三冷酸轧激光焊机的故障分析与改进
2013-08-02宁喜文张均湖徐海军
□ 王 露 □ 徐 扬 □ 宁喜文 □ 张均湖 □ 徐海军 □ 杨 琳 □ 程 茂
武钢设备维修总厂 武汉 430083
米巴赫激光焊机的作用是在2 min内将两卷钢卷焊接起来,使酸轧线实现连续生产,为酸轧线生产一流品质的汽车板和高档家电面板提供保证。激光焊机是酸轧生产线的重要设备,焊接质量高,速度快,涉及专业广泛,精度要求高。该设备自投产以来,由焊机故障造成的停机占整个酸轧线故障的比例较大。因此,降低焊机平均故障时间,对加快生产产能的释放和产品质量的全面提升,具有十分重要的意义。
1 焊机故障原因分析
通过对2010年7月至12月酸轧焊机故障时间进行跟踪调查,根据统计结果可得:月平均故障时间为162 min,电气故障率为25%,激光故障率为26%,机械故障率为37%,动力、液压、自动化等故障率均小于5%(见表1),所以前三项是直接造成焊机故障率高的重要因素。经统计分析,有5个原因是造成激光焊机故障的主要原因。
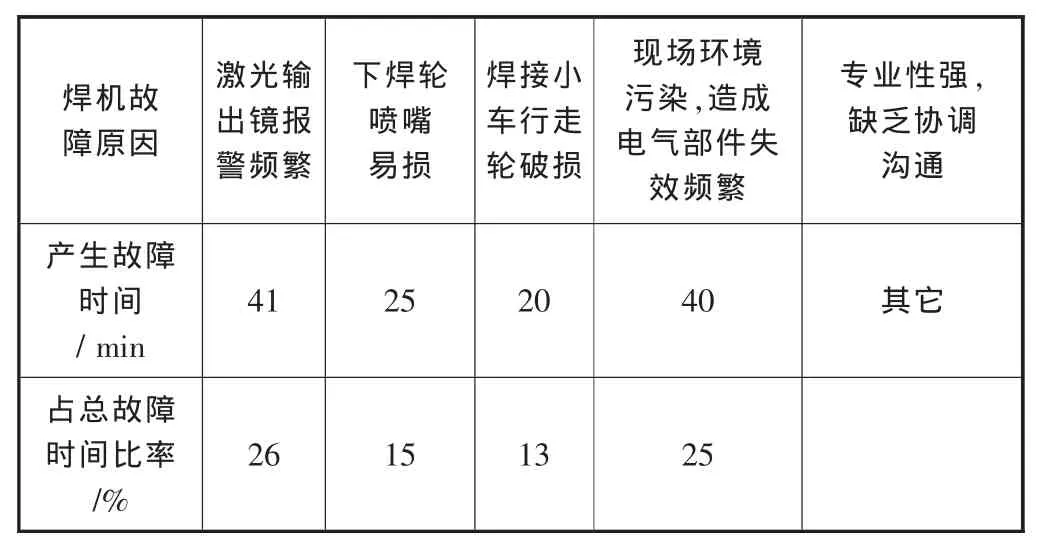
表1 焊机故障原因统计分析
1)激光输出镜报警频繁。激光焊机激光器的吹扫,原设计是用压缩空气对输出窗进行冷却和清洁,由于现有压缩空气的纯净度满足不了激光焊机激光器高精密度的要求,导致激光器输出镜的光导系统经常被污染,严重影响了焊机激光输出功率的稳定及焊接质量,降低了输出镜的使用寿命。
2)下焊轮喷嘴易损。焊机上下焊轮保护气体喷嘴给焊缝提供氦气吹扫,防止空气接触焊缝而造成氧化,其作用对焊缝质量至关重要。由于激光焊火花结渣堆积,致使下焊轮喷嘴堵塞,下焊轮运转时焊渣挤压喷嘴造成喷嘴撞断,从而引起故障停机。
3)焊接小车行走轮破损。2010年9月至2011年1月点检发现焊接小车配电柜行走轮连续破裂,使用周期不到半年,4个行走轮均已损坏,严重影响了焊接小车的正常运行。由于更换行走轮操作空间有限,且步骤繁琐,造成了较长时间的故障停机。
4)现场环境污染。(1)焊接小车行走精度偏差:由于酸轧焊机区域粉尘污染较大,焊接小车行走轨道被粉尘铁屑污染附着,造成焊接小车行走精度偏差,从而影响焊缝质量。同时焊接小车行走轮磨损加快,使用周期缩短,最终导致故障停机。(2)冷却系统报警频繁:焊机冷却水循环设备能循环带走激光发射器、预加热器和退火装置工作时产生的热量。由于冷却器隔尘网被粉尘污染,致使冷却系统报警,激光器不能正常工作。(3)电气部件失效频繁:焊机是自动化程度极高的设备,每一个传感器和电路触点都不容有闪失。由于现场环境污染,经常造成操作信号不到位和误信号停机。
5)专业性较强,缺乏协调沟通。由于激光焊机同时涉及到机械液压、电气、动力制冷、激光、自动化控制及操作六大专业,故障原因很难查找,需要设备维护人员掌握较全面的专业知识。若信息沟通不畅、交流不够,容易导致故障分析处理滞后,耽误生产,影响各方面工作的推进。
2 针对原因制定对策
1)减少光路污染。在输出镜外表面改用氮气吹扫,用专用高纯度(99.999%)氮气替代压缩空气,使密封的光路导管内形成正压,避免不纯净的空气进入光路导管污染输出镜表面,同时可以带走输出镜表面热量,避免输出镜热变形而影响光路质量。加装高纯度的氮气吹扫,净化了吹扫气体,确保了管道洁净,增强了激光焊透性能,延长了输出镜使用寿命。现清洁度的测量检测为575颗粒度/L,焊缝的质量得到了有力的保证。
2)根据下焊轮两焊轮之间开口度的要求,重新改进了氦气喷嘴的外形尺寸。①将氦气喷嘴由直径10 mm的圆弧面改为宽度为8 mm的平面;②将氦气喷嘴嘴头孔径由3.5 mm改为2.5 mm;③将氦气喷嘴嘴头角度由30°改为20°。
焊机下焊轮喷嘴经改进后,喷嘴堵塞和喷嘴撞断的故障已基本得到解决,喷嘴使用状况良好,有效地保证了焊缝质量。
3)经分析查证,原装配电柜行走轮材质是灰口铸铁,硬度高,脆性大,长时间负重运转极易破损。现改用国产A3钢替代,具有脆性小、韧性大、耐磨性强的特点。焊接小车配电柜行走轮经改进材质后,使用状况完好,保证了焊接小车的正常运行,同时节省了大量人力物力,减少了故障时间。
4)原设计在焊接小车两侧行走轮上共安装有6副行走轮保护罩,现在前后两侧行走轮保护罩上各加装了1副含油毛毡轨道刮灰器(共4副)。并按10日为周期给毛毡加液压油,以30日为周期拆卸清洗。通过焊机轨道刮灰器的安装,延长了焊接小车行走轮的使用周期,保证了焊接小车行走精度,确保了焊缝质量要求。做好4路清洁维护工作。①维护水箱,清洁水路。2周更换1次防尘网,3个月换1次水加1次添加剂。②润滑滑道,清洁道路。2周给各部位滑道加油1次,用压缩空气日吹扫设备1次。③擦拭传感器,清洁通路。1周给各部位限位、编码器、反光板擦拭1次,用压缩空气日吹扫设备1次。④清洁触点,通畅电路。每2个月清洁吹扫1次配电柜内各电路触点。经过4路清洁维护工作的实施,焊机的冷却水质、机械润滑、电器传感器及触点的畅通都得到了有效的保证,确保了焊机运行步序的正常。
5)建立新的焊机专业化管理模式,由专业人员主管焊机技术维护和管理工作。人员由机械液压、电气、动力制冷、自动化控制四个专业组成,同时和生产操作人员开展交流学习,并定期举行培训交流与技术攻关。利用作业区网络化管理体系对焊机进行有效管理,并建立专检信息、故障统计、故障分析等台帐。在专业化管理模式下,做到了既有在线机组的纵向管理,又有专业化的横向管理,加强了各专业的协调,适应了焊机精细化维护的特点(见表2)。
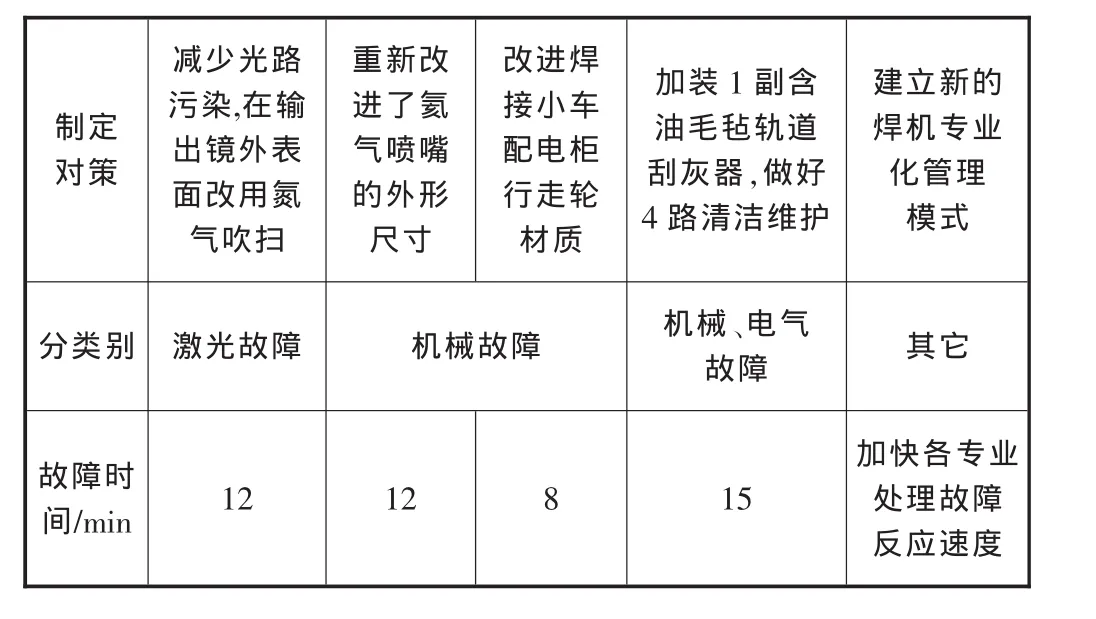
表2 制定对策与新维护方式后的故障时间
3 结束语
通过实施5大措施后,对激光焊机2011年1至8月故障时间进行了分类统计,激光焊机月平均故障时间为47 min,远低于2010年月平均故障时间162 min。电气故障时间由过去的40 min下降至15min,激光故障时间由过去的41 min下降至12 min,机械故障时间由过去的60 min下降至20 min。进一步提高了冷轧产品批量性生产的质量,满足了用户需求,赢得了信誉,并为我厂接管所有的激光焊机提供了借鉴的经验,产生了较大的经济效益和社会效益。
[1] 西门子公司.激光焊机维护手册[Z].
