海阳核电厂汽轮机垫铁安装与质量控制技术
2013-08-09石丽国郝军红樊向松
石丽国,郝军红,樊向松
(中电投电力工程有限公司,上海市 200233)
0 引言
汽轮机的支撑系统承担着机组静态和动态载荷的传递,其安装质量的好坏将直接影响机组的安全运行[1]。传统的汽轮机支撑方式为平垫铁配斜垫铁工艺,台板与斜垫铁直接接触[2-3],在垫铁灌浆后只能使用垫片调整间隙及标高,给设备的再次调整带来许多不便。随着科学技术的发展,汽轮机普遍采用无收缩高强灌浆料配置的水泥垫块支撑工艺,垫块通过斜垫铁与台板接触及调整设备的标高、水平度。随着机组容量的增加,大型汽轮机体积及重量不断攀升,安装技术要求大幅度提高,可调垫铁取代普通垫铁[4]和水泥垫块[5]的趋势越来越明显,尤其在引进技术的1000MW级超超临界火电机组及1000MW级核电机组中,多已采用了可调垫铁支撑方式。可调垫铁是一种升降装置,具有顶升能力以及灵活、实用的特点,能垂直提升和校准(不需要反复更换填隙垫片),从而调整所支撑设备的标高和水平度。海阳核电厂AP1000核电机组的轴承箱和低压缸部分采用可调垫铁支撑方式。本文基于海阳核电厂,论述1000MW级核电机组汽轮机垫铁安装及质量控制技术。
1 海阳核电厂汽轮机支撑方式
海阳核电厂AP1000核电机组常规岛采用我国哈尔滨电气股份有限公司与日本三菱重工业株式会社联合设计、供货的额定功率为1250MW,转速为1500 r/min的单轴、中间汽水分离再热、四缸、六排汽、反动式凝汽式汽轮机。汽轮机本体需支撑部件主要有1个高压缸,3个低压缸及5个轴承箱。
1.1 方形垫板支撑方式
海阳核电厂汽轮机采用的方形垫板支撑方式(如图1所示)与通常的平垫铁加斜垫铁支撑方式有所不同,方形垫板不直接与基础接触,而是由旋在六角螺母(六角螺母焊接在方形垫板周围)内的调整螺栓支撑在基础上,通过改变调整螺栓的行程来调整方形垫板的标高和水平度。垫板下留有10 mm以上的灌浆高度。这种支撑方式主要用在高压轴承箱的地脚螺栓两侧和顶起螺栓中间。方形垫板的标高根据轴承扬度的不同而不同,与设计值的允许公差为0~-2 mm,水平度控制在0.1 mm/m 内[6]。方形垫板灌浆后,通过垫片组调整与高压轴承箱台板的接触状况,每组调整垫片有18片,厚度分别是0.05,0.10,0.20,0.30,0.40,0.50,0.60,0.80,1.00 mm。
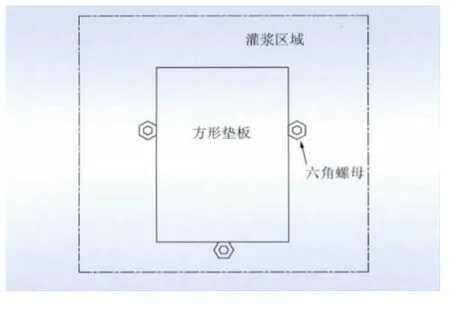
图1 方形垫板Fig.1 Square plate
1.2 顶丝垫板支撑方式
顶丝垫板支撑方式与方形垫板支撑方式相差不多,两者的主要区别在于顶丝垫板灌浆后不直接与台板接触,而是通过顶起螺栓来支撑台板。在每块垫板上方对应的台板位置上配有1~4颗顶起螺栓,通过操作顶起螺栓来调整台板,使台板的标高和水平度符合轴承扬度的要求。顶丝垫板下仍需留有10 mm以上的灌浆高度,标高与设计值的公差比平板垫铁要求低,允许值为0~-5 mm,水平度控制与方形垫板相同。同时顶丝垫板与其上台板的间距要大于45 mm,以便于顶起螺栓动作。顶丝垫板分为方形和圆形(如图2所示),高压轴承箱、低压轴承箱、低压缸下均采用此种支撑方式。
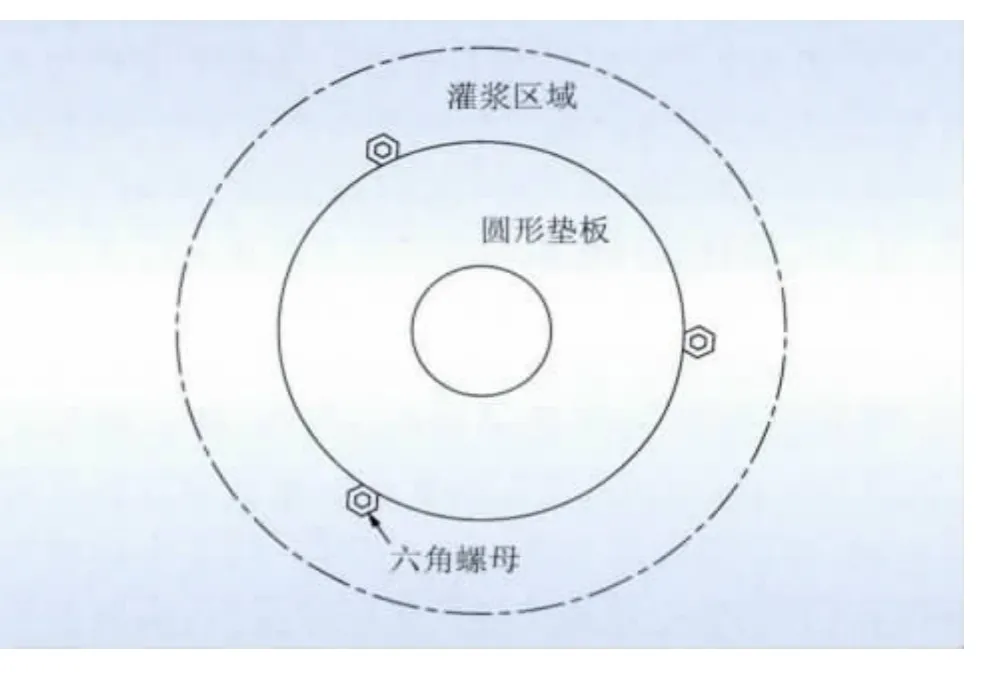
图2 圆形垫板Fig.2 Circular plate
1.3 可调垫铁支撑方式
可调垫铁(如图3所示)主要布置在低压轴承箱及低压缸下,其标高根据轴承扬度的不同而不同,与设计值的允许公差为0~-2 mm,水平度控制在0.1 mm/m。低压轴承箱下的可调垫铁直接与轴承箱锚固件上表面接触,接触面符合要求后点焊。低压缸下的可调垫铁与方形垫板、顶丝垫板的配置一样,周围焊上六角螺母并配有调整螺栓,通过改变调整螺栓的行程来调整可调垫铁的标高和水平度。在可调垫铁下留有10 mm以上的灌浆高度。可调垫铁灌浆后,台板直接支撑在可调垫铁上,通过改变可调垫铁的行程来调整所支撑台板的标高和水平度。
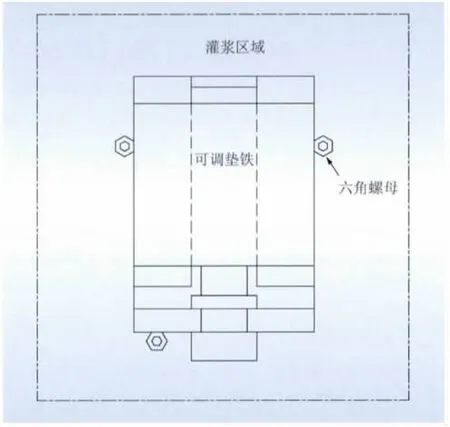
图3 可调垫铁Fig.3 Adjustable plate
2 核电与火电机组汽轮机可调垫铁的区别
2.1 可调垫铁的工作原理
通常可调垫铁由2块坡度相同的斜垫铁配对组成,其中一块斜垫铁固定,另一块斜垫铁与调节机构连接,通过调节机构的动作,带动斜垫铁水平移动,从而使与其配对的另外一块斜垫铁在垂直方向上产生位移,达到调节的目的。
2.2 1000MW超超临界火电机组汽轮机可调垫铁
某引进型1000MW超超临界火电机组汽轮机采用如图4所示的可调垫铁支撑方式,该可调垫铁由固定框架、下斜垫块、上斜垫块、调整螺栓、球形垫块等组成。其中下斜垫块通过调整螺栓与固定框架连接,旋动调整螺栓可带动下斜垫块水平移动,从而使与其接触的上斜垫块在垂直方向上产生位移,达到调整标高的目的。球形垫块直接放在上斜垫块的球形座内,是直接与设备接触的部位,其球形接触面能够自动调节与台板的接触,起到自平衡作用。整个可调机构位于固定框架内,随固定框架灌浆一起埋入混凝土中。固定器的机身框架越大,放置斜垫铁的尺寸越大,可承受的载荷能力越强。

图4 火电机组汽轮机可调垫铁Fig.4 Adjustable plate of turbine in thermal power unit
2.3 AP1000核电机组汽轮机可调垫铁
海阳电厂1000MW级核电机组汽轮机采用如图5所示的可调垫铁支撑方式,该可调垫铁由底铁、滑块、调整螺栓等组成,其中底铁和滑块组成配对斜垫铁。滑块通过调整螺栓与底铁侧框架连接,旋动调整螺栓带动滑块水平移动,从而使滑块在水平移动的同时在垂直方向上产生位移,达到调整标高的目的。底铁灌浆埋入混凝土中,可调垫铁的机身越大,可承受的载荷能力越强。
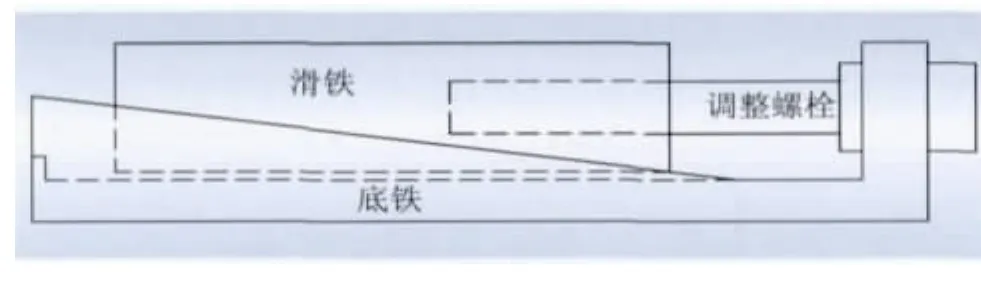
图5 核电机组汽轮机可调垫铁Fig.5 Adjustable plate of turbine in nuclear power unit
2.4 核电机组与火电机组汽轮机可调垫铁的优缺点
由上述可知,1000MW级超超临界火电机组的可调垫铁,在结构上比目前AP1000核电机组所使用的可调垫铁要复杂,其在设计上充分考虑了可调垫铁的可调特性,尤其是球形垫铁的使用,使灌浆后的台板调整更加灵活。正是基于可调特性的考虑,使得该垫铁的制造和安装工艺要求大大提高,火电机组可调垫铁内部结构之间的接触面比核电机组多2个,增加了制造和安装难度,尤其当可调垫铁存在加工质量问题时,现场处理难度大。相比较而言,核电机组的可调垫铁可拆卸,接触面的处理更加容易。结构的复杂性也增加了成本,两者的成本相差数倍。同时,灌浆时火电机组可调垫铁需制作专用模具,而核电机组可调垫铁只需围住灌浆区域即可。
3 汽轮机垫铁的安装与质量控制
方形垫板、顶丝垫板、可调垫铁的安装过程基本相同,因可调垫铁的安装要求高,本文主要研究可调垫铁的安装。
3.1 可调垫铁安装工艺流程
基础划线检查→垫铁位置标识→表面处理→可调垫铁配置→可调垫铁测量→台板接触检查与研磨→挡板制作→灌浆与养护→可调垫铁复测。
3.2 可调垫铁定位与调整
在基础验收合格后,根据垫铁布置图在基础上划出垫铁的位置,将垫铁下需要二次灌浆的区域(垫铁周围50~100 mm)混凝土层凿毛[7],要求露出混凝土硬表面层,且保证基础表面与可调垫铁下表面二次灌浆层高度大于10 mm。在可调垫铁周围选择3点焊接六角螺母,并配调整螺栓。按照厂家轴系找中心图,计算出各可调垫铁顶部标高。旋动调整螺栓调整可调垫铁直至符合如下要求:可调垫铁上表面标高比计算值低0~2 mm,垫铁水平度小于0.10 mm/m,纵横中心尺寸偏差小于2 mm。在垫铁配置之前,应与台板进行接触面检查,如不符合要求须进行研磨处理。整个调整过程需用精密水准仪严格测量。
3.3 灌浆与养护
在可调垫铁周围搭设挡板,采用H40高强度、无收缩水泥灌浆料[8],其灌浆高度应略低于可调垫铁底板上表面,不影响调整螺栓的操作。H40灌浆料具有流动性好、膨胀率低、负载能力强等特点,能将汽轮发电机的动静载荷均匀地传给基础,减少机组振动,保持机组长期、稳定运行。
灌浆前需对基础进行清理和润湿[9],浇灌时要严格控制灌浆料的水与水泥的配比及搅拌时间,以减少水泥浆中的气泡,避免灌浆后形成表面气孔,造成垫铁与基础接触不实[10]。灌浆必须连续操作,并尽可能缩短灌浆时间。灌浆时,日平均温度应不低于5℃。灌浆完毕后,裸露部分应及时喷洒养护剂或覆盖塑料薄膜、湿布等,并连同周围基础不断地洒水保持湿润,养护时间不少于7天。在正常的养护条件下,灌浆料的抗压强度在3天后达到40 MPa以上,28天后可达70 MPa以上。
3.4 海阳核电厂1号与2号机组汽轮机垫铁安装的差异
海阳核电厂1号与2号机组汽轮机垫铁安装的差异主要体现在低压缸的垫铁安装。1号机组首先进行低压缸顶丝垫板的安装和灌浆,养护合格后再进行可调垫铁的安装和灌浆。2号机组低压缸的顶丝垫板和可调垫铁同时安装、灌浆。
1号机组低压缸顶丝垫板灌浆养护合格后,使用台板上的顶起螺栓将台板支撑在顶丝垫板上,并按轴承扬度调整各调整螺栓,使台板上表面的标高和水平度符合设计要求,然后调整可调垫铁。在保持相应位置台板的标高和水平度符合要求的情况下,检查两者的接触面,要求接触面积大于75%。之后起吊台板,对可调垫铁进行二次灌浆。2号机组低压缸顶丝垫板和可调垫铁同时安装,安装前进行可调垫铁和台板接触面检查,同样两者的接触面积要大于75%。灌浆养护合格后安装台板,旋动台板调整螺栓,使台板的标高和水平度符合设计要求,然后调整可调垫铁,再次检查可调垫铁和台板接触面,如接触面不符合设计要求,须对可调垫铁进行研磨。
2号机组低压缸同时进行可调垫铁和顶丝垫板的安装和灌浆,较1号机组缩短了安装工期,但安装精度要求更高,在灌浆前要完成可调垫铁和台板接触面的检查和处理。需严格进行安装质量过程控制,各项指标必须达到或高于设计标准,才能保证灌浆后台板与可调垫铁的接触符合设计要求。1号机组先进行低压缸顶丝垫板的安装和灌浆,之后临时安装台板,调整可调垫铁,可有效地保证可调垫铁与台板的接触,降低了因台板未预装可能带来的风险。
海阳核电厂1号、2号机组汽轮机垫铁安装,从施工方案的准备、实施,质量计划的制定、执行,到过程的检查、验证,都严格执行电厂的质检制度,并加强了过程管理和控制。养护后采用精密水准仪和框式水平仪进行复测,垫铁的标高均为0~-2 mm,并根据厂家建议在设计范围内取下限,以利于台板的调整;垫铁水平度达到0~0.02 mm/m,在0.10 mm/m以内,复测结果均达到设计要求。
4 结论
(1)汽轮机支撑系统是关系汽轮发电机组稳定、可靠、持续运行的重要系统,无论是1000MW级超超临界火电机组还是AP1000核电机组,可调垫铁的使用均可稳定支撑汽轮机。2种机组可调垫铁在制造工艺、载荷分布、质量控制、成本控制等方面虽存在差异,但垫铁的可调功能均使台板安装效率增加,减少了安装工期。
(2)海阳核电厂1号与2号机组可调垫铁的安装实践为同类核电机组垫铁安装提供了经验。无论是顶丝垫板与可调垫铁同时安装、灌浆工艺,还是顶丝垫板和可调垫铁先后安装、灌浆工艺,通过严格的过程管理,均可保证可调垫铁与台板的良好接触,也可保证台板的标高、水平度达到设计要求。
[1]桓现坤,滑端成,杨洪银.汽轮机垫铁安装问题处理[J].热电技术,2010(3):40-41,48.
[2]谢尉扬.大型汽轮机台板支撑方式比较[J].浙江电力,2004(4):14-16,69.
[3]王少文.大型汽轮发电机组台板支撑方式的介绍和分析[J].河北电力技术,1999,18(5):60-62.
[4]杨成海.汽轮机安装垫铁的比较[J].新疆电力技术,2009(1):66-67.
[5]穆遵明.汽轮机采用水泥垫块与垫铁的安装对比[J].四川电力技术,2007,30(1):84-86.
[6]DL/T 5210.3—2009电力建设施工质量验收及评价规程 第3部分:汽轮发电机组[S].北京:中国电力出版社,2009.
[7]DL 5190.3—2012电力建设施工技术规范第3部分:汽轮发电机组[S].北京:中国电力出版社,2012.
[8]马先锋.汽机砂浆垫块及二次灌浆施工常见问题的防治[J].电力建设,2007,28(9):51-53.
[9]肖玉桥,王海新,王丽萍,等.发电厂汽轮机台板高强灌浆料垫块施工浅析[J].武汉大学学报:工学版,2011(44):267-269.
[10]万兆明.汽机无垫铁施工工艺探讨[C]//贵州省电机工程学会2007年优秀论文集.贵州:贵州省科学技术协会,2008:242-243.