安钢Ф400 mm 机组加热炉改进加热质量实践
2013-08-09杜永军常志禄
宋 杰 杜永军 常志禄 曾 媛
(安阳钢铁股份有限公司)
0 前言
在大力提倡低碳环保,创建节能型社会的今天,加热炉作为轧钢厂最大的耗能设备,开展节能降耗攻关,成为创建节能型企业的重要途径之一。安钢Ф400 mm 机组近几年的统计数据显示,煤气消耗占整个工序能耗的比例在79%左右。以年产60万t,平均单耗179 m3/t,混合煤气单价0.3 元/m3计算,每年生产成本为3222万元。同时随着产量逐年增加,加热炉强化加热现象严重,安钢Ф400 mm 机组平均烧损率为1.5%~1.6%,与国内先进水平相比,金属消耗偏高。因此,降低煤气单耗和氧化烧损对减少生产成本具有十分重大的意义。通过对该机组影响节能降耗的原因进行分析,采取加热炉水冷系统改进、分规格钢坯加热制度进行细化等措施,达到了缓解强化加热现象和降低钢坯烧损的目的,取得了较好的经济效益。
1 概况
安钢Ф400 mm 机组主要产品为角钢、槽钢和中圆钢3 个品种,33 个规格。加热设备为端进侧出连续推钢式加热炉,设计加热能力为70 t/h,分五段进行温度控制,分别为均热段、一加段、二加段、下加段及侧加段。钢坯上部采用平焰烧嘴,额定加热能力为300 Nm3/h,下加、侧加采用亚高速烧嘴,额定加热能力为500 Nm3/h。炉子有效尺寸为21.37 m×6.36 m,加热坯料为120 mm×120 mm×(4.7 m~6.0 m)和150 mm×150 mm× (4.7 m~6.0 m)的连铸坯,坯料热送比例为80%左右。
2 存在问题
2.1 加热温度高
本机组产品规格跨度大,小时产量从40 t/h~120 t/h 不等。品种、规格生产周期短,换辊换槽频繁,待轧时间较多,造成热送坯料装炉温度差别较大,存在热冷混装的问题,进而造成加热操作频繁调整。开轧温度没有实时监测系统,存在加热温度偏高的问题。
2.2 轧制小规格时钢坯高温段停留时间长
加热炉加热能力兼顾所有规格产量进行设计,而且从2008年开始实施连铸坯热装热送。连铸坯热装温度大于500℃时,热装温度每提高10℃,最佳炉子产量约提高1.25%[1]。安钢Ф400 mm 机组热装温度在600℃左右,所以加热能力大幅提升。而小规格产品产量较低,所以小规格生产加热能力相对过剩。而通过缩短高温区的调整操作难度较大,使钢坯在高温区停留时间过长。
2.3 钢坯开轧温度偏高
安钢Ф400 mm 机组以生产角钢、槽钢为主,中间料形和成品表面积较大、断面复杂、存在不均匀变形,开轧温度要求在1050℃~1200℃之间,所以实施低温轧制难度较大。
3 改进措施
3.1 细化燃烧系统控制
按机时产量进行优化控制,缩短高温区加热时间。加热时间与氧化烧损成正比,即在相同的条件下,加热时间越长,氧化生成的铁皮越厚,钢的氧化烧损越多。不同温度下氧化铁皮生成量与加热时间的关系如图1 所示。
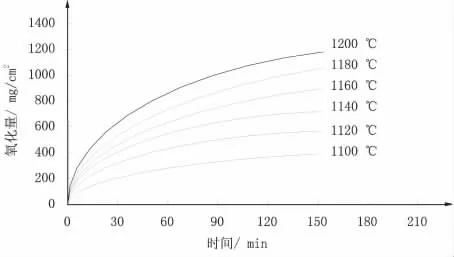
图1 氧化铁皮生成量与加热时间关系
同时可以看出,各个温度下氧化量的增量是不同的,温度越高,氧化反应速度越大。如果在900℃时氧化速度为1,则1000℃时为2,1100℃时为3.5,至1300℃时达到7[2]。所以缩短高温区加热时间是降低氧化烧损及煤气消耗的主要途径之一。
在实际操作时尽量减少钢坯在高温区的停留时间,主要采取的措施:一是轧制小规格时,关闭侧加、二加烧嘴,均热烧嘴阀位开1/4 控制;轧制中规格时,均热烧嘴阀位按开1/3 控制,关闭侧加烧嘴,二加烧嘴阀位按开1/3 控制;二是升温时,从炉头至炉尾依次升温,降温时从炉尾到炉头依次降温,严禁反向操作;三是当遇到生产临时停车时,要及时降低温度,并掌握开车时间,准确进行升温操作。
3.2 优化炉内水冷系统
1)由于加热炉炉内水梁采用水冷却系统,隔热层为外部焊接包扎块。包扎块采用莫来石浇筑料,内衬钢板,无绝热层,包扎块易脱落,造成水管裸露,钢坯水冷印严重。针对以上问题对包扎块结构进行改进,合理加大内径尺寸,在施工中加入10 mm 厚耐火纤维毡,绝热能力改善明显。包扎块改进前后炉内水梁回水温度对比见表1。
2)炉内水梁结构优化。将高温段耐热滑块由单列密排改为双列错排,全部耐热滑块纵向间距由10 mm 增大到20 mm,减少钢坯与滑块上表面接触时间,提高钢坯加热质量,减少水冷黑印。改进前后炉内水梁如图2 所示。
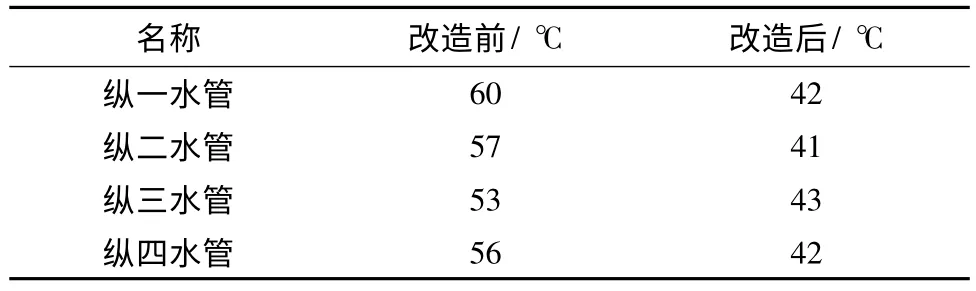
表1 包扎块改造前后回水温度对比
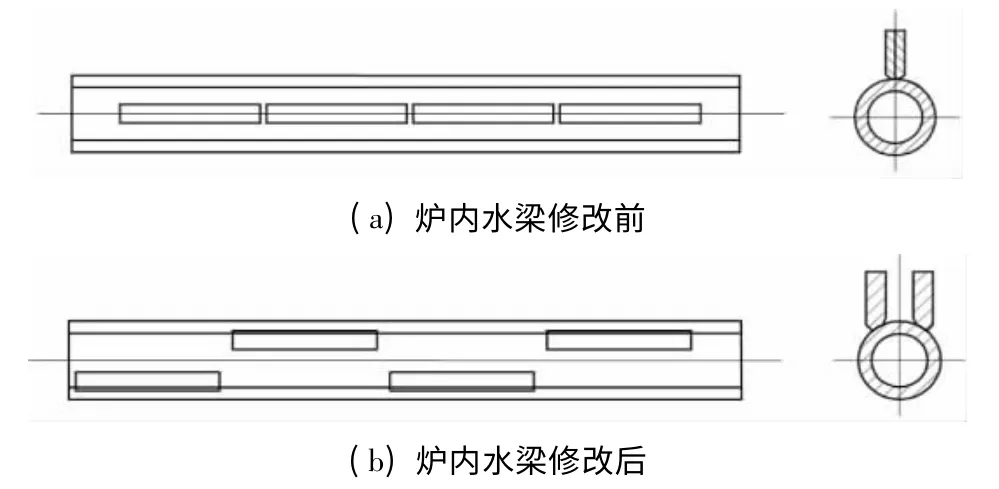
图2 炉内水梁修改前后示意图
3.3 增加实时监控系统
增加入炉钢坯表面温度实时监测系统,操作人员可以对不同温度的钢坯进行精确操作,在保证坯料的加热温度前提下,减少了煤气的投入量;增加出炉钢坯表面温度精确监测系统,实现开轧温度的精确控制,解决了开轧温度偏高的问题。
4 效果
措施实施后,钢坯加热更加均匀,钢坯黑印与无黑印处温差减小(实测温差由100℃降低到80℃左右),具备了降低开轧温度的条件,增加对开轧温度的实时控制系统,角钢水冷印温度控制在1000±50℃;槽钢水冷印温度控制在1050±50℃。经过近一年的生产实践,效果明显,在煤气消耗基本持平的情况下实现了增产,有效缓解了强化加热现象,氧化烧损率由2010年的1.62%降低到2011年的1.52%。
5 结语
通过对加热炉水冷系统改进,减少钢坯水冷黑印,提高加热质量;增加入炉、开轧温度实时监控系统,实现精确温度控制;通过对产品分钢种、规格钢坯加热制度进行细化,降低了钢坯的开轧温度,缩短了钢坯在高温区停留时间,通过以上措施的实施,有效缓解了强化加热现象、降低了氧化烧损,取得了较好的经济效益和社会效益。
[1]陈惠兰,喻辅成,章林荣,等.南昌钢铁公司对标挖潜现状分析与对策.冶金能源,2006,25(4):3~5,11.
[2]陈鸿复,曹冠之,汤学忠,等.冶金炉热工与构造.北京:冶金工业出版社,1993:109.
