内环槽复合测量尺的设计与使用
2013-07-14何震江马文峰
何震江,马文峰,卫 弢
(陕西宝成航空仪表有限责任公司,陕西 宝鸡 721006)
0 引 言
在机械加工领域,往往因结构要求,需在内孔壁上加工环形槽。该环形槽直径、宽度均无法采用通用量具直接测量,难以达到产品质量控制要求。特别是内环槽处于孔内较深部位时,无法解决测量问题。
当前,各行各业都在设法提高企业产品内在质量,竞相开展质量认证。在质量管控体系中,明确要求提供零组件加工过程的质量受控依据,这使得内环槽结构尺寸直接精确测量就很有必要。
目前,内环槽的直径和宽度分别依靠机床刻度、刀具的宽度保证。这两个尺寸均不能直接测量,加工精度不能保证。市场上还没有能够直接同时测量内环槽直径及宽度的一体式通用量具或专用量具。本文设计的内环槽复合测量尺填补了这项空白。
1 内环槽结构尺寸测量方案
1.1 直径测量方案
为解决质量管控要求与现状之间的矛盾,设想通过一组可径向伸缩的测量头来实现内环槽直径测量。首先,测量头缩回到一定位置,以便能够伸入到内环槽部位,再使测量头伸出,直至测量头顶部与内环槽柱面接触,达到测量直径的目的。两个对称的接触点连线应通过中心,以保证对其直径进行精确测量,如图1所示。
1.2 宽度测量方案
设想通过两组可径向伸缩、可轴向相对移动的测量头实现内环槽宽度测量。如前所述,两组测量头可伸缩是为保证测量头能够进入待测量部位。轴向相对移动,使两组测量头侧面与环槽两侧面接触,达到对内环槽宽度测量的目的。如图2所示,A、B为测量头。

图1 内环槽直径测量方案图
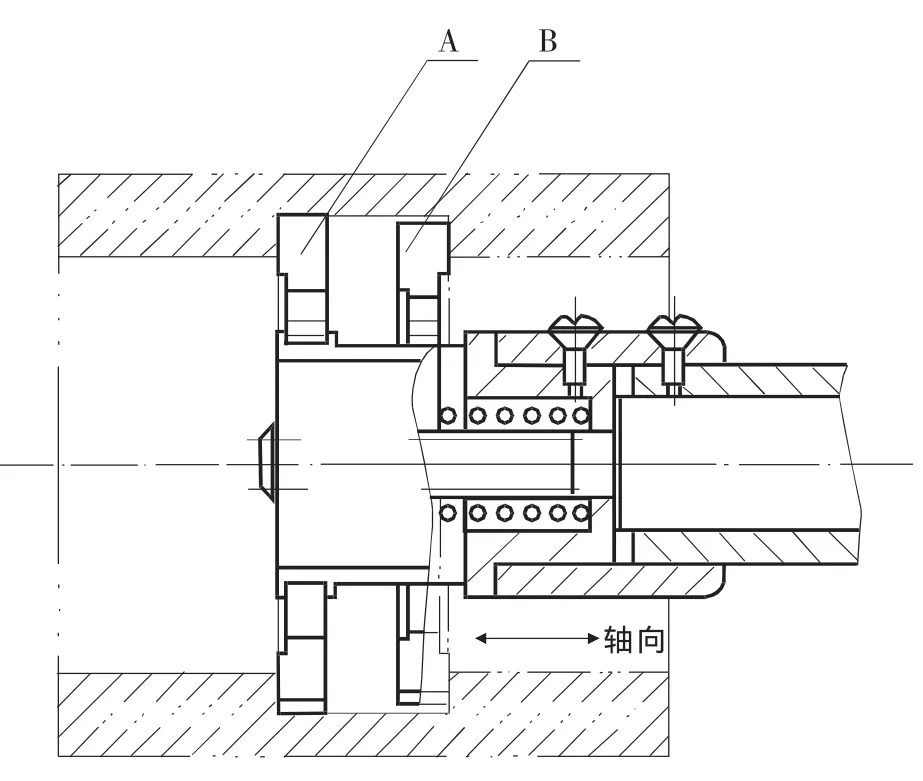
图2 内环槽宽度测量方案图
2 内环槽复合测量尺的结构及原理
基于上述设想,设计了可直接测量内环槽结构尺寸的齿轮齿条复合测量尺。该复合测量尺,其结构见图3~图5。
复合测量尺可根据内环槽所处的内孔直径大小分成若干组,根据需要设计成不同规格和精度的系列产品。在这里只介绍其通用的结构和测量原理。
2.1 结构
如图3所示,该测量尺由测量部件(件34~件40)、传动操作部件(件 31、件 12~件 15、件 20~件 22、件 24~件28等)、主尺部件(件2、件32等)、直径尺寸零位校准部件(件3~件10)及刻度盘部件(件16~件19等)共计5大部件40项零件组成。
测量头(件35、件36)是测量部件的核心,其上设计的齿条结构与主传动轴(件31)上设计的轴齿轮啮合,能将主传动轴圆周方向的转动角度转换为测量头直线位移。测量头(件36)轴向固定于导向套(件34),测量头(件35)轴向固定于主传动轴。传动操作部件的核心是齿轮、齿轮轴、手柄等。齿轮与齿轮轴组成3级齿轮传动机构。齿轮轴(件20)与手柄(件 21)通过固定销(件 22)固定,齿轮(件 26)与主传动轴(件31)通过螺钉(件28)固定。手柄与主传动轴可以按一定传动比保持联动。这样,手柄的转动角度与测量头的位移形成固定的对应关系。齿轮架与主传动轴通过止动螺钉(件30)保证它们轴向固定联动。

图3 齿轮齿条结构复合测量尺装配总图

图4 齿轮机构啮合简图及齿轮齿条(测量头)啮合图
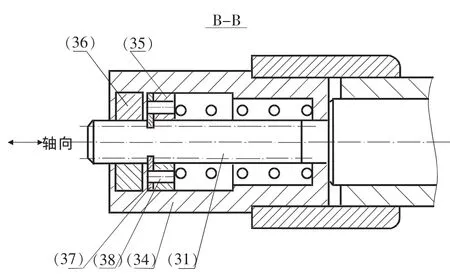
图5 B-B局部剖视图
主尺部件的核心是主尺(件2),它空套在主转动轴上,可相对转动,可相对移动。其一端通过固定套(件32)与测量部件连接,另一端通过齿轮架与传动操作部件连接。直径尺寸零位校准部件通过螺钉(件29)固定于主尺上。刻度盘部件固定于手柄上,可随手柄一起转动。传动操作部件的齿轮架一端空套于主尺上。固定于主尺上的防转销(件11)通过齿轮架上设计的条形孔保证主尺与齿轮架周向固定,轴向可以相对移动。
2.2 工作原理
该测量尺的基本原理是:通过齿轮(齿轮轴)传动,经主传动轴(件31)与测量头上设计的齿条结构啮合,将手柄(件21)圆周方向旋转刻度与测量头径向伸缩尺寸相联系。读取圆周方向的刻度,得到测量头径向伸缩后的尺寸,便可获得内环槽直径的精确尺寸。
一组测量头(件36)随导向套(件34)与主尺(件2)轴向固定,另一组测量头(件35)与主传动轴(件31)轴向固定(见图5)。通过齿轮架拉动具有游标功能的主传动轴(其上刻有游标刻度,作为轴向尺寸游标尺),使之相对于主尺移动,两组测量头就同步轴向相对移动。主传动轴相对于主尺移动的尺寸与两组测量头相对移动的尺寸相等。通过主尺上的主刻度和主传动轴上的游标刻度,读取主传动轴相对于主尺移动的尺寸值,即可测得两组测量头相对移动的尺寸,获得内环槽宽度的精确尺寸,达到测量内环槽宽度的目的。
3 内环槽复合测量尺使用方法简介
如图1和图2所示,该复合测量尺采用可径向伸缩、轴向可相对移动的两组测量头实现内环槽结构尺寸的测量。先将测量头调到其径向尺寸小于零件内孔直径D0,将测量头轴向伸入孔内的内环槽位置,旋转手柄测量内环槽直径尺寸。拉动具有游标功能的主传动轴(件31)使两组测量头轴向移动,测量内环槽的宽度尺寸。下面做具体介绍。
测量内环槽直径前,采用千分尺校准测量头测量点之间的尺寸为某一整数值。转动转盘(件5),使指针(件3)对准主传动轴上圆周方向0刻度线。转动刻度盘(件16)使其0刻度线对准齿轮架(件27)上的0刻度指示线。测量时,逆时针转动手柄(件21)使测量头缩回,进而将其伸入至内环槽部位。如图1所示,再顺时针方向转动手柄,直至测量头接触槽顶,轻轻晃动并调至测量头伸出最长。读取指针(件3)所指的主刻度整数部分值,十分位和百分位数值则在刻度盘(件16)的刻度上读取,达到精确测量内环槽直径的目的。
测量内环槽宽度时,拉动齿轮架(件27),并带动主传动轴(件31)相对于导向套(件34)移动。如图2、图5所示,一组测量头(件36)与导向套(件34)轴向位置相对静止,而在主传动轴(件31)上可轴向滑动。另一组测量头(件35)与主传动轴(件31)相对静止,可随主传动轴轴向移动,两组测量头轴向相对移动,测量头侧面与内环槽两侧面接触。读取主尺(件2)上的主刻度和及主传动轴(件31)上的游标刻度,即精确测得内环槽宽度尺寸值。
4 主参数设计及精度分析
4.1 主参数设计
为了使该测量尺尽可能灵巧,传动齿轮模数应尽可能小一些。根据初算,传动齿轮模数选0.2。齿轮传动箱设计6个齿轮(齿轮轴),其齿数分别为Z1=20,Z2=60,Z3=36,Z4=60,Z5=18,Z6=72。与测量头齿条啮合的齿轮齿数Z=16。刻度盘圆周均匀刻制刻线50格。
4.2 精度分析
齿轮箱总传动比

主传动轴上齿轮模数若取m=0.2,则有
ΔL=πmZ=π×0.2×16=10.05mm
ΔD=2ΔL=20.1mm
改变相关参数,使
ΔD=20mm
这样

式中:ΔL——主传动轴转动一周,与其啮合的齿条即测量头35、36的伸缩量;
ΔD——主传动轴转动一周,测量头(件号35、36)所测直径变动量;
ΔD′——刻度盘转动1格时测量头(件号35、36)所测直径变动量。
可见,直径测量准确度达到0.02mm。
宽度测量精度,其原理与游标卡尺类似,这里不予赘述。
5 结束语
经对内环槽复合测量尺样品测量验证,达到了设计要求。该产品应用于机械加工领域,有效解决内环槽宽度测量问题,并使内环槽直径、宽度尺寸用一把量具完成测量工作,满足结构件零组件产品质量控制需求,为结构件零组件产品质量管控提供依据,对于量具产品的创新设计具有参考价值。可以设想,通过将测量头做成红外测头,加装传感器进行系列改进,可以提高测量精度,为需要设计高精度内环槽的产品加工提供量具保障。
[1]黄锡恺,郑文纬.机械原理[M].北京:高等教育出版社,1981:27-136.
[2]濮良贵.机械零件[M].北京:高等教育出版社,1982:358-380.
