基于三维激光传感器的圆柱度测量新方法
2013-07-07张明阳汤碧红李郝林
张明阳, 汤碧红, 李郝林
(1.上海理工大学机械工程学院,上海 200093;2.上海好耐电子科技有限公司,上海 201615)
基于三维激光传感器的圆柱度测量新方法
张明阳1, 汤碧红2, 李郝林1
(1.上海理工大学机械工程学院,上海 200093;2.上海好耐电子科技有限公司,上海 201615)
介绍了由三维激光位移传感器、激光线光源、编码器式拉伸位移传感器以及步进电机搭建的三维激光扫描测量系统.该系统可以一次测得圆柱体的三维图形、某一位置的圆跳动以及圆柱度、轴线直线度等参数.阐述了该三维激光测量系统的结构组成和工作原理,给出了圆柱度误差的具体测量评定过程,并基于LabVIEW开发平台设计出了轴类零件表面形状误差测量软件.
圆柱度;三维激光测量;LabVIEW
圆柱度误差是评定轴类零件表面形状误差的重要指标,决定回转部件的回转精度,影响零件的振动、噪声及使用寿命[1],同时还能反映圆柱体横截面的圆度和轴截面的母线直线度、轴线的直线度等误差[2].航空航天、机械行业对精密轴承、轴类零件的表面形状误差提出了很高的要求.因此,对其进行精确测量具有十分重要的意义.在生产实践中加工出的圆柱零件并不是绝对的圆柱体,而是带有一定的形状误差,其由零件的半径偏差、各个截面的圆度误差及轴线的直线度误差三部分构成[3].常用的圆柱度测量方法有两点法、三点法、坐标测量法、螺旋线法等,系统误差对其测量精度影响较大,主要包括主轴的回转精度、主轴的回转轴线与被测物体的回转轴线不重合引起的回转偏心误差以及导轨的直线度误差等.本系统通过三维激光位移传感器采集截面外轮廓坐标点,引入参照物建立相对坐标系,消除导轨直线度误差.通过对采集坐标点进行修正来减小回转偏心误差,提高了圆柱度误差精度.基于LabVIEW软件开发平台设计了圆柱度测量软件,LabVIEW是美国NI(National Instrument)公司研制的虚拟仪器图形编程开发工具,具有直观界面、便于开发及易于调试等优点[4].该系统自动化程度高,能满足测量精度要求,人机界面友好.
1 实验装置与测量方法
1.1 测量系统结构
图1为测量系统结构示意图,直线导轨、三角形量块与V型台平行地安装在同一个平台下,三维激光位移传感器与激光线光源一同安装在固定装置中,固定装置与编码式拉伸位移传感器安装在直线导轨上,固定装置可沿导轨滑行.安装时保证激光线光源垂直照射在被测圆柱体上,并且保证线激光照射范围能够同时覆盖被测圆柱体与三角形量块.

图1 测量系统结构示意图Fig.1 Scheme of measurement system
系统硬件包括:计算机,它是数据处理、存储与显示中心;三维激光位移传感器,采用的是德国Sick公司生产的Ranger 3D Camera,采样率最高为每秒1 000个轮廓线,每个轮廓线采样点数为1 536,24 V外接电源供电,数据采集卡集成于三维激光位移传感器内部,通过tcp/ip协议与计算机通讯;激光线光源;编码式拉伸位移传感器,测量激光线光源照射截面的x轴坐标位置;称重传感器,测量被测圆柱体的重量;行程开关,控制三维激光位移传感器的起始及终止位置;通用数据采集卡,采集称重传感器与行程开关数据;步进电机,带动被测圆柱体旋转、带动三维激光位移传感器与激光线光源的固定装置沿导轨滑行;ADLINK PCI-8134运动控制卡,实现步进电机的正反转以及电机运动过程中的加速、减速、匀速;步进电机驱动器.
1.2 测量原理
以工作台回零处为x轴的原点,以激光线光源沿导轨移动扫描方向为x轴的正向,三维激光位移传感器选用脉冲触发方式采集数据,编码式拉伸位移传感器对其进行脉冲触发.所以根据实际要求,通过修改激光传感器每采集一次数据所需脉冲数,就可以控制传感器的采集次数,从而也就推断出数据采集处距x轴原点的距离,得到了x轴的相对坐标.
当线激光照射在被测物体表面,同时也会照射在三角形量块的顶部,如图2所示.

图2 测量系统的截面图Fig.2 Section drawing of measurement system
将三角形量块的顶部作为每次扫描测量所得到的圆截面外轮廓线图形y轴的原点坐标,由于传感器拿到的是y轴的绝对坐标,所以经过转换后就可以得到相对于y轴原点的相对坐标,这样可以避免测量过程导轨振动误差和导轨直线度误差.传感器得到的z轴坐标值直接作为本系统的z轴相对坐标.每次扫描过后,被测物体旋转120°,这样经过3次扫描后,就可以得到每个截面完整的外轮廓线上采样点的三维坐标值.为了提高精度,对3次采集的坐标值进行修正,以第一次采集拟合的圆心为基准,让其它两次采集拟合的圆心经过平移与第一次拟合圆心重合,从而消除被测物体在V型台回转偏心处引起的误差,但会产生由于物体表面自身的差异引起3次拟合圆圆心不重合的误差.经过实验证明,这个误差远小于被测物体在V型台回转偏心处的误差,因为多点拟合确定的圆心一定要比随机两点确定的圆心精确.
1.3 圆柱度误差数学模型
评定圆柱度误差有最小区域法(MZC)、最小外接圆柱法(MCC)、最大内接圆柱法(MIC)和最小二乘法(LSM)4种方法[5].因最小二乘法比较固定,用软件容易实现,故采用最小二乘法评定圆柱度误差.
1.3.1 测量截面圆圆心的最小二乘拟合
用(yij,zij)标记第i个截面上的第j个数据,i=1,2,3,…,m;j=1,2,3,…,n.相对坐标原点O(xi,0,0)为三角形量块顶部,截面圆轮廓如图3所示.

图3 截面圆轮廓Fig.3 Circular outline of sections
设i-截面上的拟合圆Γi的方程为

或写为

其中
在最小二乘法的意义下确定系数Ai,Bi,Ci,即以到拟合圆圆心的距离平方为判据确定,使得

为最小.极值条件

给出

这是一组关于未知量Ai,Bi,Ci的(非奇异)线性方程组,可以很容易求解.求解得到Ai,Bi,Ci后再求得i-截面上的拟合圆Γi的圆心坐标(yoi,zoi)和半径ri,即

1.3.2 圆柱度误差定义
按圆柱度定义:圆柱度指柱面上的点相对于基准圆柱的误差,所以应先构造基准圆柱体.基准圆柱体的轴心坐标可定义为各i-截面拟合圆圆心的平均值,其半径定义为各i-截面拟合圆半径的平均值
如此圆柱度误差可定义为相对基准圆柱体轴心最远点距离和最近点距离之差

1.4 软件的总体设计
该系统是基于美国NI公司的LabVIEW软件开发平台设计而成,实现了数据采集、数据分析与处理、数据显示与存储和工作台的驱动等功能,程序流程如图4所示(见下页).
该测量系统主要用到数据分析与处理模块,它是实现圆柱度算法的过程,是整个软件的关键部分.步进电机驱动控制模块有8134-Initial VI、8134-Start-sa-move VI、8134-Set-home-config和8134-Set-home-move VI 4个子VI,这些模块需导入LabVIEW软件用户库中使用[6].利用这4个基本的运动控制模块可对步进电机的正反转以及电机运动过程中的加速、减速、匀速进行控制.
2 实验研究
对于一圆柱套筒的外表面进行测量,等间隔采样,截面间距为20 mm,共采样5个截面(m=1,2,…,5).三维激光位移传感器每个截面采样点数为1 536,每次打在被测圆柱套筒上的点数约为353,取335个点用于计算.被测圆柱套筒旋转3次(θ=0°,120°,240°),3次测量数据分别做最小二乘圆拟合,最后得到修正结果.(yom,zom)来标记第m个截面圆圆心坐标,rm来标记第m个截面圆半径.截面最小二乘半径值、截面最小二乘圆心坐标如表1、表2所示.
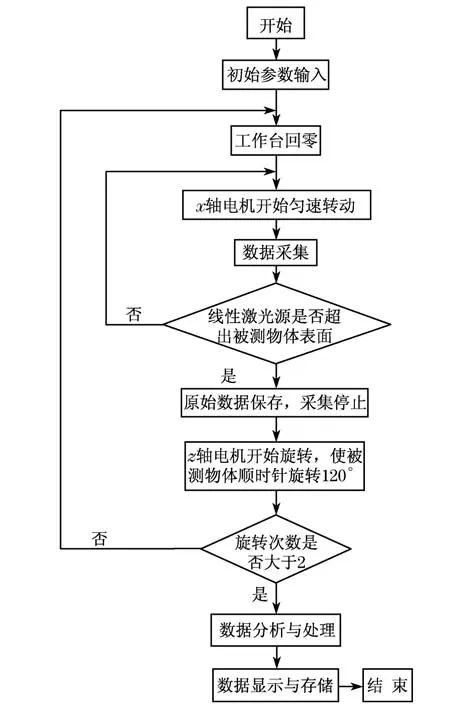
图4 软件流程图Fig.4 Program flow diagram

表1 截面最小二乘半径值Tab.1 Results of least square radius of cross sections mm
用游标卡尺对5个截面多次测量得其平均半径值分别为37.885,37.883,37.886,37.884,37.900,与修正后的试验结果具有很好的一致性,证明了该测量方法的可靠性.
图5是重构出的被测圆柱套筒的三维图形,能够直观地反映被测圆柱体形状,便于观察表面形状误差.

表2 截面最小二乘圆心坐标Tab.2 Coordinates of least square centers of cross sections
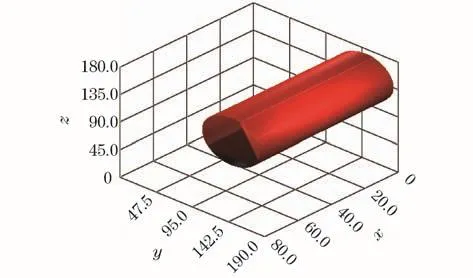
图5 重构出的圆柱套筒Fig.5 Reconstructed 3D cylindrical sleeve
3 结束语
该方法具有测量系统结构简单、实现了非接触测量、并减小传统方法中圆柱回转偏心以及导轨直线度的误差、直观显示了重构的三维测量图形、自动化程度及测量效率高的优点.该测量方法还可以用于超长轴类零件表面形状误差的测量、刀具偏心振动测量等相关领域,能够满足测量精度要求,具有很好的应用前景.
[1] 马德锋,朱孔敏,邱明.基于LabVIEW的圆柱度误差测量软件设计[J].轴承,2007(11):43-47.
[2] 郑鹏,张琳娜,陈明仪.现行圆柱度测量方法分析及采样方案新策略[J].机械强度,2011,33(1):152-158.
[3] 张小梅,李春梅.高精度圆柱度测量方法[J].计测技术,2007,27:51-54.
[4] 蔡俊,王宏光.转子临界转速实验与计算的对比分析[J].上海理工大学学报,2007,29(5):471-475.
[5] 赵茜,王东霞,刘兰英.圆柱度误差及其评定方法综述[J].计量与测试技术,2006,33(12):1-2.
[6] 荆学东,何凯,杨亮.圆度和圆柱度测量虚拟仪器的开发[J].自动化仪表,2011,32(10):52-54.
New Method of Measurement of Cylindricity Based on 3D Laser Sensors
ZHANGMing-yang1, TANGBi-hong2, LIHao-lin1
(1.College of Mechanical Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China;2.Shanghai Horizon Electronic Technology Company,Shanghai 201615,China)
The system of 3D laser scanning mainly consisting of 3D laser displacement sensor,laser line source,coded tensile displacement sensor and stepper motor was introduced.The system was applied in the measurement of 3D graphics,round beating of a location,cylindricity and axis straightness.The structure and principle of 3D laser scanning systems were introduced and the measurement process was established for the estimation of cylindricity error.A measurement software was designed based on the software developing platform LabVIEW.
cylindricity;3D laser measurement;LabVIEW
TP 212.9;TG 801
A
1007-6735(2013)03-0285-04
2012-08-07
张明阳(1988-),男,硕士研究生.研究方向:虚拟测试技术与智能控制.E-mail:zhangmingyangjian@yahoo.cn
李郝林(1961-),男,教授.研究方向:数控技术、精密检测与智能控制.E-mail:Haolin@public.sta.net.cn
