舭龙骨垫板对接焊工艺的改进
2013-06-12周海波
蒋 翔,周海波
(1.南通中远川崎船舶有限公司,江苏 南通226005;2.南通航运职业技术学院,江苏 南通226010)
舭龙骨承受由回复力矩产生的横向力,连续式舭龙骨还要承受船体的总纵应力,因此舭龙骨承受的应力很大,容易发生损伤。为防止舭龙骨损伤延伸到船体,舭龙骨与船体外板的连接需要特别考虑。目前,各个船级社规范对舭龙骨与船体外板的连接都有详细的要求,其中以CSR油船规范[1]、LR规范和HCSR规范(2014年1月1日生效)最为严厉。以CSR油船规范为例,规范要求:舭龙骨垫板需要与舭龙骨同时使用。舭龙骨垫板与舭龙骨的对接焊缝应相互错开,与外板的对接缝也应错开。舭龙骨垫板位置的外板对接缝应磨平,舭龙骨位置的垫板对接缝也应磨平。避免舭龙骨垫板对接缝与外板直接连接、以及舭龙骨对接缝与舭龙骨垫板直接连接。见图1。
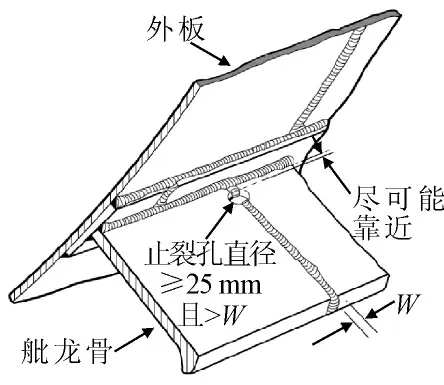
图1 舭龙骨的布置示意
舭龙骨垫板对接焊若采用普通的焊接工艺,必定导致舭龙骨垫板对接焊缝与外板粘连。因此,在实际造船中,此处焊接通常采用设置焊接垫片的焊接工艺。即在舭龙骨垫板对接缝与船体外板之间,先插入一块铜质垫片[2]或铁质垫片,再进行对接焊,焊接完成后再抽出该焊接垫片。若采用此焊接工艺,作业中必须严格控制首条焊道焊接时的焊接热量,稍有不慎就会导致焊接垫片受热而融化,造成对接缝与外板粘连,致使不能满足规范的要求。发生焊接垫片被焊穿的情况时,首先需要清除焊道,重新处理焊接构件表面,再进行焊接施工,这将影响船舶的生产进度。此工艺操作难度较高。
1 焊接垫片设计
为改进舭龙骨垫板对接焊的焊接工艺,在满足规范要求的前提下减小焊接难度,设计一种新型焊接垫片,并进行焊接试验验证。此垫片的放置见图2。
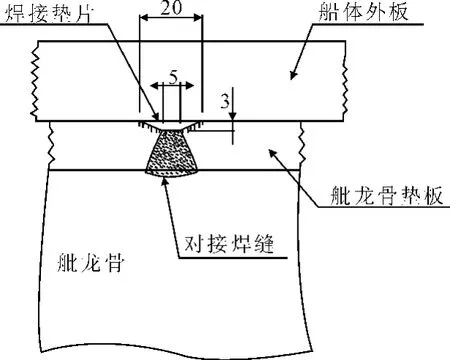
图2 焊接垫片的放置示意
焊接垫片的材质为普通软钢,呈梯形柱体,见图3。垫片厚度暂定为3 mm,若厚度过小,则容易被焊穿,无法满足规范要求,此值由焊接试验结果决定;梯形短边宽度为5 mm,由对接焊缝的宽度决定;垫片斜面a∶b等于3,由舭龙骨垫板板厚削斜要求决定,舭龙骨垫板板厚削斜的面需要预先打磨光顺,以便与焊接垫片紧密贴合;垫片高度为750-1mm,与舭龙骨垫板宽度相同,公差为负,保证垫片不会伸出舭龙骨垫板,方便后道工序舭龙骨垫板脚焊的正常作业。
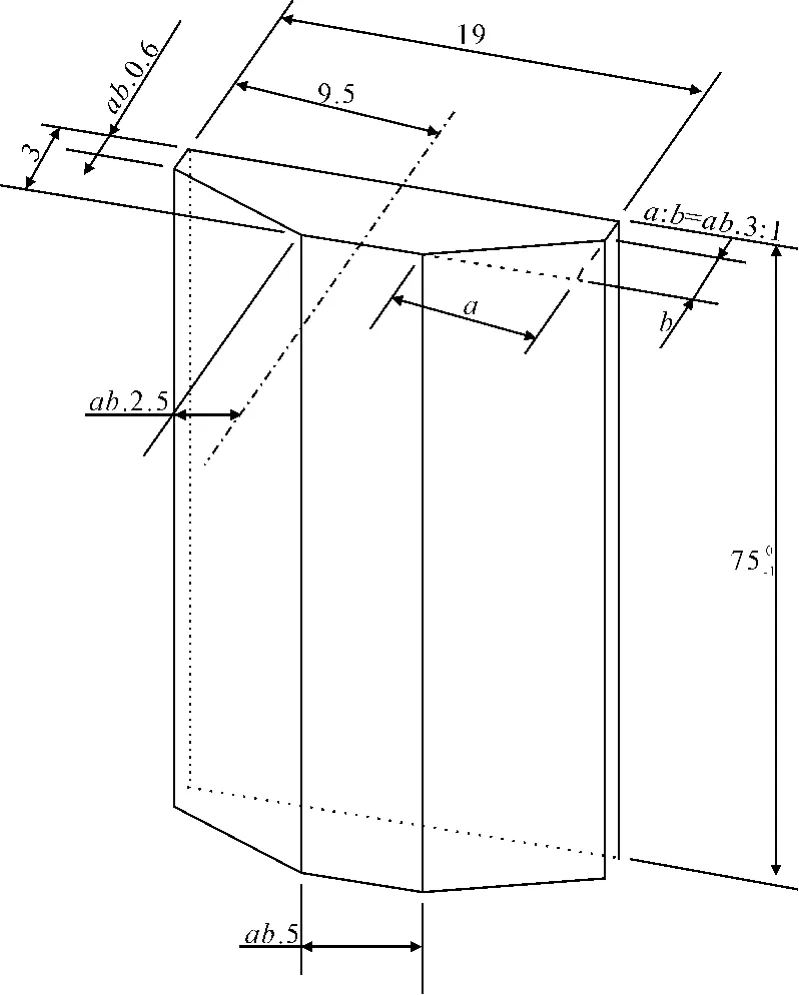
图3 焊接垫片的尺寸
2 焊接试验
根据图1和图2,正确放置舭龙骨垫板、焊接垫片和船体外板试验构件。开始对接焊时,保证第一道焊道的焊接量尽量大,以确认大热量焊接时垫片不会被焊穿,但实际生产作业中,需要尽量减小第一道焊道的焊接量。经过几道焊道堆叠,对焊接结束,试验构件见图4。

图4 试验构件的焊接
待试验构件充分冷却后,使用气割枪沿对接缝的横截面切割构件,见图5。
此后,观察焊缝横剖面情况,见图6和图7。

图5 试验构件的切割

图6 试验构件的断面细节
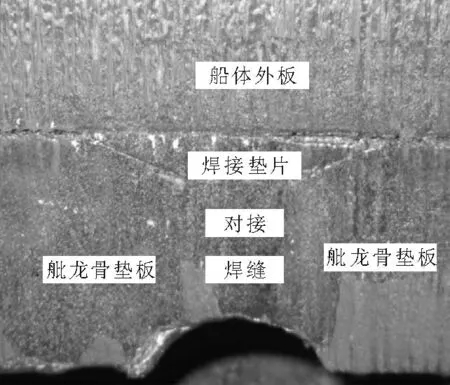
图7 对接焊缝的断面细节
通过观察焊缝断面细节发现,外板与舭龙骨垫板之间有明显的构件缝隙,并且焊接垫片的轮廓清晰可见。由此可以判断:焊接垫片基本完好,没有被焊穿,舭龙骨垫板对接缝没有与外板粘连,此对接焊缝满足规范的要求,试验结束。
3 结论
通常,设置焊接垫片的焊接工艺,焊接难度大,焊接完成后还需将垫片抽出。本文设计的新型焊接垫片,在焊接完成后即与对接焊缝融为一体,无需再取出,简化了舭龙骨垫板对接焊的工序。
经焊接试验与造船实际的证明,采用本文设计的新型焊接垫片,在完好地隔离舭龙骨垫板对接缝与船体外板的同时,焊缝成型好,构件连接紧密,对首条焊道的热量控制要求低,大大降低了舭龙骨垫板对接焊难度,提高了船舶的生产效率。该焊接垫片在实际船舶制造过程中使用效果良好,且暂未收到负面反馈。
[1]IACS.Common Structure Rules for Double Hull Oil Tankers[S].IACS,2012.
[2]甘水来.舭龙骨结构设计及安装研究[J].船舶与海洋工程,2012(2):27-31.
