的对接,不用三维造型,利用CAXA电子图版生成的齿轮的二维轮廓图,就能自动生成加工轨迹和G代码程序。
3.1 齿轮加工刀具轨迹的生成
依据渐开线齿轮二维图形的相关尺寸,对于粗加工,选择直径为3 mm的高速钢平底立铣刀做为加工刀具,主轴转速为800 r/min,切削进给率为150 mm/min,吃刀量为2 mm,应用CAXA制造工程师的区域式粗加工模块,定义毛坯尺寸,选择区域式粗加工加工方法,在弹出的对话框中设置主轴转速、切削进给率、吃刀量、安全高度等相关参数,选择好刀具,根据提示拾取,右键确定,系统自动生成加工轨迹,如图2所示。
对于精加工,选择直径为2 mm的高速钢平底立铣刀做为加工刀具,主轴转速为1 500 r/min,切削进给率为100 mm/min,吃刀量为1 mm。应用CAXA制造工程师的平面轮廓精加工模块,设置相关参数,拾取加工轮廓和加工方向,生成加工轨迹,如图3所示。
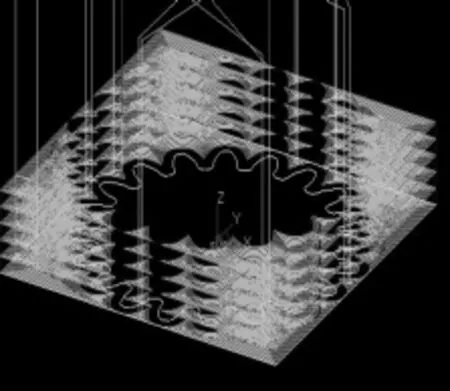
图2 粗加工刀具轨迹
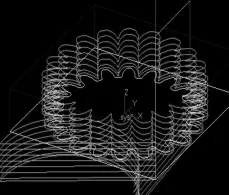
图3 精加工刀具轨迹
3.2 齿轮加工动态仿真和G代码的生成
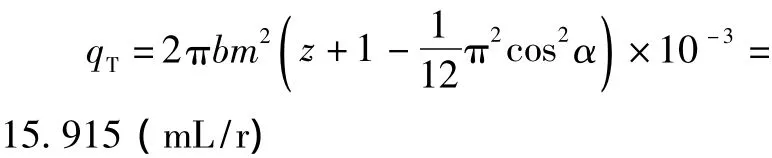
依次拾取粗加工刀具轨迹和精加工刀具轨迹,点击右键,选择实体仿真指令,弹出轨迹动态仿真界面,对显示参数进行必要设置,点开始键,开始轨迹动态仿真,结果如图4、5所示。
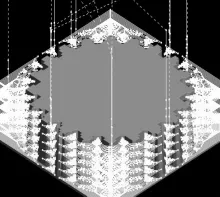
图4 粗加工动态仿真
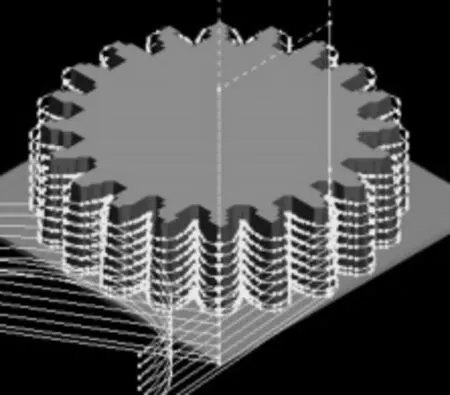
图5 精加工动态仿真
单击“应用-后置处理-生成G代码”指令,在弹出的“选择后置文件”对话框中指定生成NC代码文件名及其存储路径,按“确定”退出。分别拾取粗加工轨迹与精加工轨迹,按右键确定,生成加工G代码,经简单修改后如所示。
O0001
N10G90G54G00Z100.000
N11S600M03
N12X29.500Y-28.472Z100.000
……………
N9467G00Z100.000
N9468M05
N9469M30
4 齿轮泵齿轮实际加工仿真
自动编程生成的G代码,只是对加工轨迹的再现。通过轨迹动态仿真,说明加工运动轨迹不存在问题,不能说明生成的加工程序就能直接用于实际加工。为了检验生成的加工程序、选择的刀具和设置的加工参数是否符合实际加工的需要,作者利用宇龙数控仿真系统,模拟实际加工过程,对其进行检验。
首先,在宇龙数控仿真系统中按照自动编程中已经设计好的加工工艺,设置相同的毛坯,选择相同的刀具、夹具,选择与现有数控设备相同的加工系统和机床;然后依据自动编程选择的z0平面完成对刀,导入数控程序进行加工;最后观察刀具走刀路线是否符合要求,测量加工好的工件与设计尺寸是否一致。如果符合要求,就可以导入数控设备进行实际加工,如不符合要求,再修改程序和相关参数,直至符合要求。实际加工仿真结果如图6所示。

图6 实际加工仿真
5 结束语
利用CAXA系列软件完成了齿轮泵齿轮从二维图形绘制到程序生成的整个过程,并对生成的轨迹进行了动态仿真;然后用宇龙数控仿真软件模拟了实际加工过程,检验了生成的数控程序在相应的数控设备中进行加工的正确性。此方法特别适合齿轮加工的单件小批量生产,在某市一小型加工企业应用,取得了不错效果。
【1】张卫青,郭晓东,张明德,等.摆线齿锥齿轮铣齿机的运动及加工仿真研究[J].制造技术与机床,2011(9):109-112.
【2】贺鹏,刘光磊.面齿轮数值仿真[J].科学技术与工程,2007,7(12):2956-2958.
【3】杨玉芳,林大钧,付掌印.齿轮加工仿真技术[J].东华大学学报:自然科学版,2005(4):89-91.
【4】任继文,郭厚焜.基于AutoCAD的齿轮加工仿真[J].现代制造工程,2004(6):51-52,65.
【5】顾颂虞,.基于CAXA制造工程师2008的叶轮仿真与加工[J].苏州大学学报:工科版,2010(6):68-71.
【6】李存鹏,.基于CAXA与VERICUT的虚拟数控仿真加工的研究[J].CAD/CAM与制造业信息化,2011(2):93-95.
【7】杜家熙,郑素真.基于CAXA制造工程师的齿轮造型与加工仿真[J].工具技术,2011,45(9):35-37.
