车削加工中的常见问题与误差分析
2013-04-29邹锡雄
邹锡雄
摘 要:本文对车削加工过程中影响工件加工质量的多种因素和常见问题进行探讨,分析车削工艺如何减少各种因素对加工精度的影响,对影响车削加工精度的因素进行误差分析使工件的加工达到质量要求。
关键词:车削加工 加工精度 误差分析 加工质量
中图分类号:TG5 文献标识码:A 文章编号:1672-3791(2013)03(b)-0123-02
在车床加工零件的车削过程中,影响工件加工质量的因素是多方面的,由于车床的运动部件是机械性的,在传动的过程中,可能会发生误差,再加上车刀刀尖是一段圆弧,而不是真正的点,存在各种误差因素影响车削加工精度。因此,需要针对车削加工中的常见问题和误差因素进行分析,并提出解决车削加工中常见问题的一般措施,减少或消除误差使工件的加工达到质量要求。按产生误差的原因分类,造成车削加工的误差类型主要有:系统工艺误差(如:系统几何误差、系统受力变形误差、系统受热变形误差、车床调整误差、车床本身精度导致的误差等)和切削加工误差(如:刀具角度误差和刀具磨损产生的误差)两大类。本文将根据各种误差产生的原因进行分析,抛砖引玉供广大同行交流。
1 车削加工中的常见问题及原因
以卧式车床为例,车削加工中的常见问题是:工件的圆度、圆柱度超差;锥度和尺寸超差;端面垂直度和平面度超差;表面粗糙度太大;出现混乱波纹或重复出现定距波纹。这些常见问题的产生原因主要有如下各种因素。
1.1 圆度超差的原因一般是
(1)卡盘法兰与主轴配合螺纹松动或卡盘定位面松动;(2)工件孔壁较薄,装夹变形;(3)主轴轴承间隙大,主轴轴套外径与箱体孔配合间隙大,或主轴颈圆度超差。
2.2 圆柱度超差的因素
主要有八个方面:(1)坯料弯曲。(2)前后面顶尖不等高或中心偏移。(3)顶尖顶紧力不当。(4)车床主轴轴线与床身导轨面在水平面内不平行。(5)刀尖离跟刀架支承处距离过大。(6)工件装夹刚度不够。(7)刀具在一次进给中磨损或刀杆过细,造成让刀(对孔)。(8)由车削应力和车削热产生变形。
1.3 锥度和尺寸超差的主要原因
(1)车刀刀尖与工件轴线没对准。(2)刀架转角或尾座偏移有误差。
1.4 表面粗糙度太大
往往是如下三方面的原因:(1)润滑不良,切削液过滤不好或选用不当。(2)工件金相组织不好。(3)刀具刃磨不良或刀尖高于工件轴线。
1.5 端面垂直度和平面度超差
与两个因素有关:(1)主轴轴向窜动。(2)大滑板上下导轨不垂直而引起端面凹凸。
1.6 出现混乱波纹现象的产生
原因是:(1)主轴轴向窜动大或主轴轴承磨损严重。(2)卡盘法兰与主轴配合松动,方刀架底面与刀架滑板接触不良,中、小滑板间隙过大。
1.7 重复出现定距波纹
一般是由三个原因造成:(1)进给系统传动齿轮啮合间隙不正常或损坏。(2)大滑板纵向两侧压板与床身导轨间隙过大。(3)光杠弯曲,支承光杠的孔与光杠的同轴度超差或杠与床身导轨不平行。
2 影响车削加工精度的主要因素
通常影响工件车削加工精度的主要因素有如下三种情形。
2.1 加工系统刚度变化引起误差
加工系统的刚度随受力点位置的变化而变化,例如:用三爪卡盘夹紧工件车削外圆的加工,随悬臂长度的增加刚度将越来越小,导致车出的外圆将呈锥形。在工件的装夹过程中,如果夹紧力的方向和施力点选择不当或工件刚度较低,将会造成工件变形,产生相应的加工误差。另一方面,切削过程中,加工系统的刚度随着切削力施力点位置的改变而变化,引起加工系统的变形也会使零件造成加工误差。
2.2 加工系统受力变形产生误差
车削加工系统产生的变形会导致工件和刀具之间的相对位置发生变化从而使工件的加工精度降低,由于工件、夹具、车床、刀具所组成的加工系统是一个弹性系统,在加工过程中受到传动力、切削力、夹紧力、惯性力以及重力等的作用,必然发生弹性变形,从而破坏工件与刀具之间的相对位置导致加工误差。例如车削细长轴时,在切削力的作用下,工件因弹性变形而出现“让刀”现象。随着刀具的进给,在工件的全长上切削深度将会由多变少,然后再由少变多,结果使零件产生腰鼓形。如果在两顶尖间车削粗而短的光轴时,由于工件刚度较大,在切削力作用下的变形相对车床、夹具和刀具的变形要小得多,故可忽略不计。此时,工艺系统的总变形完全取决于车床床头、尾架(包括顶尖)和刀架(包括刀具)的变形,工件产生的误差为双曲线圆柱度误差。在两顶尖间车削细长轴时,由于工件细长,刚度小,在切削力作用下,其变形大大超过车床夹具和刀具的受力变形。因此,车床、夹具和刀具的受力变形可略去不计,此时,工艺系的变形完全取决于工件的变形,工件产生腰鼓形圆柱度误差。
2.3 加工系统受热变形产生误差
热变形影响加工精度比较大,特别是在大件加工和精密加工中,由于热变形所导致的加工误差甚至可占工件总误差的一半左右。工件、刀具和车床受到各种热源的作用,温度会慢慢升高,同时这些金属也通过各种散热方式向周围的空间和物体传热。例如:死顶尖装夹工件时,热变形将造成工件弯曲。当车床受热不均时,造成车床部件产生变形。例如:车床主轴前、后端受热不均,将造成主轴抬高并倾斜。刀具受热以后,引起刀具热伸长,刀尖位置发生变化,因而影响加工误差。
3 车削加工中的误差成因分析
3.1 车削加工过程中引起的误差成因
3.1.1 近似加工原理造成的误差
由于采用近似的刀具轮廓或近似的加工运动而造成加工误差,例如:蜗杆车削加工时,由于蜗杆螺距Pg=πm,而π=3.1415926…,是无理数,所以螺距值只能用近似值代替。因而,刀具与工件之间的螺旋轨迹是近似的加工运动。
3.1.2 刀具角度产生误差
刀具角度对切削加工的影响很大,刀具角度要根据其本身材料,结合工件材料和加工性质等多方面综合选择。刀具角度的改变对切削刃口的锋利程度,切削力的大小,切削深度和切屑变形的大小以及表面粗糙度的优劣都有比较明显的影响,对刀尖强度和散热性能的影响也较突出。然而,其对尺寸精度的影响是比较隐蔽的,如刀具磨损产生尺寸误差和刀尖是否对准车床的回转中心,都会对加工零件的尺寸和表面粗糙度有较大影响。
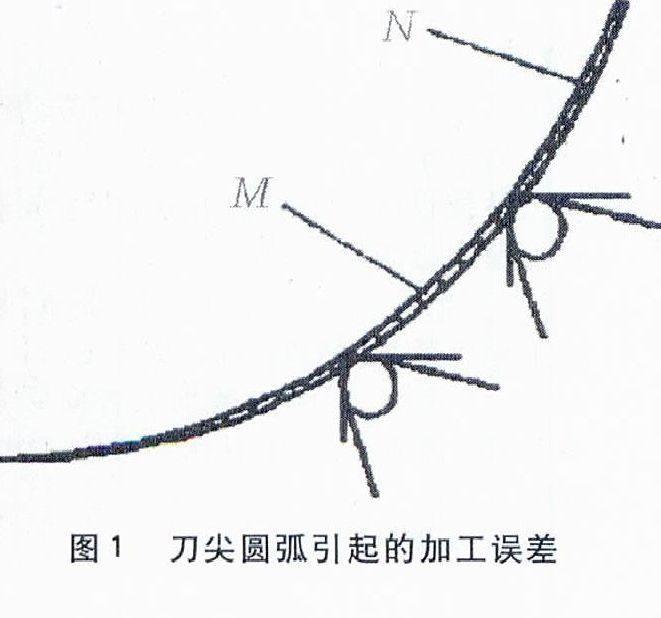
3.1.3 刀尖圆弧引起误差
在车削工件过程中,为了降低被加工工件表面的粗糙度,减缓刀具磨损,提高刀具寿命,通常将车刀刀尖刃磨成圆弧,圆弧半径一般在0.4~1.6 mm之间。如图1所示,采用试切法对刀时由A、B两点分别确定刀架中心的X、Z位置。这样,加工程序所描述的刀位点是P点,数控系统将控制P点的运动轨迹,而在切削时实际起作用的切削刃则是刀尖圆弧上的各切点,这样势必会产生加工表面的形状误差。在车削外圆、内孔及端面时,这个误差为零。而在加工弧面和锥面时,这个误差就很明显。零件SR10球面加工的误差分析见图1所示。图中M线为加工程序所描述的P点轨迹,即工件的理想尺寸,而实际加工后的轮廓是N线,阴影就是少切削部分,即加工误差。假设刀尖圆弧半径为r=0.4 mm,理论分析表明,N线是半径为R-r=9.6的圆弧,M、N两圆弧圆心X、Z向均相距r=0.4 mm,最大误差约为0.17 mm,不满足精度要求。
3.2 加工工艺系统误差
加工工艺系统中的各组成部分,包括刀具、夹具、车床的构造误差、装配安装误差、使用过程中的磨损都直接或间接影响工件的加工精度。在车削加工过程中工艺系统会产生各种误差,从而改变刀具和工件在切削运动过程中的相互位置关系而影响零件的加工精度。这些误差与工艺系统本身的结构状态和切削过程有关。
3.2.1 刀具误差
刀具引起的误差对工件加工精度的影响因刀具种类而不同。刀具制造的误差、装夹的误差以及使用中的磨损,都影响工件的加工误差。刀具在切削过程中,刀面、切削刃与工件、切屑产生强烈摩擦致使刀具磨损,直接影响切削生产率、加工质量和成本。当刀具磨损到一定值时会导致加工工件的表面粗糙度增加。
3.2.2 夹具引起的误差
夹具引起的误差包括定位误差、夹具安装误差、夹紧误差及对刀误差等,这些误差主要与夹具的制造精度和装配误差有关。夹具的作用是使工件相对于车床和刀具具有正确的位置,因此夹具的制造精度对工件的加工误差有很大影响。工件在夹具中的位置是以其定位基准面与定位元件相配合来确定的。然而,由于定位基面、定位元件工作表面的制造误差,会使各工件在夹具中的实际位置不相一致。加工后,各工件的加工尺寸必然大小不一,形成误差。这种由于工件在夹具上定位不准而造成的加工误差称为定位误差。其产生的原因是工件的制造误差和定位元件的制造误差,两者的配合间隙及工序基准与定位基准不重合等。
3.2.3 车床系统引起的误差
车削加工中工件相对于刀具的成形运动大都是通过车床系统完成的,车床的制造精度、安装精度以及使用中的磨损,都直接或间接影响工件的加工误差。因此,工件的加工精度在很大程度上取决于车床的精度,车床的磨损将使车床工作精度下降。车床系统精度对工件加工误差影响较大的有:主轴旋转精度、导轨精度和传动链精度。
(1)导轨精度—— 导轨是车床上确定各部件相对位置的基准,也是车削加工的基准。除了导轨本身的制造精度外,导轨磨损也是车床精度下降的主要原因之一。导轨的不均匀磨损和装配质量是导致导轨误差的重要因素。
(2)主轴旋转精度—— 车床主轴是装夹刀具或工件的基准,并且将动力和运动传给刀具或工件,主轴旋转精度直接影响被加工零件的误差。主轴旋转精度是主轴运动的实际旋转轴线相对于平均旋转轴线的变化量。它可分解为圆跳动(影响工件圆度)、轴方向波动(影响轴方向尺寸,加工螺纹时影响螺距值)和角度挠动(影响圆柱度)三种基本形式。产生主轴径向旋转误差的主要原因有:主轴各段轴颈的同轴度偏差、轴承自身的各种偏差、轴承之间的同轴度偏差等。
(3)传动链精度—— 是传动链始末两端传动元件间相对运动的精度,精度越低造成的误差越大,一般用传动链末端元件的转角误差来衡量。
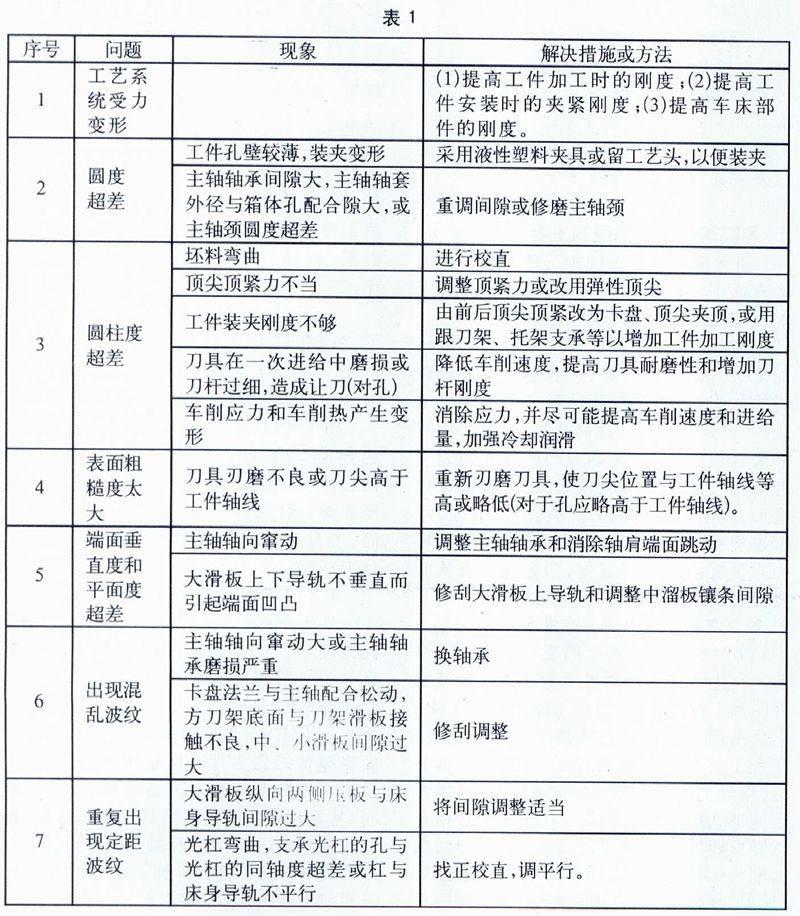
4 解决车削加工中常见问题的一般措施
以卧式车床为例,解决车削加工中常见问题的一般措施和方法列表如表1。
5 结语
综上所述,车削加工过程中影响工件加工质量的因素是多方面的,只要对车削工艺进行细致的误差分析,就能掌握误差原因对加工精度的影响;采取适当的解决措施避免常见问题的出现,减少或消除误差使工件的加工达到质量要求。
参考文献
[1]车工工艺学[M].4版.北京:中国劳动社会保障出版社,2005,6.
[2]车工技能训练[M].4版.北京:中国劳动社会保障出版社,2005,6.
[3]《车工工艺学》初、中、高级[M].北京:机械工业出版社,1996,11;1988,6.
[4]赵岩,丁延松.影响机械加工表面质量的因素及改进措施[J].技术与市场,2010(5).
