提高swagelok M200轨道焊焊接质量的方法
2013-05-11顾建军丁海城
顾建军 丁海城
中国工程物理研究院, 四川 绵阳
轨道焊是一种自动轨道钨极气体保护电弧焊(GTAW),主要针对高品质的管-管对焊焊接,具有单面焊双面成形的功能,极大地保证了高真空管路和压力管路的焊接质量。而swagelok M200电源可精确控制焊接电流、钨棒行进速度和外径保护气体流量,从而达到一致、可重复的焊接效果。它的工作原理如图1所示。将待焊工件在卡块内对齐和固定,焊把插入卡块中,焊把中的一个直流电马达启动转子,使钨棒环绕焊接点转动进行焊接。在焊接室充入保护气,防止钨棒盒熔池接触周围空气中的污染物质,内径吹扫气体在一个管子内或焊接接头的背面流动,除去氧气,防止发生氧化,保证焊接质量。
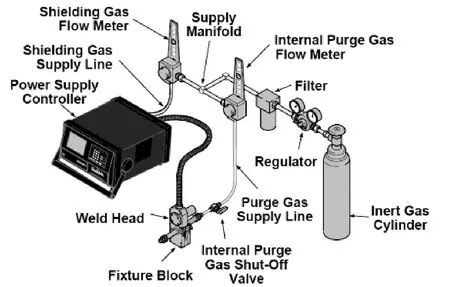
图1 轨道焊接系统的工作原理
轨道焊在正确设定焊接参数并经过焊接试验验证后,所焊产品都可达到一致的、优质的焊接效果,但是有些外部因素会导致产品焊接质量下降。
影响轨道焊焊接质量的因素主要有以下几个方面。
焊接工件的准备。在焊接之前正确地准备管件材料是很重要的。须依照下列准则准备管材来减少品质不良的焊接的可能性:1.管件端头必须平滑,切面与轴心呈直角2.管件端头不得由超过15%上下的不均匀管壁厚。3.管件端头必须没有任何铁锈、油垢、脏污、漆彩或表层污染。
焊接工件的固定与对中。1.选择适合被焊工件管道外径的卡块及根据焊接工件的直径选择合适的筒夹,可以防止因工件在焊接时出现转动或移动,导致无法焊接。2.管件待焊焊缝对齐,利用中心仪确保管件待焊焊缝在夹具的中心,360度范围检查焊缝,以进行适当的调节,否则焊接时熔池会偏离焊缝。3.为了让工件在卡块中保持准确地对齐,必须定期校准卡块。
钨棒的选择及更换。应选择铈钨棒既含有98%钨和2%铈的钨棒,此种钨棒已经证明比钍钨棒高出2%的起弧效用,直径应根据工件的外径大小选择相应直径的钨棒,磨制时顶端不应过尖,以免电极引弧时出现偏弧现象导致引弧失败。当出现焊缝纹路不均匀及焊缝过宽时,应检查钨棒是否被污染或弯曲变形并及时更换合格的钨棒。
电弧间隙的设定。电弧间隙是根据计算公式,通过弧距规调整钨棒顶端与工件表面的距离而得到的最佳间隙。理想的电弧间隙设定值有助于焊接的控制,并且改善连惯性。当的电弧间隙过大时,会产生电弧过长导致引弧失败,反之间隙过小,焊接时熔池中的液态金属容易污染钨棒,影响焊接质量。
内径吹扫气体流量设定。在轨道焊中,内径吹扫气体不仅仅是防止管子内部焊缝氧化,还具有冷却熔池和托举熔池防止其下坠的功能因此吹扫气体的压力对焊缝质量有直接的影响,在其他参数相同的情况下,压力偏小,内部焊缝会向内凸起加大产品的工作气阻,压力过大,外部焊缝高度会增高,影响焊缝的强度,所以应调整合适的吹扫气体压力,保证焊缝的质量。
焊把与夹块的日常维护。每日工作完后,都应清除焊把和夹块上的污垢、碳屑、金属蒸汽沉积。定期检查、维护设备。
在此,只是浅谈了影响影响swagelok M200轨道焊焊接质量的一些因素要。保证产品的焊接质量,应关注每一个影响产品质量细小的环节,将隐患消除在焊接工作之前,只有这样才能获得优质的焊接产品。
