造纸法再造烟叶热风干燥箱温度控制改进
2013-05-03邹雁
邹 雁
一、存在的问题
福建金闽再造烟叶发展有限公司造纸法工艺使用的热风干燥箱为循环风机和空气加热器外置式结构。为控制、调节各干燥箱的吹风速度,满足引纸和运行时的不同要求,引纸时通过纸机DCS控制关闭下排干燥箱进风口和上排干燥箱出风口的电动调节风阀(温度调节阀),将纸幅压在干网上。上压和下吸的双层作用,保证湿纸幅紧贴干网全部通过干燥箱。运行时一旦引纸完成后,将全部干燥箱风口的风阀调到原来开度。
热风干燥箱温度采用西门子提供的功能块 FB58“TCONT_CP”温度PID模块进行控制,FB58相对功能块FB41“TCONT_CP”增加1个控制区,在温度过度超调时,具有补偿作用。经过试验发现,实际控制对象在FB58作用下并不稳定,虽然解决了超调问题但往往出现震荡,最大问题是PID参数设置非常困难,难以调整到理想状态。热风干燥箱温度自动调节控制精度较低,温度控制反馈迟缓,温度检测滞后,导致阀门动作频繁,造成热风干燥箱出口成品水分波动较大,水分无法自动控制,影响成品质量。
二、热风干燥箱温度控制改造
1.改进PLC程序
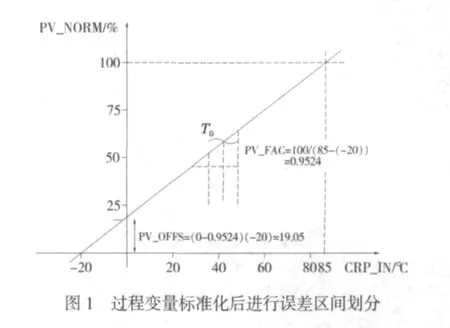
经过多次研究考虑,将过程温度变量标准化后,尝试不使用温度PID,改用FB41“CONT_C”进行连续控制,虽然没有特殊的补偿作用,但可将控制目标的误差值进行区间划分。例如,若要将设定值作为百分数输入,并且CRP_IN的温度范围为-20~85℃,则必须将温度范围标准化为百分数(图1)。从图中看出,可采用分区段的方式,分别根据误差在不同范围对应不同的PID参数,即将原来的1个温度PID改成若干个程序段。实际考虑通过9个程序段控制温度调节阀,改造后的系统应满足以下要求:①提高温度调节控制精度;②降低烘箱出口成品水分波动范围;③稳定成品水分,提高产品质量。
根据分段控制设想,编写如下PLC控制程序,其中1号热风干燥箱温度调节阀的控制程序:①温度差值T0=检测温度-设定温度;②程序段1,手动控制阀门开度;③程序段2,判断温度是否在-10≤T0≤10;④程序段3,判断温度是否在-5≤T0≤5;⑤程序段4,如果温度在-5≤T0≤5,输入对应的PID值;⑥程序段5,如果温度在T0≤-10或10≤T0,输入对应的PID值;⑦程序段6,如果温度在-10≤T0≤-5或5≤T0≤10,输入对应的PID值;⑧程序段7,分别输入阀门开度范围;⑨程序段8,调用PID控制功能块。具体程序略。
2.硬件配置及人机界面组态
由于原温度调节阀为电动执行机构,经常磨损动作异常,已更换多个阀门控制器电机,现改用故障率低的气动调节阀。造纸法再造烟叶生产线抄造段现场操作站使用6个西门子MP277-10"KEY操作屏进行现场数据采集、监控、操作等,其中5号画面是温度阀控制画面。主要使用STEP 7 Wincc flexible软件进行组态编程从现场PLC模块采集数据。修改控制程序后利用STEP 7 Wincc flexible软件在5号温度阀控制画面增加阀门开度(%)以及烘箱出口水分检测值显示。然后使用网线或MPI线将程序从PC下载到操作屏,以便操作人员观察水分变化情况。
三、改造效果
造纸法再造烟叶热风干燥箱温度控制改造后,根据生产车间开机情况,统计2011年7月17日—20日1#干燥箱相关数据。改造后干燥箱温度稳定,温度波动由原来±5℃降低到±2℃,干燥箱出口成品水分达标率大于93%,滚筒出口成品水分达标率大于92%,标准偏差值控制在0.28以下,提高了成品质量。