线结构光多分辨率测量系统
2013-04-09张维光
张维光
(西安工业大学 光电工程学院,陕西 西安 710032)
0 前言
在航空航天、矿山机械、大型水电机组等重型机械应用领域,复杂型面工件被大量采用,这些工件的测量一般采用间接检测方法。通过对工件表面点的位置坐标或一些几何量测量后,再通过推演解算获得对工件的测量评价结果[1]。复杂型面物体测量常见的方法之一是基于三坐标测量机的逐点检测法。这种方法的优点是单点检测数据精度高,缺点是检测速度慢,检测轨迹及人为因素对检测结果影响大[2-3]。光学精密测量方法是应用于大尺寸、复杂型面物体测量的一种有效方法,具有非接触、比逐点测量法效率更高等特点[4]。本文针对航空发动机叶片复杂型面工件检测要求,提出了多个线结构光源系统及多个图像传感器检测技术方案,讨论了检测系统单相机成像系统模型,绘制了系统设计过程及测量过程进行系统参数设置的参考图表,设计完成一种单相机成像系统组成结构。并通过测量系统完成了对航空发动机叶片的测量。
1 测量系统方案设计
如图1 所示,航空发动机叶片是一种典型的复杂型面工件。其检测是通过测量叶片尾缘棱线垂直截面轮廓曲线,并对曲线进行分析解算出叶片几何形状信息参量[1]。用垂直于叶片棱线的截面截取获得的叶片轮廓线称为气动数据曲线。叶片气动数据曲线叶盆与叶背处曲率小,前缘和尾缘处曲线的曲率大。气动数据曲线外接矩形边长最大值约为100 mm,尾缘处曲线的半径最小值约1 mm。测量要求对气动数据曲线上点的空间位置误差小于0.05 mm。因此叶片整体形貌具有测量范围大,测量精度高等特点。
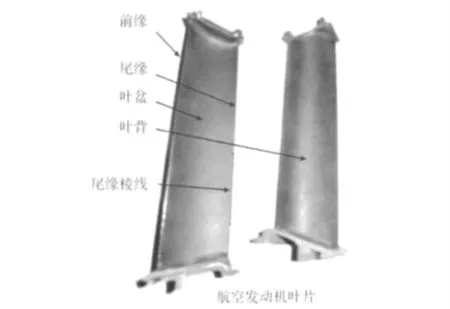
图1 被测叶片Fig.1 Blades under test
基于线结构光的多分辨率测量技术方案如图2 所示,测量系统由四相机成像子系统,多线结构光光源子系统及一个闭环控制机械机构组成。相机1 和相机3 具有大的视场,较小的放大倍率,用于测量叶片的叶盆和叶背轮廓。相机2 和相机4可以绕测量系统中心旋转,放大倍率大视场小,用于对准叶片的前缘与尾缘。光源系统由4 个或多个线结构光激光器组成,当待测物体被机械机构带动在仪器中心上下运动时,线结构光会在物体表面形成一条闭合光带,光带的形状包含有三维物体轮廓的截面形状信息。成像子系统从四个方向采集光带的图像,经过系统标定和图像数据解算得到物体一个截面的空间分段曲线。对分段曲线进行数据拼接处理得到物体一个截面的轮廓测量数据。根据叶片测量精度要求,设置上下运动机构的运动步长。工件在系统中上下运动一次,完成一次测量过程。各成像子系统的物距和像距以及其在空间对准的位置可以根据测量要求进行调整,从而有效地提高测量系统的适应性。
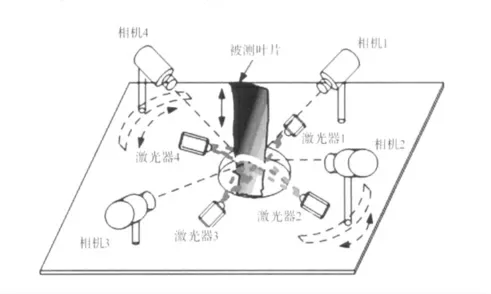
图2 叶片测量技术方案Fig.2 Scheme of blade measuring technology
2 测量系统建模
测量系统的方案确定后,根据测量范围及测量精度确定系统参数,完成系统理论建模是设计过程的重要环节。成像系统建模以像平面光带特征点提取误差作为主要误差源。针对不同的系统参数,分析光带特征点提取误差所引起的光带截面数据点的空间误差。成像系统建模采用透镜成像针孔模型与径向畸变模型为理论基础[5],结合了世界坐标系向像平面坐标系的坐标变换。世界坐标与像平面坐标之间关系示意图如图3 所示。Oc- XcYcZc为世界坐标系右手系;O- XY为摄像机坐标系;O-XYZ为像平面坐标系,它们都是左手系。光轴与线结构光平面夹角为α;为了满足成像Scheimpflug 条件,像平面法线与光轴夹角为β;摄像机光心在O-XYZ 坐标系中的坐标为Oc(0,Hy,Hz),世界坐标系Oc-XcYcZc中任一点在Oc-XcYcZc坐标系中的坐标为H]T,根据坐标系变换关系可得
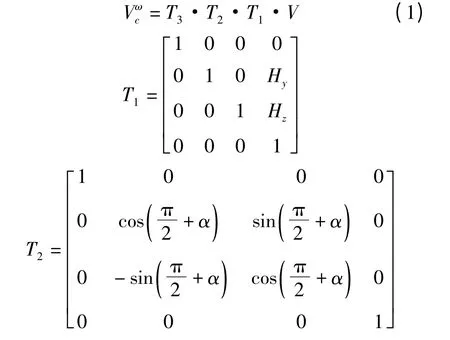
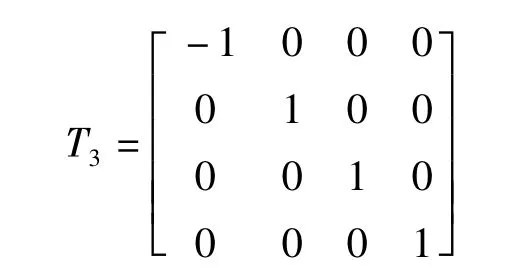
a1,b0为O-XYZ 坐标系原点成像时的物距和像距。从摄像机坐标系向像平面坐标系应用透视变换,在系统实现过程中,由于β 值小,取β≈0,可得

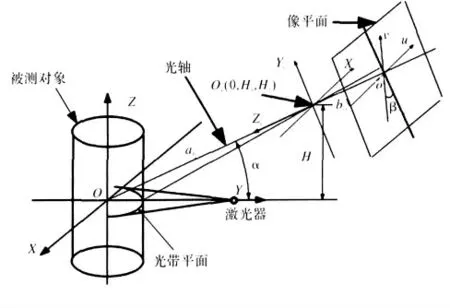
图3 世界坐标与像平面坐标之间关系示意图Fig.3 Relationship between world coordinate and image plane coordinate
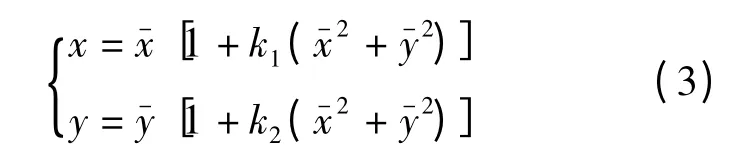
式中,k1、k2为光学系统成像径向畸变系数,当k1、k2较小时,式(2)、(3)可近似为
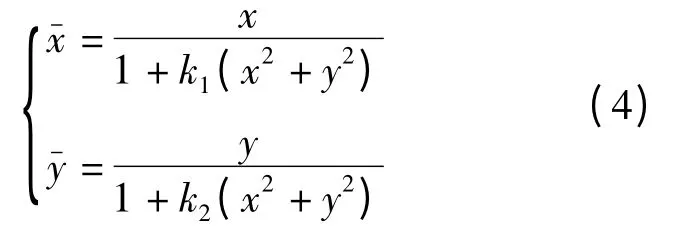
选取结构光带平面为O-XYZ 坐标系中Z=0 的平面,求取式(4)关于(X,Y)坐标的雅可比矩阵
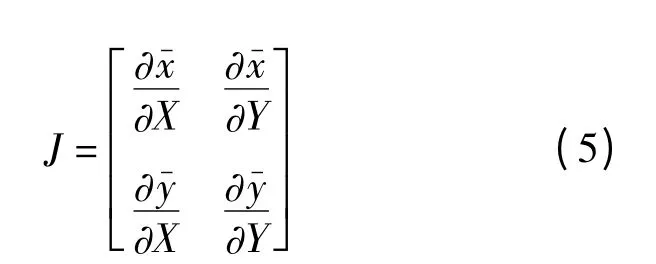
Det(J)是雅可比矩阵J 的行列式,计算测量范围内任一点P(X,Y)的Det(J)。在测量范围内通过计算均可得到Det(J)≠0。根据反函数组定理[6],式(4)所述函数组在P 点的某邻域内反函数组存在,即
根据测量系统在测量范围100 mm ×100 mm范围内精度0.05 mm 的要求,选取系统参数:成像系统焦距,成像系统物距和像距,图像传感器的参数,以及光带特征平面与成像透镜光轴之间的夹角α,像平面法线与光轴夹角为β。系统参数α 选择为45°,可以兼顾系统成像质量及测量精度。α 角度值大,根据激光三角法出射光束与反射光束之间的夹角大,系统可能采集到不完整的光带图像。α 角度值小,根据激光三角法测量原理,系统的测量精度会降低。
在光电成像系统设计过程中,首先确定光电成像传感器参数可以简化系统设计。成像传感器与系统建模有关的主要参数有靶面尺寸和像元尺寸,靶面尺寸与系统的测量范围有关,像元尺寸与系统的测量精度有关。成像系统焦距是决定系统的测量范围另一主要因素。当选取成像系统焦距为25 mm 时,物距a0=324.99,像距b0=27.08,及通过系统标定透镜径向畸变系数:k1=0.0029,k2=0.0036 作为一组系统参数。这时当图像数据提取测量数据空间位置误差是单个像元时(=0.0052 mm),ΔS 在测量范围内的分布如图4 所示。图4 是成像平面光带特征点提取误差相同时测量系统世界坐标系中测量误差分布规律,离成像子系统越远,测量误差越大。图4 所对应的系统参数在Y 方向[-10,50]范围内,测量误差小于系统设计要求0.05 mm。因此,图4 中所选的系统参数是一组有效的系统参数,可以应用于对航空发动机叶片叶盆及叶背轮廓的测量时系统参数选取的依据。
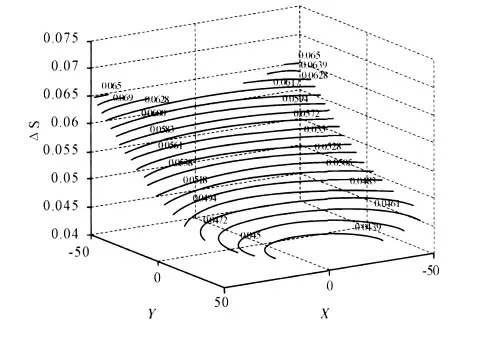
图4 焦距f=25 mm,a0=324.99,b0=27.08 时ΔS 随X 和Y 的分布曲线Fig.4 Distribution variation of ΔS with X and Y as focal length f=25mm,a0=324.99,b0=27.08
当进行叶片前缘尾缘测量时,改变系统焦距、像距和物距,像面特征点提取误差为一个像元大小时,在测量范围20 mm×20 mm 内都可满足0.050 mm 测量精度的要求。图5 是叶片前缘和尾缘检测系统参数设置的依据图表之一。在实际的数据处理过程中,图像特征点的提取误差小于1 个像元,这时测量系统误差主要受线结构光的宽度影响,测量数据点以在一定误差范围内随机分布,需采取有效的曲线平滑方法提高测量精度。
在系统设计过程中,图4 和图5 是确定系统参数设计图表的一部分。根据测量对象的要求及上述系统模型,绘制出各种测量需求情况下的图表,作为选择系统参数和改变系统参数设置的依据。从系统模型可知各测量子系统可以获得不同精度的测量数据,从而使测量系统具有多分辨率测量系统的特征。
3 测量系统研制与测试
3.1 成像子系统设计
根据成像系统模型分析,成像子系统的结构必须满足以下几点:成像系统的光轴与光带特征平面的夹角α 近似为45°,成像子系统的像距b0和物距a0应能在一定范围内调整。光轴与摄像机像平面之间的夹角β 能在微小范围内调整,以满足成像的Scheimpflug 条件。设计完成的一种成像子系统的结构图如图6 所示。摄像机固定在一箱体内,箱体上下有半圆形的轨道,安装摄像机的夹具可以通过箱体尾部的调整杆在箱体内前后滑动,改变成像子系统的像距b0。透镜安装在箱体的前面板上,前面板与箱体之间用夹有弹簧的螺钉固定,通过螺钉可以调整透镜光轴与摄像机像平面之间的夹角β。安装摄像机的箱体固定在一手动调整位移台上,可以对成像系统的物距a0进行精确调整。手动调整位移台安装在可使摄像机在较大范围内滑动的滑动支架上,用于大范围调整成像子系统物距a0时使用。滑动支架固定一水平滑块上,滑动支架的滑动支撑面与水平成近似45°。水平滑块可带动滑动支架在水平方向沿导轨前后移动,调整成像子系统的测量范围。
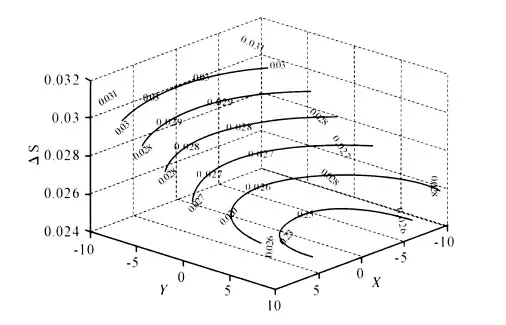
图5 焦距f=35 mm,a0=109.88,b0=38.46 时ΔS 随X 和Y 的分布曲线Fig.5 In the range of 20 mm×20 mm,distribution variation of ΔS with X and Y as focal length f=35mm,a1=109.88,b0=38.46
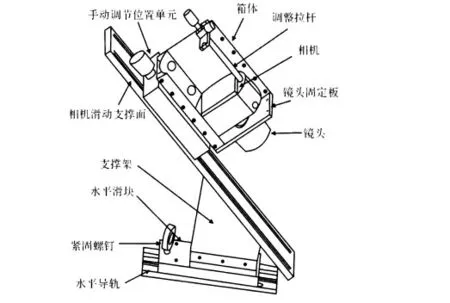
图6 成像子系统示意图Fig.6 Schematic diagram of imaging subsystem
3.2 测量系统的研制与测试
研制的线结构光多分辨率测量系统如图7 所示,在对航究发动机叶片测量时,应用专用夹具将叶片固定在载物台上,叶片尾缘的棱边与机械系统运动方向一致,这时系统测量的闭合曲线就是叶片的气动数据曲线。应用测量系统获得的叶片一组气动数据曲线如图8 所示,测量数据的拼接结果如图9 所示,经过文献[7]所述的测量系统误差校正方法,测量系统在100 mm×100 mm2范围内,对叶片表面点的空间位置测量误差小于0.05 mm。根据测量数据重构的叶片三维形貌如图10 所示。
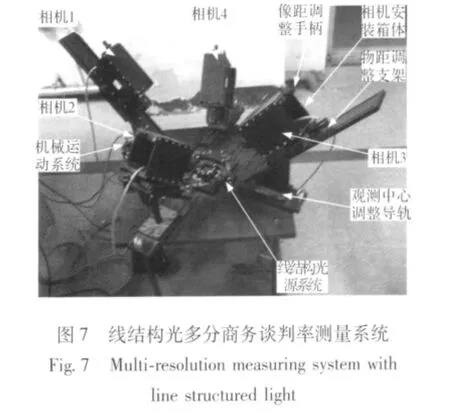
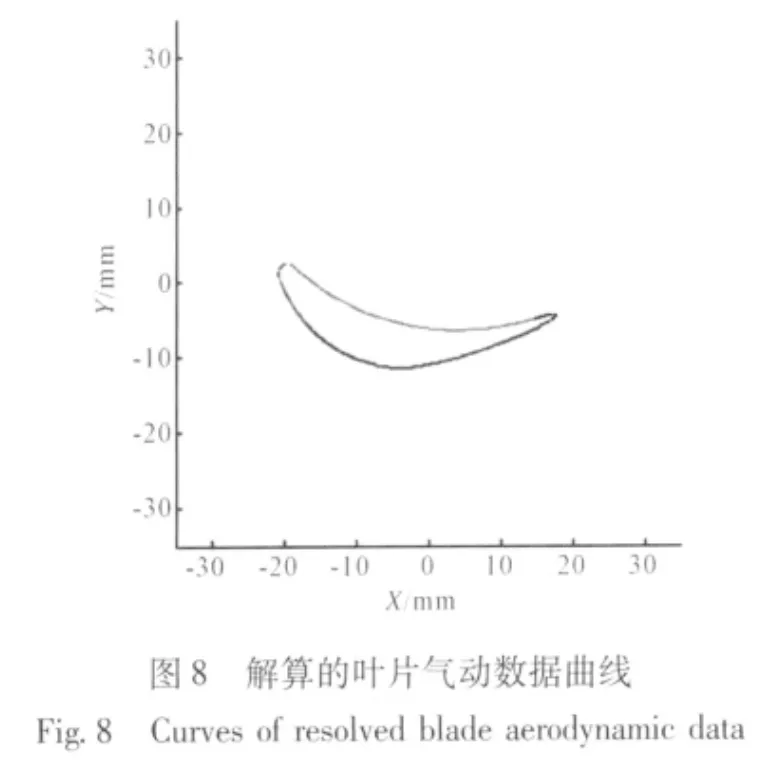
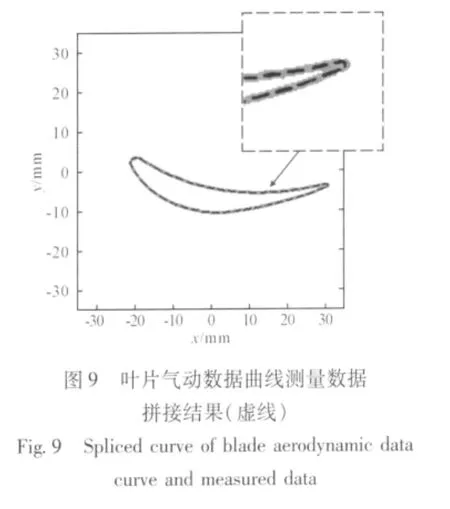
图10 叶片三维轮廓测量结果Fig.10 Measured 3D profile of blade
4 结论
应用线结构光源系统及多成像系统对航空发动机叶片进行检测是可行的。通过讨论透镜成像模型、畸变模型及坐标系之间的变换关系,建立单相机成像系统的理论模型,获得了系统测量范围、测量精度与系统参数之间的关系,并绘制了系统设计和测量过程中选择系统参数的参考图表。根据系统模型研发的测量系统经过实验分析,使测量系统在100 mm×100 mm 测量范围的精度达到0.05 mm,达到了系统设计要求。论文提出的单相机成像系统模型对于开发同类系统具有较为广泛的适应性。
[1]王玉,刘涛,单纯利.航空发动机叶片评价方法[J].计量、测试与校准,2011,31(6):33-36.
[2]刘国良.三坐标测量机的技术发展及检测标准[J].重型机械科技,2002(2):26-31.
[3]康敏,徐家文.用三坐标测量机检测整体叶轮叶片型面误差[J].工具技术,2002,36(18):55-57.
[4]吕亚臣,徐绍堂,张鹏,等.大型结构复杂工件尺寸与形位误差的测量方法[J].重型机械,1998(2):49-51.
[5]王昭,谭玉山.空间编码高速三维轮廓测量技术一原理和方法[J].激光与红外,1998:28(4),238-242.
[6]华东师范大学数学系.数学分析[M].北京:高等教育出版社,1991:58-190.
[7]张维光,赵宏.线结构光多传感器三维测量系统误差校正方法[J].西安交通大学学报,2011(6).
[8]梅冬琴,刘巨保,李治淼,等.基于加速器传感器的钻柱振动测量方法研究[J].石油矿场机械,2012(4).
[9]赵明安,孙大刚,张海龙,等.大型风力机叶片三维建模及模态分析[J].太源科技大学学报,2012(3).
