润滑油200L包装线系统的改造及应用*
2013-06-28赵勇,朱杰
赵 勇,朱 杰
(兰州石化公司 设备维修公司,甘肃 兰州 730060)
1 概述
1.1 设备运行原理
兰州润滑油厂200 L 1号机主要由空桶输送、灌装机、喷码机及码垛机组成,灌装机由1号灌装工位和2号灌装工位两部分组成,全过程只需人工上桶和压盖,从定位、送桶、灌装、称重和码垛全部采用自动完成。码垛机主要由垛盘仓和承载小车构成,承载小车主要是将成品重桶移放在垛盘上,每达到4桶小车动作一次完成输送。
1.2 设备状况
200L-1#包装线是兰州润滑油厂包装车间大桶包装的重点设备之一,是1998年引进北京航天研究所的一条半自动包装线,主要用于灌装工业用油。由于该设备常年处于满负荷运行,灌装机油嘴控制部分密封磨损,程序部分不够完善,延迟时间不太恰当,油压过大时关闭灌装嘴不够及时,导致出现冒油;码垛部分零部件磨损严重,产生机械疲劳,致使轨道磨损,链条拉断,变频器烧坏,垛盘仓变形等故障多次出现;称重系统是单片机控制,部分控制元器件已经停产,而且控制冲量较大,参数调整后缓冲效果不明显,计量误差也较大。为此,笔者经过讨论研究,经润滑油厂同意,最后决定对200L-1#包装线系统进行改造。
2 改造方法及实现过程[1-2]
2.1 机械部分改造拆除
兰州润滑油厂200L-1#包装线码垛机原先采用独立控制系统,码垛部分主要由小车、垛盘仓,重桶输送几部分组成。小车长期处于重负荷工作,产生机械疲劳,致使轨道磨损、链条拉断、变频器烧坏、垛盘仓变形等故障多次出现,不能保证设备“长、满、安、稳、优”运行。而且维护量大,耗材大。因此决定将码垛部分拆除,另行设计加工改造如图1所示,改造后如图2所示。

图1 成品输送部分

图2 灌装主机实物图
具体改造如下:①为保证整条包装线稳定运行,拆除原来重桶输送部分辊子,改为无动力输送的双边自由滚子,主要靠重力斜坡下滑,减少控制点、节省能源、减少维护量;②保留原分道器,在此段减少一重桶输送电机,只留1台电机作为重桶输送;③另行设计加工喷码输送重桶输送传送带,要求采用动力辊子,双边链条传动;④整套机械传动部分按喷码动力输送部分,重桶分道器部分,重桶输送部分排列组装,要求重桶分道器部分出口到重桶输送部分调整为3°坡度,其余为水平;⑤在喷码输送前段加以堆积信号,拆除原码垛控制柜,将改造后的控制部分加到灌装机控制柜,在原有的灌装机PLC上作相应的程序修改,再进行相应的处理;⑥在原有灌装机上拆除电子秤,保留原安装支架,安装1套秤台最大承载300 kg,精度为±0.15%,显示最小分度值为0.1 kg,允许瞬时冲击载荷350 kg的电子秤2台,并配备称重显示控制器2台;⑦在原有的灌装嘴进油管线上加装物料控制阀2套(要求精灌和粗灌一体化控制)拆除改造后的200L-1#包装线如图2所示。
2.2 控制部分改造
200L-1#灌装机采用三菱PLC,型号为FXIN-60MR-001。由于拆除了码垛机,所以需要解决全线的运行条件。在原有的控制基础上对外部布线和程序作相应的改造,并作相应的调试。
首先在电子秤部位加装CB920X配料控制器2台,并且调试设置好内部参数,要求做到:①设定目标质量;②设定粗计量;③设定过冲量,具体参数如表1所列;④校验好信号灵敏度并且接线到PLC相应端子。

表1 200L-1#灌装机CB920X参数表
其次,在加装的2套物料控制阀处作相应控制程序,要求仪表启动后,粗灌阀和精灌阀同时打开,当仪表显示达到(目标值显示为粗计量值)时,粗灌装阀关闭,达到(目标值显示为过冲量值)时,精灌装阀关闭,过冲量为自动修正量。保持原有灌装嘴控制结构,外部加装2套物料控制信号,用粗精灌装信号同时控制灌装嘴,物料控制阀,这样可实现灌装嘴切换双保险,即使灌装嘴结构出现问题,物料控制阀也会作相应的处理,不会出现冒油。这就彻底解决了因不正常操作和憋压导致的跑冒现象。图3为实现灌装机灌装要求的应用程序。
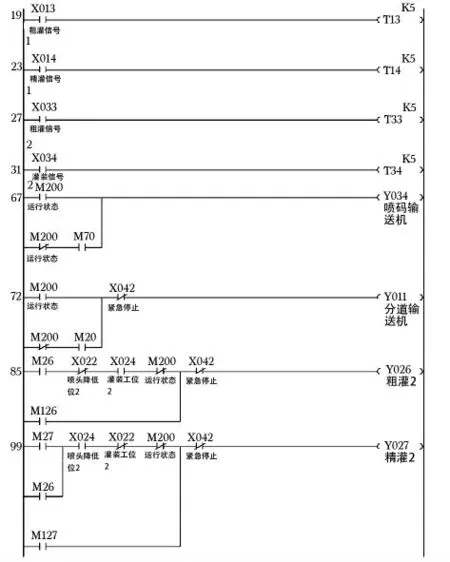
图3 灌装机应用程序
最后,码垛部分拆除后,改为无动力输送的双边自由滚子,靠重桶自身重力向斜坡下滑,直到重桶堆积区,最多可存放12桶(光电检测),当重桶堆积区存够4桶,叉车即可用吊桶器一次搬走。如果重桶堆积区超过8桶(光电检测)以上,重桶存放区会发出声光报警,提示叉车及时处理重桶堆积工作,若不及时处理,堆积达到12桶时,整条线报警,全线停机。随后按照改造要求和控制思路进行系统调试,使整条包装线运行平稳即可。
3 改造后设备的运行过程[3]
当操作人员闭合主电路,在气压达到标定值后按下自动运行按钮,此时若无故障提示,运行指示灯点亮,设备开始自动运行。人工将桶推上皮带输送机,若检测开关未被同时持续遮挡,皮带输送机将连续将桶输送到灌装机组。在检测到空桶堆积后皮带输送机停止运转,堆积解除后恢复解除。
检测开关未被挡光后灌装挡叉置位放桶,挡光后回位。灌装工位检测被挡光后灌装输送机停止,夹桶缸动作并启动寻口电机,寻口开始。在预寻口检测闭合后预寻口缸动作,寻口到位检测有信号后停止寻口电机,灌装头下降。灌装头降至低位后复位小夹口缸并启动灌装。在灌装完成后若旋盖工作检测透光,则放出重桶并开始重复以上过程。重桶出灌装机后人工旋盖,然后经过喷码输送机喷码;喷码后重桶进入分道机首先检测开关被遮挡启动分道机,当重桶碰到拨动开关时后分道机停止,重桶随后进入重桶输送自由区堆积,等待叉车吊桶吊走。
4 结语
此次改造共有三部分改造,首先拆除了故障最高、耗材最大、维修耗时费力最多的区域码垛机;其次彻底解决了灌装机冒油和漏油问题,实现了安全环保的生产理念;最后解决了电子秤计量不准和冲量过大等原因造成的故障。本次改造减少控制规1面,控制点36点,电机4台;减少了控制点,节省了能源和易损件,大大地减少了维护工作量。
[1] 杨志杰.三菱FX系列PLC系统设计应用指南[M].北京:机械工业出版社,2001.
[2] 廖常初.PLC编程及应用[M].重庆:重庆大学出版社,2002.
[3] 叶 岷.200L-1#包装线使用用户手册[Z].2005.
