等基圆锥齿轮加工仿真
2013-07-10李天兴
张 波,李天兴,陈 均
(1.河南科技大学机电工程学院,河南洛阳471003;2.中国酒泉卫星发射中心,甘肃兰州732750)
0 引言
等基圆曲线齿锥齿轮是以数控仿形加工技术为基础的一种新型锥齿轮,在加工等基圆锥齿轮时,随着刀具沿圆锥母线的移动,锥齿轮旋转角度按照特定规律变化,这保证了所加工的等基圆锥齿轮在不同的锥距处基圆半径相等,即齿廓形状不变,这一过程可以在卧式铣齿机上实现[1-3]。但由于卧式铣齿机结构的限制,很难加工直径2 000 mm 以上的等基圆锥齿轮。超大规格的等基圆锥齿轮的加工理论上在立式成形铣齿机上可以编程实现。在立式铣齿机上加工等基圆锥齿轮时由于加工坐标的复杂性,人工编制加工程序容易出错,本文利用给出的公式生成相应的轮齿加工代码,并利用VERICUT 直观地验证加工程序的正确性[4-6]。
1 等基圆锥齿轮加工刀具轨迹


图1 冠轮内理论齿线与刀具轨迹
加工左旋凹面刀具轨迹b 的极坐标方程:
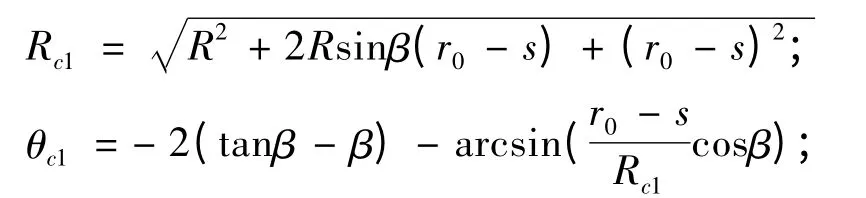
加工左旋凸面时刀具轨迹c 的极坐标方程:

式中,R 为锥距;Rc1、Rc2分别为切削凹面和凸面时的刀具中心极径;θc1、θc2分别为切削凹面和凸面时的刀具中心极角;r0为理论齿线与其等距线的距离,由刀具尺寸决定;s 为齿线修形量,在理论齿线的法向度量,在小端和大端时最大,在齿宽中点为0。
经过坐标变换把刀具轨迹变换到三维坐标系中,将刀具路径图在三维空间中用Mathematica 进行绘制。在三维空间中可以直观地观察出加工凹面和凸面的两条刀具轨迹。在如图2 所绘制的锥齿轮分锥面上,曲线b 为加工齿轮凹面时的刀具轨迹线,曲线c 为加工齿轮凸面时的刀具轨迹线。由于等基圆锥齿轮加工复杂,通过在三维空间中绘制刀具轨迹的方法能及时发现错误,在理论公式和加工仿真之间建立联系。
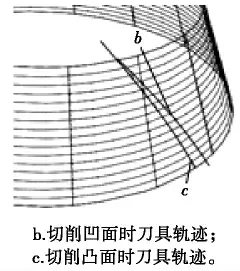
图2 分锥面上刀具轨迹
2 等基圆锥齿轮加工代码的生成
图3 为卧式铣齿机加工等基圆锥齿轮,根据文献[7]可知:等基圆锥齿轮不同锥距处齿线的螺旋角按特殊规律变化。如图3 所示,用指形铣刀数控仿形加工等基圆锥齿轮,是根据锥齿轮与平面冠轮啮合原理实现的。在卧式铣齿机上加工等基圆锥齿轮时,将工件箱与指形刀动力头的运行方向扳成一定的角度,使轮坯母线与指形刀运行方向平行。在一定的切深下,动力头从轮坯的小端移动到大端,同时轮坯的旋转角度与刀具移动的位置存在一定的函数关系,刀具移动的距离L 和轮坯转动角度θz的公式如下:
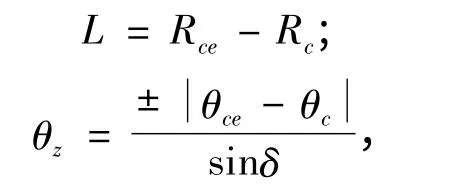
式中,“±”号中的“+”用于右旋齿线,“-”用于左旋齿线;Rce为刀具中心在大端时的极径;Rc为刀具中心极径,从小端变化到大端;θce、θc分别为刀具中心极径为Rce、Rc时对应的刀具中心极角;δ 为根锥角。
卧式铣床由于受到其尺寸的影响,较难加工直径较大的等基圆锥齿轮,并且由于工件轴为卧式,长时间使用蜗轮易发生磨损,影响加工精度。现采用数控立式铣齿机来加工尺寸较大的弧齿锥齿轮,数控立式铣齿机如图4 所示。在加工过程中,机床的x、y 坐标利用数控插补模拟卧式机床上刀具沿分锥母线的移动,回转工作台的转动角度与x、y 轴的插补运动成一定的函数关系。考虑到实际机床的坐标系,算出加工过程中机床运动的位置坐标。以凹面为例,在机床三维坐标系下x、y 及旋转角度c 依次为:
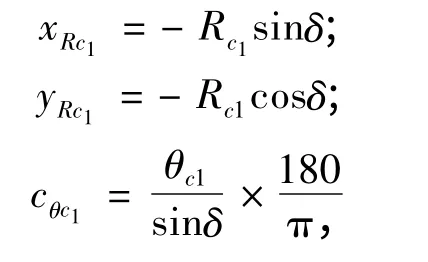
式中,δ 为齿轮的根锥角。
以上3 个式子中,锥距R 为自变量,利用Mathematica 里的Table 函数[8-9],R 从起刀点锥距RJ到锥距Re+5 依次取值,可以得到x、y 以及回转工作台旋转角度c 在不同锥距处的数据点。将得到的数据点进行简单的处理就可以生成加工代码。

图3 卧式铣齿机加工等基圆锥齿轮
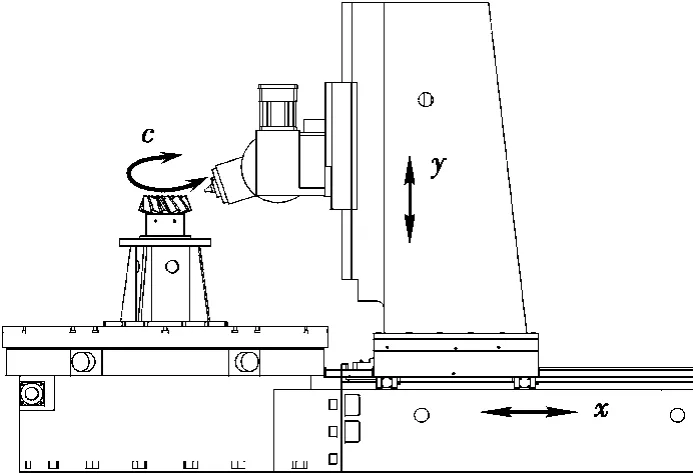
图4 立式铣齿机加工等基圆锥齿轮
现加工一对等基圆锥齿轮,参数如下:Z1/Z2=12/36,大端模数mte=30,齿宽B=120 mm,中点螺旋角βm为28°。以此等基圆锥齿轮为例生成的部分数控加工代码如图5 所示。
3 VERICUT 加工模拟
在数控铣齿机上加工等基圆锥齿轮时,x、y 和旋转轴c 三轴插补完成加工,数据点多,容易出错。图5 中加工程序编制完成后,需要在VERICUT 中进行加工模拟验证[10-11]。过程为:
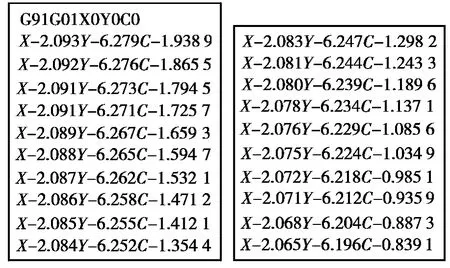
图5 齿轮凹面加工部分数控代码
(1)根据机床结构在VERICUT 软件里构建机床模型,注意各个坐标方向需要与机床实际方向一致。(2)根据文献[7],在Mathematica 里计算加工等基圆锥齿轮的指状铣刀的轴截型。取出刀具截型数据点,生成.dxf 文件。在VERICUT 里依次进行如下操作:刀具管理器—添加—刀具—新—铣削,然后选择旋转面轮廓。导入刀具截型的.dxf 文件,生成自定义指形铣刀,如图6 所示。(3)导入之前生成的数控代码程序,加工零点的设定要与生成G 代码的数控程序相一致,进行切齿仿真。最终得到等基圆锥齿轮,图7 为在VERICUT 里模拟切削的齿数为12 的小轮图。

图6 VERICUT 自定义截型指形铣刀
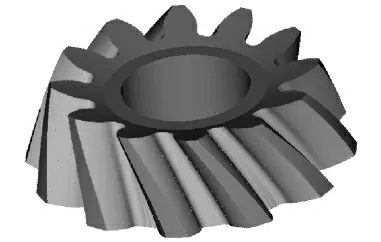
图7 利用VERICUT 模拟切削的等基圆锥齿轮
4 结束语
使用立式数控铣齿机代替卧式铣齿机实现等基圆锥齿轮的加工,能极大地扩大等基圆锥齿轮的加工范围;利用立式回转工作台分度,加工稳定性增强,精度提高;利用Mathematica 的绘图和计算功能,计算加工数据点,生成数控代码,节省了编制数控加工程序的时间;利用VERICUT 构建机床模型,导入数控加工程序进行仿真加工,对于诸如编程不精确、刀具快移时与工件接触、走刀路径错误、与工装夹具发生碰撞、刀具和刀柄碰撞等错误可通过加工验证来检测。
[1] 蔡春源,程乃士.等基圆曲线齿锥齿轮原理[J].机械工程学报,1992,28(3):61-64.
[2] Gong Y P,Ding S C,Cai C Y.Analysis of Tooth form Error of Equal Base Circle Bevel Gear[J].Journal of Mechanical Engineering of China:English Edition,1996,18(1):52-54.
[3] 巩云鹏.等基圆曲线齿锥齿轮传动原理、强度分析与跑合仿真研究[D].沈阳:东北大学,1996.
[4] 朱正祥.基于VERICUT 数控铣齿机加工仿真的研究与应用[J].机床与液压,2008,36(9):118-124.
[5] 张静,杨宏斌,邓效忠,等.我国锥齿轮技术的现状和发展动向[J].河南科技大学学报:自然科学版,2003,24(1):40-43.
[6] 谢建军,魏冰阳,邓效忠.PCI2000 卡和混合编程在锥齿轮噪声测量中的应用[J].河南科技大学学报:自然科学版,2007,28(2):17-20.
[7] 张伟华,巩云鹏,王丹,等.基圆锥齿轮的齿面几何与修形分析[J].东北大学学报:自然科学版,2000,21(4):390-393.
[8] 王高峡.用Mathematica 软件绘制空间图形的方法和技巧[J].重庆工学院学报:自然科学版,2007(7):17-20.
[9] 任国霞,李宏利,魏蕾.利用Mathematica 绘制函数及数据图形[J].现代电子技术,2007(18):135-136.
[10] 金成杰,李国龙,刘飞.VERICUT 环境下的齿轮滚刀铲磨加工过程仿真[J].现代制造工程,2008(8):62-64.
[11] 魏林.基于VERICUT 的数控加工仿真系统的研究[D].沈阳:沈阳理工大学,2008.
