固态高频焊接薄壁H型钢试验
2013-06-28保定红星高频设备有限公司河北071000轩宗震付立功刘金辉张雪唯
保定红星高频设备有限公司 (河北 071000) 轩宗震 付立功 刘金辉 张雪唯
霸
州市成人中等专业学校 (河北 065700) 秦文政
1. 概述
H型钢由上翼板、腹板及下翼板组成,如图1所示。上翼板与腹板用一台固态高频电源加热焊接,下翼板与腹板用另一台固态高频电源加热焊接,两台同时工作,连续焊接。

图1 焊接示意
薄壁H型钢尺寸如图2所示,试验用接触焊,接触焊头如图3所示。

图2 H型钢
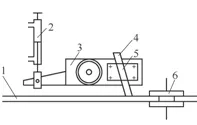
图3 H型钢导电滑块示意图
触头为纯铜20mm×8mm,接触面为160mm2,气缸内径30mm,面积为700mm2,空压机压力为2kg/cm2,触头与带钢的压力为7cm2×2kg/cm2=140N·m。
2. 薄壁H型钢高频焊接原理
高频焊接是根据两个电磁效应:趋肤效应和邻近效应。
趋肤效应:高频电流只在导体表层流过,表层的电流密度最大,导体深层电流密度较小,这种高频交变电流的趋表现象,被称为电流的趋肤效应。
高频交变电流通过导体时,由于趋肤效应的影响,电流只在导体表面层通过,表面层的深度与导体的性质和电流频率的高低有关,故通常将此表面层的深度或厚度称之为电流穿透深度。
邻近效应:两个相邻导体各自流过交变高频电流时,由于电磁相互影响,使电流重新分布,且产生电流偏向一边的特性,我们称之为邻近效应。
导体间的距离越近,邻近效应越显著。邻近效应与趋肤效应不同之处,在于电流密度的分布不仅取决于导体本身的磁场,而且与邻近导体磁场的作用有关。高频焊接是利用趋肤效应和邻近效应使电流集中带钢边缘,因而被加热成熔融(碳钢1350~1400℃)状态,然后压合、冷却成一体。高频焊接所包括的三个过程:加热、压合、冷却。
3. 非对称型与对称型焊接试验
所谓对称型是指被焊工件形状“对称”,焊接电流的路径“对称”,否则就是“非对称”。如图1所示,腹板与翼板形状不对称。箭头分别代表接触焊的触头,表示电流由此进去,表示电流由此出来。在焊接过程中,非对称焊接,腹板边缘温度约有1000℃,翼板温度只有700℃,刚红。这是由于电流不集中,邻近效应未能很好发挥造成的。无论我们怎样变换触头位置、距离及开口角度,都达不到焊接温度,尤其下翼板电流分散更为明显,加热区变宽,热量不能集中,是温度升不上去的原因。如果将上、下翼板从中一分为二,如图4所示,腹板夹在左右翼板中间,就成了对称型。
固态高频电源通过接触焊的触头将高频电流接到左上翼板和右上翼板,另一台固态高频电源接到左下翼板和右下翼板。邻近效应将带钢两内侧加热至1350~1400℃,压合辊将处于熔融状态带钢压合。

图4 对称型焊接
实践证明,焊接壁厚2mm的H型钢,对称焊是行之有效的方法,试验最大焊接电流1500A,最高焊接速度10m/min。
经验证明,开口角β=4°~7°最佳,图5为对称型焊接两工件的开口示意。压合辊中心线到接触焊头中心的距离为50mm,两带钢边之间的距离为4.4~6.4mm。

图5 对称焊接开口角
若以带钢边之间为4.4mm距离为例,计算开口角β=5°。
调节a与β值,能改善焊接效率与焊接质量。a值增加,电耗增加,β角减少,加强了邻近效应。a值在机械安装位置允许条件下,尽量让接触焊触头靠近压合辊。
本公司对薄壁H型钢的高频焊接试验,使用了两台60kW频率400kHz的固态高频焊机,在公司内进行了多次试验,得出对称焊接是行之有效的方法,并于2013年4月,用于某五金加工厂试验性生产,也取得了满意的效果。
4. 结语
用固态高频焊接薄壁H型钢,由于节能降耗,可自动连续焊接,因而可大幅提高生产速度,降低劳动强度。如果再加大固态高频的功率,还可提高焊接速度,增加企业的经济效益。
