LGMAZAK伺服刀塔原点丢失故障处理方法
2013-05-04徐善伟
徐善伟
(晋中职业技术学院,山西 晋中 030601)
1 LGMAZAK伺服刀塔的工作过程
LGMAZAK生产的QT200系列数控车床,其刀塔采用绝对值编码器进行位置反馈的半闭环伺服控制系统,用3.6 V锂电池记忆刀塔位置数据。数控车床刀台采用伺服分度、牙盘定位的结构。刀塔的工作过程是:刀塔在不旋转时,由液压缸锁定在刀塔体上,此时分度盘相互啮合,刀具得以正确分度和定位,一旦收到数控系统发出的换刀指令,分度盘解除啮合,刀盘松开,在伺服电机带动下旋转,编码器确认刀盘到达指定刀具位置后,电机停止旋转,刀盘再度被锁紧。
2 刀塔故障现象
LGMAZAK数控车刀塔采用的伺服单元为MR-J2-100CT,该伺服单元正常启动时,伺服单元上的LED显示如图1所示。
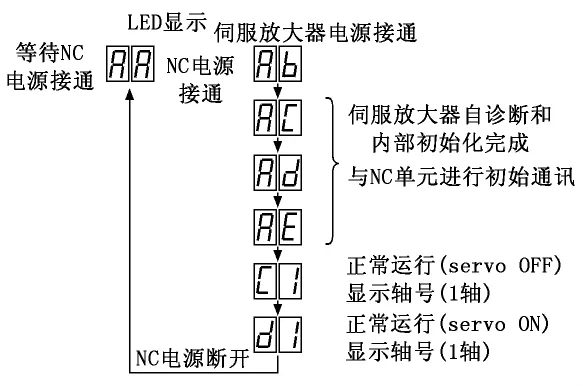
图1 伺服单元正常启动时的LED显示
MR-J2-100CT内置了各种自诊断功能,如果自诊断功能检测到故障,指示灯将显示报警分类编号和报警号,其显示顺序如图2所示。当出现第一组报警显示S1-25时,说明发生绝对位置丢失,需要回原点。此时在显示器上可以看到下列两种现象:①如果执行换刀动作,机床出现272号报警,刀盘分度超时;②仔细观察显示器上的刀具资料,LGMAZAK在显示器上有关于刀具号码的显示,出报警刀具号码为0,而且只有这一个刀号。
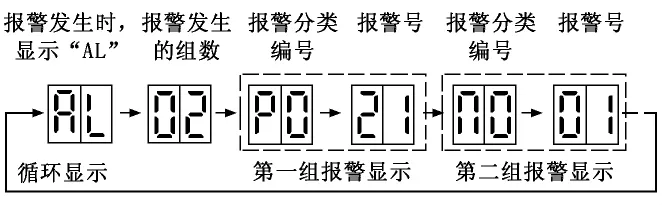
图2 报警显示顺序
3 刀塔故障产生的原因
3.1 后备电池失效
和所有的伺服驱动系统一样,伺服参数需要后备电池来保存,一旦电池电压降低,而没有在规定的时间内更换电池,数据就会丢失。
3.2 外界的干扰
机床在加工过程中,特别是在换刀过程中,如果出现外界干扰将会导致数据丢失。
3.3 突然断电
如果机床在换刀过程中突然断电,再开机时就会发现没有刀号,也就是数据丢失。
3.4 误操作
LGMAZAK数控车床是基于WINDOWS系统下开发的,所有的刀具资料也就是WINDOWS下的一个文件,如果操作者误操作删除了刀具资料,也会导致数据丢失。
4 故障的处理
4.1 利用操作面板和软体键来恢复原点
利用操作面板和软体键来恢复原点的处理步骤如下:
(1)在手动状态下,按“刀箱拆散”使刀塔处于松开状态。
(2)同 时 按 “MACHINE”→ “OPTION”→“MFI+TURRET MODE”,使“TURRET MODE”菜单反转显示。
(3)按手动转动刀具让刀具编号1的位置向主轴中心线方向移动。通过目测使刀盘和刀塔底座的上面基本对正。在操作过程中最好把1号刀装上中心钻,这样便于对正位置。
(4)再次选择“TURRET MODE”,使反转解除。
(5)选择“刀箱拆散”,将刀塔锁紧,此时要确认刀塔是否能顺利锁紧。锁紧时,如果发出异常声音或者振动时,需从步骤(1)开始重新操作。
(6)再次选择“刀箱拆散”使刀塔处于松开状态。
(7)再次同时按“MFI+TURRET MODE”,使菜单反显。
(8)选中“POSITION SET”,然后按刀塔旋转按扭,刀塔旋转,到达最初位置时会自动停止,参考点绝对位置即可确定。
(9)执行步骤(6)。
(10)执行步骤(4)。
(11)执行步骤(5)。
(12)选择“TURRET MODE”,使反转解除。
(13)选择“刀箱拆散”,将刀塔锁紧。
(14)关NC电源,断总电源开关。
再度通电,确认刀塔转动是否正常。
4.2 利用MR-J2-100CT软件来恢复原点
利用软件设定刀塔原点,需要知道刀塔丢失的是机械原点还是电气原点。电气原点丢失是非法断电引起的机床记忆原点丢失,刀塔实际机械位置正确;机械原点丢失是刀塔实际机械位置偏离。
4.2.1 电气原点设定
电气原点设定步骤如下:
(1)在HOME模式下点刀箱拆散,使之红色反衬显示。
(2)将鼠标置于位置画面左下角,调出Windows〔开始〕菜单,按顺序选择〔程序〕→〔MR-J2-CT Setup Soft ware〕→〔MR-J2-CT Setup Soft ware〕。
(3)打开〔MR-J2-CT Setup Soft ware〕软件画面。
(4)选 择 轴:数 控 车 床 〔Setup-Axis〕→ 〔Axis select〕→〔TURRET〕(刀塔)。
(5)选择Operation下拉菜单中的〔Jog〕方式。
(6)点击 Absol ute position initial set(A)前方框,将该项目击活。
(7) 单 击 〔Origin-Set〕后,点 击 〔Nor mal Rot(.G)〕(正 转 ),直 到 Initial set 菜 单 下 出 现〔Co mpletion〕。
(8)点击〔End〕关闭〔Test-operation〕画面,点击〔File〕→〔End〕退出〔MR-J2-CT SETUP S_W〕软件,刀盘电气原点记忆完成。
(9)刀箱锁紧,关闭机床电源及主电源。
(10)机床重新启动,确认画面显示刀号是否与实际刀号一致,如不一致,将1号刀位旋转到当前刀位,然后重复上述步骤。
4.2.2 机械原点调整
机械原点调整步骤如下:
(1)首先将刀塔移至-470位置,选择一镗刀座为当前刀位,在主轴上架千分表测量主轴中心与该镗刀座中心孔的偏差,并确认偏差方向,确定需要电机旋转的方向。
(2)在HOME模式下点刀箱拆散,使之红色反衬显示。
(3)将鼠标置于位置画面左下角,调出 Windows〔开始〕菜单,按顺序选择〔程序〕→〔MR-J2-CT Set up Soft ware〕→〔MR-J2-CT Set up Soft ware〕。
(4)打开〔MR-J2-CT Set up Soft ware〕软件画面。
(5)选择轴:数控车床〔Set up-Axis〕→〔Axis select〕→〔TURRET〕(刀塔)。
(6)点击〔Test-operation〕→〔OK〕进入 Testoperation画面。
(7)选择Operation下拉菜单中的〔STEP〕方式,选择 Step mode feed 下拉菜单中的〔1/1000〕或〔1/100〕或〔1/10〕或〔1〕,设定刀盘分度单位。
(8)点击〔Nor mal Rot.(G)〕(正转)或〔Reverse Rot.(R)〕(反转)按钮,转动刀盘直到正确位置。
(9)点击〔End〕关闭〔Test-operation〕画面,点击〔File〕→〔End〕退出〔MR-J2-CT SETUP S_W〕软件,刀盘机械原点调整完成。
(10)刀箱锁紧,用千分表确认镗刀座与主轴中心偏差。
(11)松开刀塔端面12颗螺栓,用橡皮锤向偏差调整方向敲打刀塔,可以将(2)、(3)、(10)、(11)步骤结合,重复操作,直至测量偏差值到要求范围内。
(12)按照电气原点设定顺序重新设定原点。
(13)断电重启,设定完毕。
需要注意的是如果只是电气原点丢失,可直接设定电气原点,切记不要调整机械原点。
5 结语
LGMAZAK数控车床刀塔原点丢失故障是维修中常见的故障,以上两种方法可以任意选取一种进行故障的排除,只有熟练掌握才能给维修带来方便。