细长轴零件的数控车削技术
2013-04-09东北大学工程训练中心辽宁沈阳110004张立君张树军刘春城张国斌
东北大学工程训练中心 (辽宁 沈阳 110004) 张立君 张树军 刘春城 刘 悦 张国斌
细长轴零件的数控车削技术
东北大学工程训练中心 (辽宁 沈阳 110004) 张立君 张树军 刘春城 刘 悦 张国斌
如图1所示拉伸试件零件,其长度L与直径d之比大于或等于25时,称为细长轴,由于细长轴零件本身刚性差(L/d值越大,刚性越差),历来是车削加工中的难题,在数控车床上车削过程中也会出现更多的问题:①切削时极易产生弯曲变形、振动,影响加工质量和刀具寿命。②在加工脆性金属材料的细长轴时,由于不便使用切削液,热伸长使零件产生弯曲变形,严重时在刀具径向切削力的作用会使零件在顶尖之间卡住或折断,造成事故。③使用增加刚性的支承附件(中心架、跟刀架)时,支承爪与工件接触压力过大时,零件出现竹节形;接触压力过小时,支承附件起不到支承作用,零件出现多棱形。④刀具断屑不理想时,长的切屑会缠绕在零件、刀具、支承附件上,影响表面质量和切削的顺利进行,也会损坏刀具。⑤尾座上的顶尖与主轴轴线有很细微的不重合时,零件就会形成圆锥轮廓,使直径尺寸和圆柱度超差,也会影响跟刀架的接触程度。⑥在加工特细小轴类零件时,受毛坯尺寸和零件形状限制,无法使用增加刚性的装置,零件会出现腰鼓形和振动,零件的表面质量受到影响。⑦走刀路线长,刀具易磨损,使零件的圆柱度精度、尺寸精度、表面粗糙度难以保证,并使跟刀架的接触程度发生变化,进而使零件出现锥度、竹节、多棱形的缺陷。⑧在数控车床上车削塑性细长轴零件,由于防护罩和切削液的使用,使用手动的支承附件,调整比较困难。刀具的切削过程不便观察,不易掌握加工过程出现的问题。
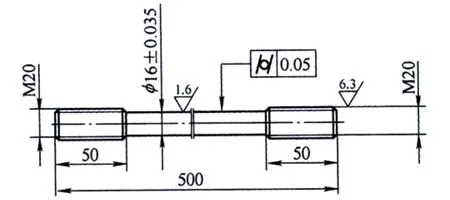
图1
针对细长轴零件刚性差,在加工时易出现振动和变形所导致的一系列问题,根据细长轴零件的结构和表面质量要求、数控加工的现场条件和安全可靠性等问题,需要研究合理的数控车削技术,其技术包括:合理制定加工方案;提高工艺系统(零件及装夹方法、刀具的安装、机床、夹具)刚性;确定合理的切削用量;合理选择车刀材料及几何形状;减少零件的热伸长;充分利用数控机床的指令编程技巧。以上是在数控车床上加工细长轴六个关键技术。
1.合理制定加工方案
(1)零件精度 对于精度较高的表面,应考虑粗加工时因夹紧力、切削热、切削力、内应力所引起零件变形和松动对加工精度的影响。需要实行粗精加工分开,能够合理选择机床,可以根据生产条件和机床状况,使用精度低、刚性好、动力大的机床进行粗加工。选择精度好的机床进行精加工。
零件同轴度精度不高或加工条件允许时,可以粗精加工分开,两次装夹使用接刀车削方法,每次各装夹略小于零件的一半,第二次装夹使用夹簧或自制对开夹套,能够有效解决因零件刚性差所出现的问题。
(2)走刀路线 为了减少或消除切削时振动和变形,采用一夹一顶+支承附件方式装夹时,粗车时应从床头向尾座方向低转速大进给量的反向走刀车削,使纵向切削力沿零件轴线趋向尾座方向,由于轴向力拉紧零件,相当于增加了零件的实际刚度,并且能够避免零件轴向移位。如果使用一夹一拉+支承附件方式装夹,正向和反向车削法均可使用。加工台阶轴时,实施先近后远,不仅使加工路线短,减少空走刀时间,更主要的是能够保证零件的刚度,并减少跟刀架与顶尖刮碰的可能。
2.提高工艺系统刚性
(1)提高零件的刚性 数控车削塑性细长轴零件时,生产及工艺条件允许时,塑性材料的毛坯备料,应多采用冷轧或热轧棒料,并且先安排调质热处理工艺,后进行毛坯校直,使粗加工余量均匀,减少切削力变化对零件形状精度的影响,这样不仅减少加工工序,调质热处理也能够提高零件的刚性。
(2)选择合适的装夹方法 要选择正确的装夹方法以保证加工质量和安全,以外圆为定位基准和装夹表面不仅装夹快速可靠,也能保持零件一定的刚性,所以加工细长轴多以外圆定位,采用卡盘装夹。水平床身机床可以使用支承附件增加刚性。倾斜床身机床可以加装可编程液压自动定心中心架。零件长径比较小时,选择使用一夹(自定心卡盘或单动卡盘)一顶(弹性活动顶尖)+支承附件方式装夹,长径比较大时,毛坯备料时,要留有足够的装夹长度,以能够使用一夹一拉+跟刀架(中心架)方式装夹。为了避免零件夹紧后,和后顶尖的中心线不同心,使零件产生弯曲,卡爪夹持部分应较短,以避免产生过定位。粗加工采用正向切削时,零件可能产生轴向移位,需要使用轴向限位装置。
使用两顶尖装夹虽然易保证同轴度精度,但是刚性差,弯曲变形较大,而且容易产生振动。因此只适宜于安装长径比不大、加工余量较小、同轴度要求较高的工件。条件允许时,在粗加工工序,最好选用浮动卡盘,以浮动卡盘+双顶尖装夹,使用这种浮动夹紧的方式可以让卡爪在夹紧过程中自动适应不规则的轴颈外圆或毛坯面,从而避免过定位,同时也使夹紧牢固可靠。使用双顶尖装夹,两端中心孔的长度尺寸要求控制准确,否则在数控加工时,会造成工件的轴向尺寸超差,甚至出现撞刀事故。
(3)提高刀具的刚性 刀具安装时,可以手动刀架观察刀具在顶尖、尾座、卡盘、支承附件的极限位置,在其他刀具不产生干涉的基础上,使刀具伸出的长度尽量短;使用刚性较好的刀杆,如采用切向刚度较高的弹性刀杆,不使用刀垫或只用一片刀垫。
(4)提高机床的刚性 主轴的跳动精度尽量小,条件允许可以使用传动部件磨损小,主轴刚度高的机床,也可以调整主轴轴承轴向和径向间隙,使其间隙尽量小,减少切削时的跳动。
(5)提高夹具的刚性 使用精度高、刚性好的刀架,同时刀架的底面接触要良好;支承附件的支承爪应施力均匀,使松紧适度、接触良好;使用自定心卡盘跟刀架;卡盘爪的跳动尽量小;使用精度高的活动顶尖;顶尖体表面接触良好、跳动小。
(6)减振 在加工过程中,采用适宜的减振装置。
3.切削用量的合理选择
切削用量的选择,在保证表面粗糙度和加工质量的基础上,应该考虑如何减少和避免振动、变形为切削用量的第一考虑因素。
(1)切削速度ν 由试验证明:车削时,ν在20~60m/min范围内易产生自振,且振幅最大,ν低于或高于此范围,振动减弱,为此,车削细长轴的切削速度应在低速(<5m/min)或高速(>80 m/min)之间选择。此外,还可以通过周期性小幅改变主轴转速来消除再生自振。
(2)进给量f 通过试验,车削时随着进给量的增大,振动减弱;在进给量较小时,振动增大。所以,切削用量的三个指标中,首先应该选取较大的进给量,不仅减少走刀时间,更能减少振动,提高刀具耐用度。
(3)背吃刀量ap选取较大的背吃刀量,虽然能够使刀具避开毛坯硬皮,减少走刀时间。但相应使切削力增大,大的切削力在零件刚性差时,振动不可避免会发生。且车削时背吃刀量愈大,振动和变形也相应增大。所以,在考虑加工效率时,应该通过选取较大的进给量来弥补减少背吃刀量而增加的走刀次数。
4.刀具的选择
(1)刀具的材料 针对数控车削细长轴零件走刀时间长、不宜使用较高的切削速度、能够连续充分使用切削液、切削时易振动、刀具需要具有锋利切削刃等情况,综合性能、价格、刀具寿命几方面因素,应该选择耐磨性好、抗弯强度高的材料加工细长轴零件。
由于车削细长轴的切削速度相对较低,使用各种陶瓷材料时,不仅不能发挥其适宜高速切削的优势,在低速切削时由于其韧性相对较差,反而易崩刃。涂层硬质合金材料刀具刀尖有钝化处理,切削刃不锋利,会造成较大的径向切削力和振动,所以不是高速切削时,不建议使用陶瓷、金属陶瓷、涂层硬质合金材料。除在低速切削时,可以选择耐磨性好的高速钢材料外,一般选择普通硬质合金、细晶粒硬质合金中等抗弯强度高的材料。钨钴钛(YT)硬质合金虽然适合加工塑性材料,但YT15、YT30等牌号抗弯强度低,在切削时,若有振动,则更易崩刃,会造成零件截面尺寸突然增大,使跟刀架的跟紧程度骤然变化,使切削变坏。所以不建议使用上述两种牌号。
车削塑性材料时能够连续使用切削液,使切削温度较低,切削热对刀具的影响较小,且在加工细长轴时,切削速度相对较低,所以钨钴(YG)、钨钛钽(铌)钴(YW)两类硬质合金尽管耐磨性不如钨钴钛材料,但在加工细长轴时,其韧性好、抗弯强度高的特点反而更有利于切削,且容易刃磨出锋利的切削刃。实际生产时可以使用YG、YW两类硬质合金中的硬度高、耐磨性好的牌号,如YG6、YG3、YW1、YW2;成批生产时,也可使用细晶粒、超细晶粒的硬质合金,如:YG3X、YG6A、YG6X、YD05、YM051、YS2等,以提高刀具的寿命。
(2)刀具的结构 基于减少刀具磨损,提高刀具寿命度,保证加工精度,减少换刀时间的原则,最好选择机夹可转位车刀,刀尖的过渡刃和圆弧半径尽量小。使用焊接式刀具时,应该选择耐磨性好、抗弯强度高的牌号,能够刃磨出所需的形状和切削角度,以减少刀具磨损、崩刃而导致的换刀时间。
对于粗车刀,为了减小车削细长轴产生的弯曲变形,要求车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响最大。前角的大小直接着影响切削力、切削温度和切削功率。增大前角,可以使被切削金属层的塑性变形程度减小,切削力明显减小。所以在细长轴车削中,在保证车刀有足够强度前提下,尽量使刀具的前角增大,前角一般取γo=15°~30°,不仅有效减少振动,有利于断屑,也能保持刀具一定的刚度;后角适当减少,有利于减振。一般后角αo取2°~3°为宜,能够提高刀具的刚性,减少振动;选择大的主偏角,使径向切削力明显减小,在车削细长轴时,一般采用大于80°的主偏角,使用中心架、跟刀架车削光轴时,主偏角κr选取在85°~90°;为了减少刀具副后刀面与已加工表面的摩擦而引起的振动;副偏角可以加大至20°~60°;刃倾角λS影响着车削过程中切屑的流向、刀尖的强度及3个切削分力的比例关系。随着刃倾角的增大,径向切削力明显减小,在车削细长轴时,常采用正刃倾角λS=3°~10°,以使切屑流向待加工表面。
对于精车刀,高速车削特细长轴时,可以选用机夹可转位精车刀,刀片材料为Ti(CN)金属陶瓷,牌号为TN60,不仅硬度及耐磨性较高,其抗弯强度要高于其他金属陶瓷材料。刀片为V形,前角γo=5°,后角αo=10°,λS=0°,刀尖角εr=35°,该刀尖带有rε=0.3mm的圆弧修光刃。精车时,使加工表面稳定达到Ra=0.4~0.8μm。低速精车时,可以使用宽刃细长轴精车刀,刀具材料:YG6。还可以是高速钢和其他钨钴类、钨钛钽(铌)钴两类硬质合金。刀杆最好使用弹性弹簧刀杆,以利于减振。
(3)刀具的安装 安装粗车刀时,刀尖应高于零件中心0.3~0.8mm,使车刀后面与零件有轻微的接触,增加了切削过程中的稳定性;安装宽刃精车刀时,刀刃应低于零件中心0.2~0.5mm,使车刀的实际工作后角增大,减少对零件的摩擦,提高零件的表面质量,也能防止刀刃啃入零件。使用机夹可转位车刀加工光轴时,若有跟刀架支撑,刀头安装向右倾斜一定角度,使车刀的主偏角κr小于90°,在85°~90°,使刀具切削时有一定的径向切削力使零件顶在跟刀架上,以避免零件跳动引起切削振动和扎刀。
5.减少零件的热伸长
(1)合理使用切削液 由于防护罩的存在,为在数控机床上充分使用切削液提供了可靠的保证,在车削塑性材料时,一定要使用切削液,不仅有利于断屑,并可以避免材料软化形成积屑瘤,非常有效地减少零件热伸长和变形,明显降低零件表面粗糙度,提高刀具寿命,同时对中心架和跟刀架进行润滑。由于细长轴零件刚性差,为了避免切削变形,即使粗加工时,其背吃刀量也不宜过大,切削速度较低,因此,无论是粗加工或精加工,均使用润滑为主的切削液,如极压切削油、较高浓度极压乳化液等。使用时,宜采用大流量连续浇注的方法,以便同时对刀具和支承附件进行润滑。
(2)使用弹性活动顶尖 采用一夹一顶方式装夹零件时,最好使用弹性活动顶尖支承,能够有效减少零件热伸长所造成的强迫弯曲。在加工脆性细长轴类零件时,由于不便使用切削液,零件的热伸长不可避免,所以,一定使用弹性活顶尖,以减少零件的热伸长对零件形位精度的影响,保证切削的顺利进行。
6.编程技巧的应用
车削细长轴零件,走刀路线长,切屑极可能缠绕在零件、刀具、支承附件上,损坏刀具、划伤已加工表面,影响切削的顺利完成,车削时,除了以合理的切削用量和断屑槽进行断屑外,也可以使用“G04”暂停指令进行程序断屑;使用机床操作面板上的“进给保持”功能在不停机状态下,调整支承附件、顶尖的接触程度;使用“M00” 暂停指令和“M01”选择停指令进行尺寸检查、调整卡盘夹紧力、支承附件、顶尖的支承程度;使用一台数控车床成批加工脆性材料时,还可以使用“M00”暂停指令进行程序暂停,卸下粗加工后温度较高的留有精加工余量的工件,重新装夹已冷却至室温的工件进行精加工,以保证加工精度,减少等待时间。
受生产条件和零件结构限制,不能使用增加刚性的支承附件时,零件经常出现中间粗、两头细的腰鼓变形,使零件的尺寸和圆柱度超差。在实际加工时,可以通过测量零件中间和两头的尺寸,计算出其凸圆弧半径r,在手工编程时,采用逆向加工。以加工凹圆的方法,使用G02圆弧插补指令,按G02X(A)Z(B)R(r)凹圆编程,弥补零件的腰鼓变形(走刀轨迹见图2)。
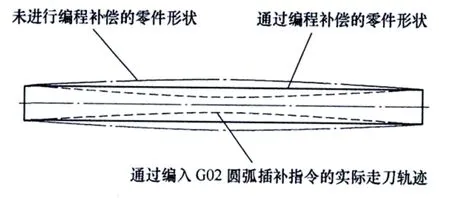
图2
尾座上的顶尖与主轴轴线有很细微的不重合时,细长轴零件就会形成圆锥轮廓,使细长轴零件的直径尺寸和圆柱度超差。在实际加工时,手动调整尾座顶尖与主轴轴线的同轴度一丝不差较为困难,此时可以通过编程方法纠正轴线不重合。例如在加工图1零件时,经过首件加工,测量拉伸部分右端尺寸为φ16.00mm,左端尺寸为φ15.95mm,按图样尺寸公差要求,出现左小右大的倒锥轮廓,试件的尺寸超差。实际采取左大右小的正锥轮廓编程,以补偿形状误差。其精车程序如下(使用DASEN-3i系统编程):
…
G01 X16.Z50.F0,07;
G01X16.05 Z450.;(零件左端实际尺寸车成φ16.00mm)
…
走刀轨迹如图3所示。
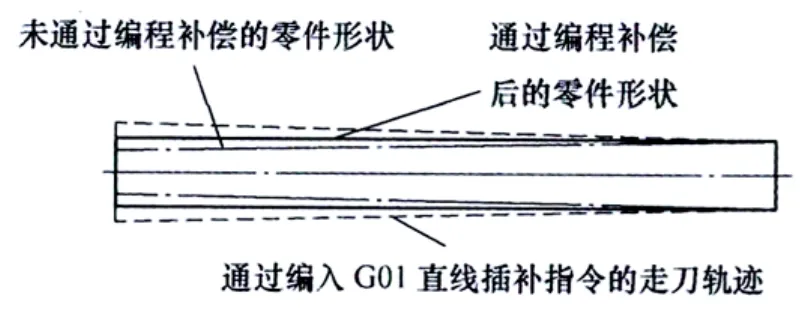
图3
7.结语
在数控车床上加工细长轴虽然比较困难,但只要抓住车削特点,充分利用数控加工技术的优势,针对细长轴零件的尺寸、形位、表面粗糙度的要求、结构以及毛坯情况,从数控车削细长轴的六个关键技术入手,加工细长轴就不再是一个难题了。
20121212)