全自动塑料片材中心收卷机机械系统设计
2013-06-06叶镇波罗庆青郑建雄
叶镇波,罗庆青,郑建雄
(1.广东达诚机械有限公司,广东汕头 515061;2.汕头市机械工程学会,广东汕头 515000)
0 前言
全自动塑料片材中心收卷机主要应用于挤出塑料片材的收卷,使成卷的片材适合在气压热成型机、印刷机等设备上进行再加工。由于其能适合较厚片材的自动换卷、自动化程度高等优点,今后将在塑料挤出片材设备上得到广泛的应用。
根据材料的分类,厚度0.25 mm 以下的统称为薄膜,厚度0.25 mm~2.5 mm 之间的统称为片材,厚度2.5 mm以上的统称为板材[1]。由于板材厚度比较厚,难以卷绕成卷,所以没有成卷的包装方式;成卷包装方式,主要应用于片材及薄膜的加工上。
我国全自动塑料片材中心收卷机生产厂家很少,主要采用锯齿式砍刀快速砍断,只适合于0.3mm 以下厚度的片材或者薄膜的收卷,普通的收卷机一般都采用力矩电机传动、人工手动切断换卷的方式加工片材,目前国内未见到用于较厚片材的全自动塑料片材中心收卷机的相关报道。
全自动塑料片材中心收卷机采用换卷工位自动切换、速度张力控制、飞刀切割、自动卷片等,有效保证换卷过程中,片材的工位自动切换、飞刀切断、自动贴片、线速度同步、自动收卷等,从而满足片材的自动换卷过程。采用PLC程序控制、触摸屏操作,自动化程度高。国内一些比较有影响力的塑料片材加工厂已经定购了配套有全自动塑料片材中心收卷机的片材生产线,并且正常运转2年多,创造了良好的经济效益。
1 全自动塑料片材中心收卷机的工作原理
全自动塑料片材中心收卷机是塑料片材挤出生产线的重要设备之一,其工作原理如图1所示。
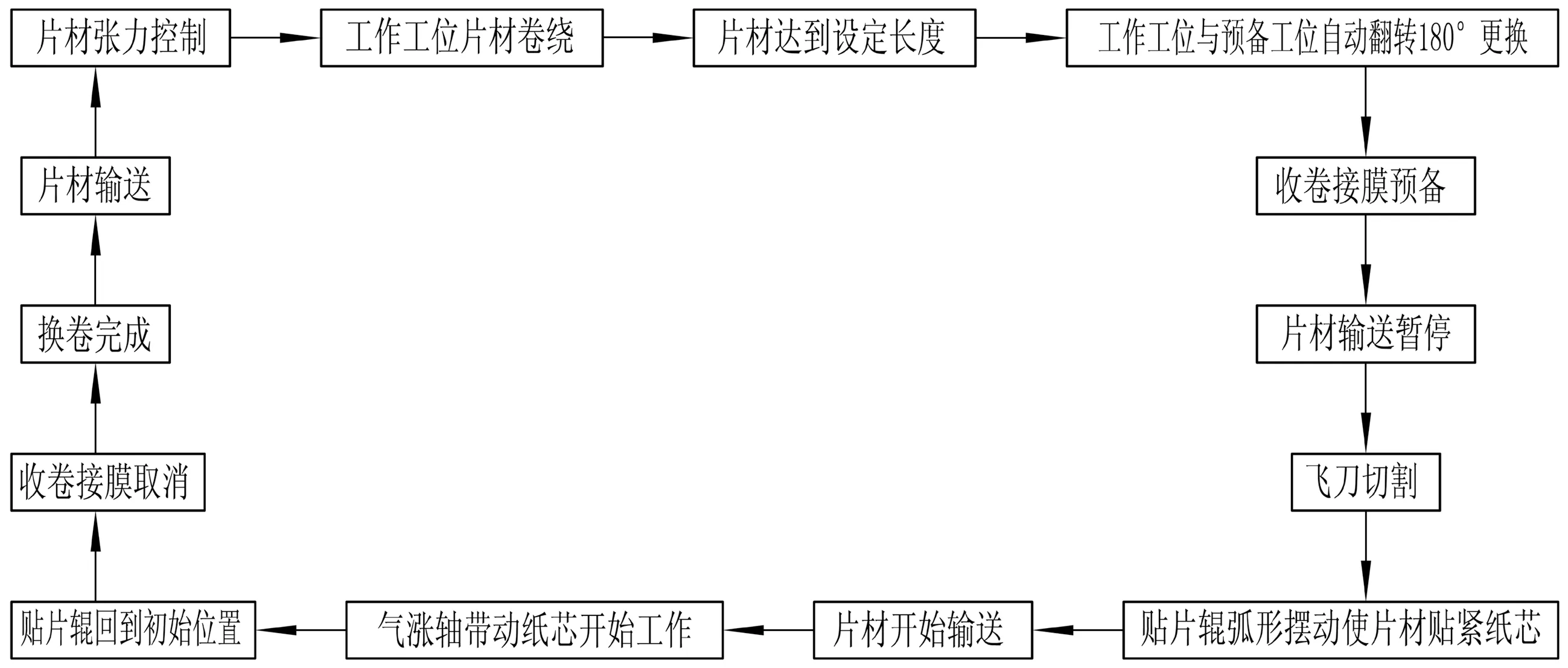
图1 全自动塑料片材中心收卷机工作原理图
正常工作情况下,一个工位处于工作状态,另一个处于预备状态,当片材卷绕长度达到设定长度时,翻转电机启动,带动转盘顺时针旋转,当转盘上的微动开关接触块碰到行程开关后,输出信号,指示翻转电机停止,此时预备工位来到了工作位置,准备开始工作;接着接膜装置上的收卷接膜气缸伸出,使接膜装置处于预备工作状态,此时气缸上的磁性感应开关会输出一个信号,提示可以进行下一个动作,同时也提示在此状况下,转盘不允许旋转。
换卷时,收卷前的牵引电机暂停工作,使片材输送暂时停止,无杆气缸动作,带动切刀完成飞刀切割动作,当切刀无杆气缸工作到预定位置,把片切断后,此时接触到一个行程开关,输出一个信号,提示贴片辊摆动气缸可开始动作,使贴片辊弧形摆动,将片材贴紧在纸芯上,此时摆动气缸输出一个信号,指示收卷前的牵引电机开始缓慢启动,同时工作位置上的空卷气涨轴带动纸芯也开始缓慢启动。延时到设定时间后,贴片辊气缸伸出,使贴片辊回到初始位置,此时气缸上的磁性感应开关会输出一个信号,使收卷接膜气缸缩回,使整个接膜装置回到初始位置。当接膜装置回到初始位置后,此时气缸上的磁性感应开关会输出一个信号,提示可以进行下一个动作,同时转盘也可以旋转,此时切刀无杆气缸开始动作,使其回到原来的初始位置,同时,压辊摆气缸也工作,使压辊回到初始位置。此时整个换卷的动作完成。由于采用无杆气缸,通过采用大缸径及加大气压等,使锋利的切刀可以切断较厚的片材,有效地解决了锯齿式砍刀无法砍断的问题,从而实现了片材的自动换卷。
2 全自动塑料片材中心收卷机机械系统各部件设计
2.1 结构组成
图2为全自动塑料片材中心收卷机的结构简图。该机主要由料轴机构部分、收卷翻转架部分、支撑底架部分、传动机构部分、导片部分、收卷张力辊部分、收卷接膜部分、电气控制部分等组成。

图2 全自动塑料片材中心收卷机结构简图
2.2 料轴机构部分设计
为了确保收卷平整,料轴机械采用一端定位,另一端通过方形连接,以传输动力。当需要将气涨轴卸出时,将活动套上的固定螺栓拧松,然后将活动套往两端移动,从而使气涨轴可以吊离,实现卸卷等操作。图3 为料轴机构部分简图,其中1 为同步带轮,2 为固定螺栓,3 为活动套,4为气涨轴,5为纸芯。
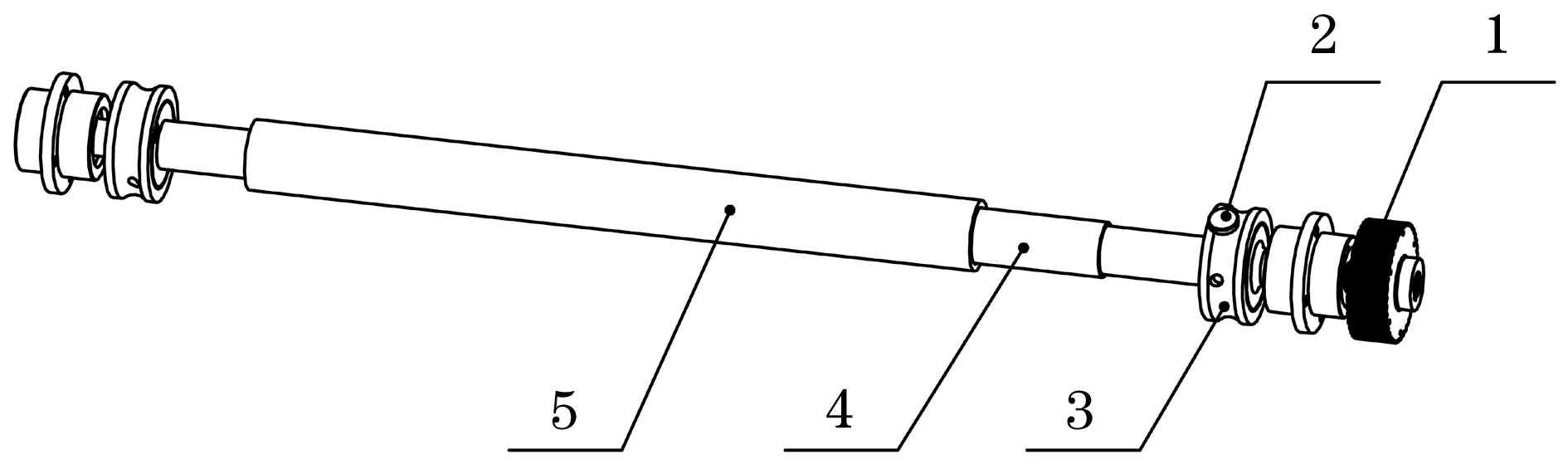
图3 料轴机构部分简图
2.3 收卷翻转架部分设计
收卷翻转架部分如图4 所示,主要由翻转齿轮1,导片铝导辊2,支撑管3,壁板4,传动齿轮5 等组成。翻转齿轮采用大模数设计,以满足大扭矩旋转要求,与其相配合的齿轮采用低齿数,从而形成一级减速作用,配合翻转减速电机的输出转速,以确保在翻转过程中,线速度小于前面牵引的线速度,避免出现片材因为拉扯,而导致片材跑偏,收卷不整齐的现象;导片铝导辊主要起到翻转时,片材不会刮到支撑管而使片材表面刮花;传动齿轮采用双齿结构,确保翻转过程中动力的传输。
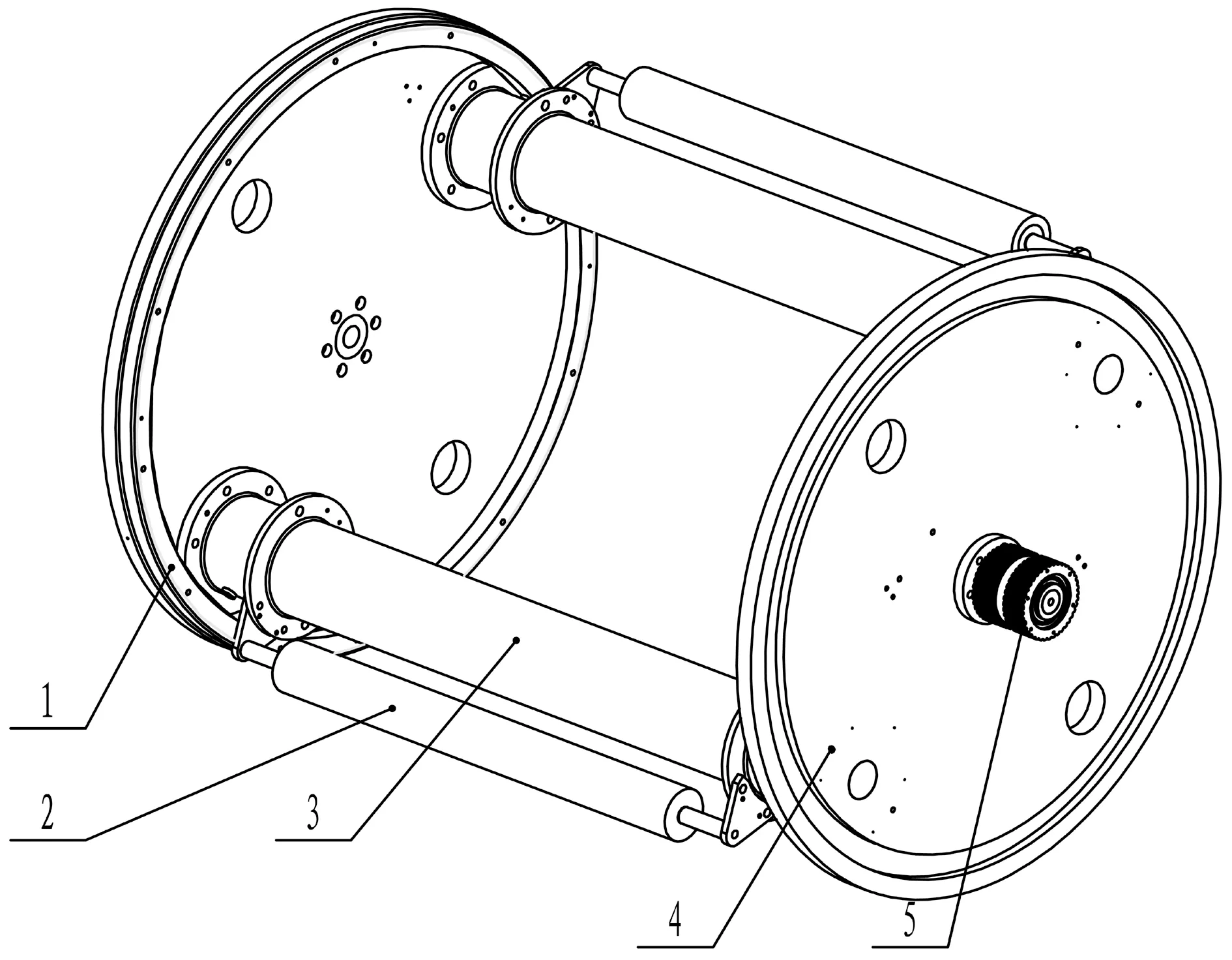
图4 收卷翻转架部分简图
2.4 支撑底架部分设计
支撑底架部分如图5 所示,主要是由翻转减速电机1,壁板2,翻转齿轮3,加强板4,底架5,机脚6,减速机安装座7 等组成。翻转减速电机与翻转齿轮直联,翻转时,通过翻转齿轮带动收卷翻转架上的大齿轮进行转动;减速机安装座用于固定收卷气涨轴的传动减速电机;壁板上通过安装配对的径向及轴向轴承,用于支撑整个翻转架,使其能平稳地旋转在上面;机脚通过与底架的连接,利用螺栓进行平衡调节,以确保整体的水平,从而有效保证收卷不发生两端松紧不一的现象,进而影响收卷的质量。
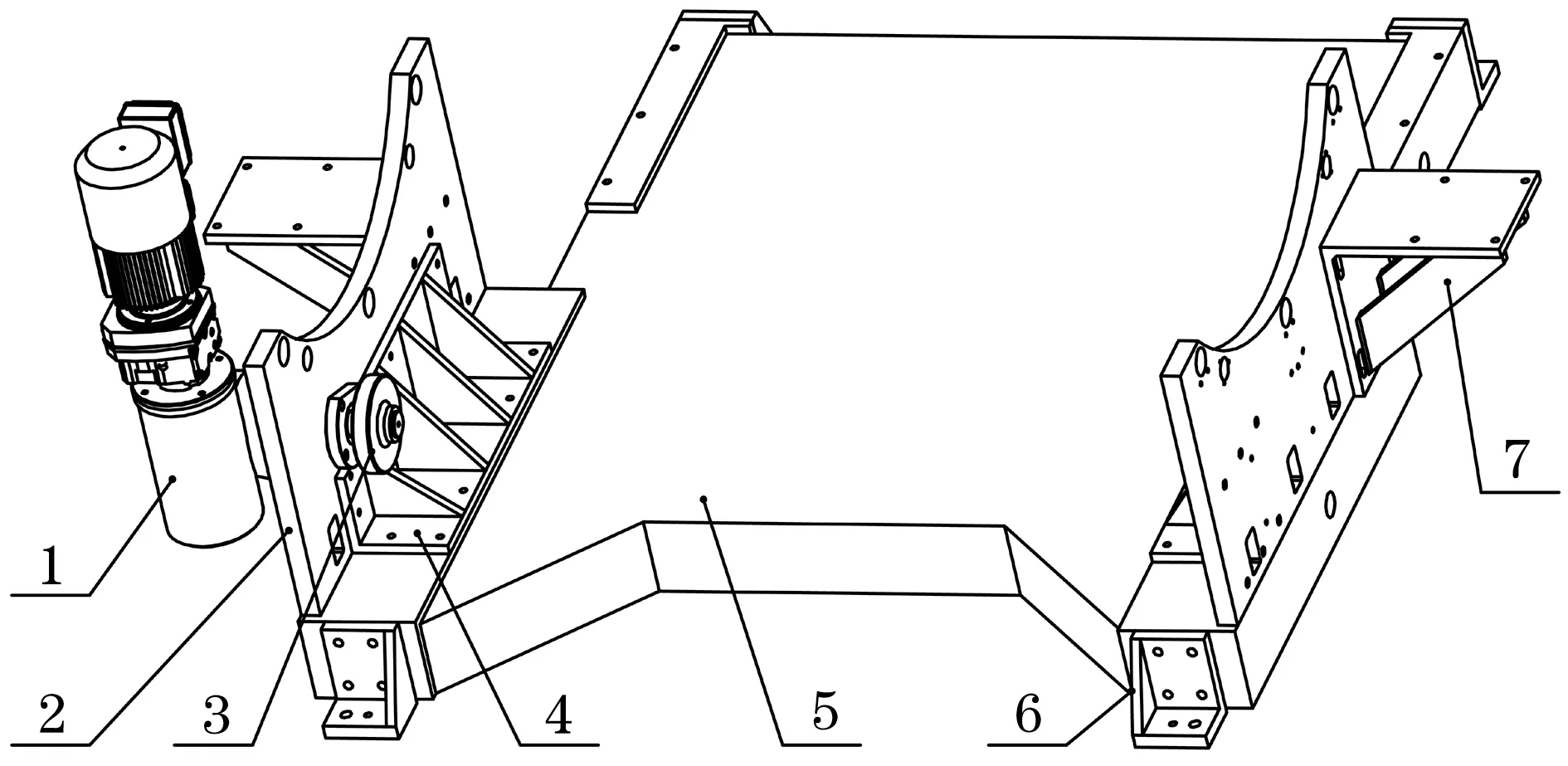
图5 支撑底架部分简图
2.5 传动机构部分设计
传动机构部分如图6 所示,主要是由传动减速电机1,一级张紧装置2,同步带3,传动齿轮4,二级张紧装置5,同步带轮6 等组成。传动减速电机采用螺旋伞齿轮减速箱与变频电机直联,通过变频器进行速度调整及控制,通过同步带轮二级传动,将动力传输到料轴机构;由于传动齿轮采用双齿轮结构,可以使得料轴机构绕着传动齿轮的中心进行自由转动,实现料轴的翻转与动力传输的同步进行[2]。

图6 传动机构部分简图
2.6 收卷张力辊部分设计
收卷张力部分如图7 所示,主要是由低摩擦摩片气缸1,摆臂2,铝导辊3,支撑轴4,摆动轴5,带座轴承6等组成。外部气源通过电气比例阀进入低摩擦摩片气缸,从而使穿过铝导辊的片材得到一个反作用力,当收卷线速度与牵引的线速度同步时,气缸的推力与片材的张力相等,当片材的张力大于气缸的推力时,此时铝导辊摆动,同时通过齿轮传动将信号传输到PLC 进行收卷速度的调整,以达到片材张力与气缸推力平衡,最终实现片材的恒张力收卷[3]。
2.7 收卷接膜部分设计

图7 收卷张力辊部分简图
收卷接膜部分如图8 所示,主要是由收卷接膜摆动气缸1,带座轴承2,摆动轴3,贴片辊摆动气缸4,压辊摆动气缸5,支撑轴6,压辊7,无杆气缸8,切刀9,贴片辊10,贴片辊安装板11等组成。此部分为整个自动换卷的关键,气缸都需带有磁性开关,以确保一个动作完成后,及时将信号传输,以便进行下一个动作。无杆气缸通过接近开关反馈动作完成情况,同时排气口装有快速排气阀,以实现快速切割动作的完成。

图8 收卷接膜部分简图
2.8 机械系统总装
图9 为全自动塑料片材中心收卷机样机。整个机械部分采用模块式设计,分部分组装。整个机器加工和安装有以下几个关键点。
片材在穿片时,需保证进入张力辊与出张力辊的角度一样,以保证张力的平衡。
接膜装置摆动气缸伸出时,需保证接膜装置上的压合胶辊与收卷气涨轴上的纸芯保持一定距离,以使压合胶辊的摆动气缸伸出时,使压合胶辊能压紧纸芯。
贴片辊初始位置,需保证无杆气缸上的切刀中心,与片材厚度的中心在一条直线上,以确保飞刀切割时,不会出现拉扯,而产生片材切不断的现象。
贴片辊工作时,需保证弧形摆动到终点时,与纸芯贴紧,以确保片材与纸芯紧密贴合。
翻转架上的微动开关触动块及行程开关,安装时需保证当翻转架停止时,两条气涨轴在同一个水平面上。

图9 全自动塑料片材中心收卷机样机
3 系统实验
在片材挤出机连线生产后,连续完成了0.5 mm、1 mm、1.5 mm、2.0 mm等不同厚度片材的收卷及换卷过程,在20次的换卷过程中,都很好的实现片材的自动切割、自动搭片,整个过程动作流畅、片材切口平整,成卷的片材,外观平整、端面误差小于1 mm。各项性能指标达到了设计要求。
4 结论
设计的全自动塑料片材中心收卷机结构合理、自动化程度高、操作简易,可以进行推广使用。
经过了用户2 年多的连续使用,该机运行良好、自动换卷顺利、自动化程度高,各项性能指标都达到了设计要求。
[1]姚祝平.塑料挤出成型工艺与制品缺陷处理[M].北京:化学工业出版社,2005.
[2]《机械设计手册》编委会.机械设计手册[M].北京:机械工业出版社,2004.
[3](德)F.汉森主编.郭奕崇译.塑料挤出技术[M].北京:中国轻工业出版社,2001.
