大吨位锻锤分体砧座的连接方式
2013-08-08常超储天峰安阳锻压机械工业有限公司
文/常超,储天峰·安阳锻压机械工业有限公司
大吨位锻锤分体砧座的连接方式
文/常超,储天峰·安阳锻压机械工业有限公司
常超,技术员,主要从事电液锤的设计及研发工作。
近几年来,我国汽车工业、重大装备制造业、航空航天业、煤矿产业、高铁产业发展迅速,市场对大型铸件产品的性能要求越来越高,因此很多大型铸件产品被性能更加优越的锻件所替代。市场对大锻件产品的需求变得越来越多,给大吨位锻造设备也带来了很大的发展机会。
锻锤是各种锻造设备的先驱,至今已经有一百多年的历史。随着制造业的发展,各种锻造成形新工艺、新设备不断涌现,但由于锻锤结构简单,操作方便,成形速度快,适应性强,投资少等,因此至今仍然有比较广泛的应用。
砧座是锻锤重要的零部件,砧座的可靠性关系到锻锤的使用状况和锻件的质量。砧座一旦放入到基坑中,如无特殊需求,便不会对砧座的位置进行移动。不过,大吨位锻锤(5t锤以上)的砧座质量均超过了75t。因此会对砧座的整体加工、运输增加一些额外的经济负担。如此大的零件在铸造、机加工、热处理方面都需要较大的设备,增加了锻锤设备的制造成本。如果将砧座分为两体或者两体以上,变为较小的零部件来铸造、机加工,则可以大幅度降低生产成本。但是,分体砧座连接的可靠性和稳定性就显得尤为重要,下文将对两种不同的砧座连接方式进行比对。
传统分体砧座连接方式
图1是国内大吨位锻锤分体砧座传统连接方式的示意图,图2是该砧座传统连接方式安装好的情况。这样的安装方式依靠热胀冷缩原理,将砧座的上下体紧紧束缚在一起,具体的过程是将砧座上体和砧座下体上下放置好,加热烘装圈。烘装圈内孔和砧座凸台采用过盈配合。烘装圈加热到一定温度时,人工将烘装圈安装到砧座的凸台部位。
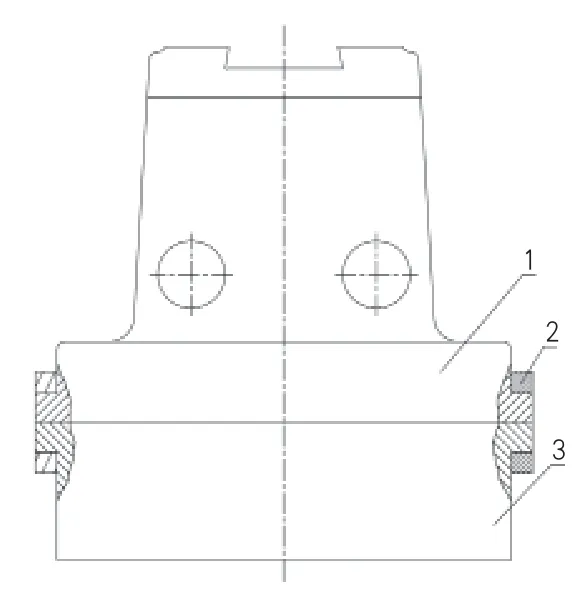
图1 传统分体砧座连接方式示意图

图2 传统分体砧座连接方式
传统连接方式要求砧座上下体在铸造时浇铸出凸台,该部位远离浇铸口且尺寸较小,很容易出现铸造缺陷。在机加工方面则还需要将砧座上下体合在一起对凸台进行合加工,以保证合圆的尺寸,便于烘装圈的安装,对机床要求较高。在安装烘装圈过程中,温度不容易控制,如安装时间过长,安装到一半时温度下降过多,过盈量变大,烘装圈则不能达到凸台底部,还需将未能安装到位的烘装圈用气割割掉,进行二次安装。在凸台部位的根部圆角较小,容易造成尖角应力,铸件有开裂的隐患。砧座下放到砧座坑内时,还需使用大吨位的起吊设备将砧座上下部分一同放入坑内,成本较高。传统分体砧座连接方式有安装麻烦、花费高、隐患大等缺点。
新型分体砧座连接方式
图3为新型分体砧座连接方式的示意图,图4是新型分体砧座连接方式安装好的现场。安装过程是将砧座上体和砧座下体上下放置好,将定位销放入砧座的定位孔中,装上拉板,最后将斜木打紧,结束安装。
新型连接方式对砧座上下体的机加工要求不高,定位销孔可以预先在砧座上加工出来,不需要对砧座上下两体进行合加工,小型号的机床就可以满足加工要求,减少了机加工成本。将砧座上下体连接后,可根据定位销孔的相对位置来加工拉板上的定位孔。拉板零件较小,可以用较精密的加工机床加工,两孔的相对位置可以加工得比较精确,从而砧座的定位也就比较精确。
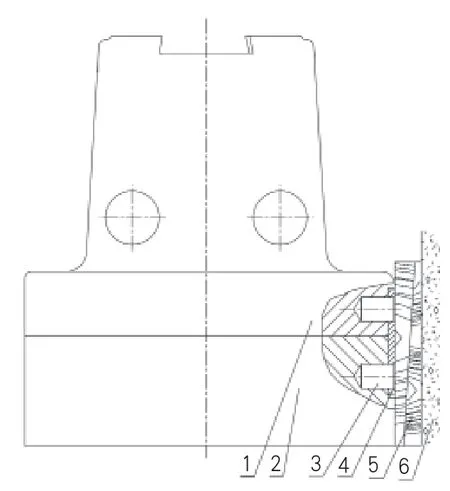
图3 新型分体砧座连接方式示意图

图4 新型分体砧座连接方式
整个拉板嵌入到砧座中,外围用斜木将砧座和砧座坑紧紧塞紧。斜木提供的摩擦力是固定砧座的主要力量,拉板承受的拉力较小且没有内应力。砧座安装时可将砧座上下体分别放入砧座坑内,再根据对应的编号分别安装定位销和拉板。这样可以减小起吊砧座设备的吨位,节约安装成本。如为某用户提供的大吨位锻锤砧座重约150t,这样大吨位的砧座一般分为三体。
如果分体砧座采用传统的连接方式,需要在地面以上将砧座安装好,在砧座安装过程中,起吊设备需要从运输车辆上分三次将分体砧座吊装下来,按对应编号堆叠好,然后人工将烘装圈加热后并装入凸台部位,三体砧座一般有8个部位需要安装烘装圈。安装好后,起吊设备将整体砧座放入坑中,150t整体砧座安装需要的起吊设备最小应在200t以上,一般锻造车间内不配备这样大的吊装设备,需要用汽吊来完成。汽吊需要根据现场情况不断调整安装位置,另外烘装圈的安装也需要较长的时间,这样的安装方式有可能一天时间内完成不了。
如果采用新型的连接方式,可将三体砧座从运输车辆上按先后顺序直接放入砧座坑中,省去了在地面放置安装的时间,在砧座坑中完成分体之间的固定。这样的安装方式,最重需要100t的起吊设备,甚至更小的起吊设备也能胜任。从时间上来说,一共需要起吊三次就可以完成,并省去了在地面上等待的时间,在砧座坑中的后续工作可以第二天来完成,节省了工作时间。从费用上来说,100t起吊设备所需的费用也低于200t起吊设备所需的费用。实际证明,这样的设计合理,花费少,加工方便,提高了连接方式的可靠性,并节省了安装成本。
结束语
锻锤由于其特别恶劣的工作条件,其最大的受力零件——砧座会受到频繁的冲击力和过载力的作用,特别是在终锻时,过载情况更为严重,砧座容易发生早期损坏。本文对新旧大吨位分体砧座的连接方式进行了比较,证明了新型连接方式的实用性和合理性,对分体砧座的设计和拓展起到了参考作用。
