PET熔融挤出后的特性黏数变化
2013-03-26王益龙王润桥
张 林,王益龙,王润桥
(大连理工大学化工学院高分子材料系,辽宁省大连市 116024)
聚对苯二甲酸乙二酯(PET)是饱和热塑性聚酯的一种,用差示扫描量热法(DSC)测出的熔融峰对应的温度为256 ℃左右,需要的加工温度高,在熔融状态下具有很好的流动性,熔体强度低,结晶速率慢,且熔体黏度随PET的特性黏数([η])变化剧烈[1]。目前PET在工业上主要用于纺丝、挤出透明片材、吹塑软包装饮料瓶等,加工方法主要是挤出法。PET的熔体行为与绝大多数聚合物不同,在挤出加工过程中极易造成大分子的热降解和水解,导致加工后产物的[η]降低,使制品的力学性能明显下降[2-4]。因而选择最适宜的挤出加工设备和工艺条件,对减少PET的降解和获得优质的工业制品十分重要。本工作针对这一课题进行了系统的研究。
1 实验部分
1.1 主要原料
PET,86-K,[η]为0.86 dL/g,中国石油天然气股份有限公司辽阳石化分公司生产;1,1,2,2-四氯乙烷,分析纯,天津博迪化工有限公司生产;苯酚,分析纯,天福精细化工有限公司生产。
1.2 主要设备
SJ20/25型单螺杆挤出机,螺杆直径20 mm,长径比为25,螺杆头部带有直槽型混炼件,上海轻工机械有限公司生产; CTE-35型同向紧密啮合双螺杆挤出机,螺杆直径35 mm,长径比为36,科倍隆科亚(南京)机械有限公司生产;反应型挤出机,单螺杆型,螺杆直径30 mm,长径比为35,大连理工大学设计制造[5];精密控温玻璃水浴,巩义市英峪予华仪器厂生产,控温精度为±0.05 ℃。
1.3 PET的干燥和水分含量测定
将PET粒料在140 ℃真空干燥4 h,冷却至室温,即得干燥的PET原料。
取干燥的100 mL烧杯,称重(W0);装入半烧杯的PET,称重(W总),140 ℃条件下干燥8 h后取出,冷却至室温,再称重(W干)。 按式(l)可计算出PET的水分含量。

1.4 [η]的测定
准确称量0.125 g的挤出产物,置于25 mL容量瓶中,加入苯酚与1,1,2,2-四氯乙烷混合溶剂(质量比为1∶1),在80 ℃的铝加热板上溶解6 h,全部溶解后冷却至室温,再滴加苯酚与1,1,2,2-四氯乙烷的混合溶剂至容量瓶刻度。
采用乌氏黏度计、一点法测定,测定温度(25.00±0.05)℃,溶液先用40 mL的G3砂芯漏斗(滤板孔径16~30 µm)过滤,去除杂质,再用黏度计测定流出时间,按式(2)计算产物的[η]。

式中:ηr为相对黏度,ηr=t/to,t为溶液流出时间,to为纯溶剂流出时间;ηsp为增比黏度,ηsp=ηr-1;C为试样的质量浓度,为0.005 g/mL。
2 结果与讨论
2.1 单螺杆挤出机挤出产物的[η]
2.1.1 挤出温度的影响
使用单螺杆挤出机挤出干燥的PET,实验用的单螺杆挤出机的螺杆与工业上普通成型用的螺杆型式相同。控制螺杆转速为90 r/min,保持挤出机的加料段温度为240 ℃、机头温度为240 ℃,同时改变挤出机螺筒上压缩段和均化段的温度(简称挤出温度),每个试样为500 g。挤出PET前,采用色母粒标记物料运行情况,测得在螺杆转速为90 r/min时,物料在挤出机中的停留时间为2 min,该值在不同挤出温度下基本保持不变。挤出实验发现:挤出温度为250 ℃时,尽管低于PET的熔点,但挤出也能平稳运行,挤出样条塑化均匀,这是由于螺杆旋转时与物料颗粒摩擦生热,使物料的实际温度高于螺筒温度所致;但当挤出温度达到290 ℃时,挤出样条变得微黄,刚出模口时样条的熔体强度很小,牵引很困难。
从图1看出:挤出温度为250 ℃时,产物的[η]最高,达0.85 dL/g;随着挤出温度的提高,产物的[η]显著下降,290 ℃时产物的[η]只有0.66 dL/g,比原料的[η](0.86 dL/g)低0.20 dL/g,下降了23.0%;按平均值计算,挤出温度每提高10 ℃,产物[η]降低5.8%;在较低挤出温度时,产物基本不降解,有利于挤出产物保持较高的[η]。挤出温度为250 ℃时,即能保证挤出的平稳进行,又能保证原料基本不降解。因此,250 ℃是最适宜的挤出温度。

图1 单螺杆挤出机挤出温度对产物[η]的影响Fig.1 Effect of the temperature on the intrinsic viscosity of the extruded product with single-screw extruder
2.1.2 螺杆转速的影响
用单螺杆挤出机挤出干燥的PET,控制挤出机各段温度为:240,260,260,240 ℃(机头)。从图2可以看出:在任何螺杆转速下挤出PET,挤出产物的[η]均低于原料的[η],表明物料在高温挤出机中的停留都会存在一定程度的热降解和水解;随着螺杆转速的提高,PET的[η]逐渐增加,这是因为螺杆转速越高,物料的停留时间就越短,PET受热分解的就越少,因而挤出产物的[η]就越高;当螺杆转速为90~105 r/min时,挤出产物的[η]近似达到恒定值,已经非常接近原料的[η],表明PET的降解程度最低。

图2 单螺杆挤出机螺杆转速对产物[η]的影响Fig.2 Effect of the screw rotational speed on the intrinsic viscosity of the extruded product with single-screw extruder
2.1.3 PET水分含量的影响
配制不同水分含量的试样,控制单螺杆挤出机各段温度分别为:240,250,250,240 ℃(机头)。从表l可以看出: 在螺杆转速相同的情况下,随着PET中水分含量的增加,挤出产物的[η]呈下降的趋势;对相同水分含量的PET,当挤出机的螺杆转速由45 r/min提高到90 r/min时,挤出产物的[η]略有提高。

表l PET水分含量对挤出产物[η]的影响Tab.1 Effect of the water content of PET on the intrinsic viscosity of the extruded product
实验结果表明:原料含水量越低,PET分子越不易降解,因此,在挤出PET时,应尽可能烘干物料;较高的螺杆转速可有效地防止挤出过程中PET的热降解和水解。
2.2 双螺杆挤出机挤出产物的[η]
使用双螺杆挤出机挤出PET,挤出机各段温度分别为:240,260,260,260,260,260,260,260,250 ℃(机头)。将PET烘干,每个试样质量为2 kg,螺杆转速从低速开始调节,依次序加料,根据物料的停留时间和返混时间,截取纯净的试样测试[η]。使用双螺杆挤出机挤出过程中发现:在各个螺杆转速下产物均能从模口处均匀地挤出;在螺杆转速为100 r/min时,物料在螺筒中停留时间为2 min左右。
从图3可以看出:螺杆转速为100~150 r/min时,挤出产物的[η]达最大值(约为0.68 dL/g);双螺杆挤出机挤出产物的[η]均远低于原料,经过计算得知,在这些螺杆转速下,挤出产物的[η]平均降低23.5%。
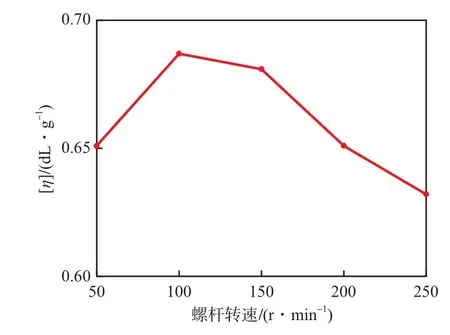
图3 双螺杆挤出机螺杆转速对挤出产物[η]的影响Fig.3 Effect of the screw rotational speed on the intrinsic viscosity of the extruded product with twin-screw extruder
将图3与图2比较可以发现:PET经双螺杆挤出机挤出后,产物的[η]降幅远大于单螺杆挤出机的,表明双螺杆挤出机不适合加工PET。
2.3 反应型挤出机挤出产物的[η]
使用高长径比、物料停留时间长、螺筒有真空排气功能的反应型挤出机挤出PET,挤出机各段温度为:240(加料段),260,260,260,250 ℃(机头)。实验中先在排气段(真空度为0.1 MPa)调节螺杆转速,收集挤出产物;然后将排气段不抽真空,即在自然排气的情况下调节螺杆转速挤出,测定挤出产物的[η]。从图4可以看出:反应型挤出机的排气段抽真空有利于提高挤出产物的[η],经过计算得知,排气段真空度为0.1 MPa时,挤出产物的[η]比原料平均下降10.5%,PET热降解程度大于使用单螺杆挤出机。排气段自然排气时,挤出产物的[η]比原料平均下降27.4%;随着螺杆转速的提高,挤出产物的[η]略有提高,说明PET在高温的挤出机螺筒中长时间停留会产生较大程度的热降解。
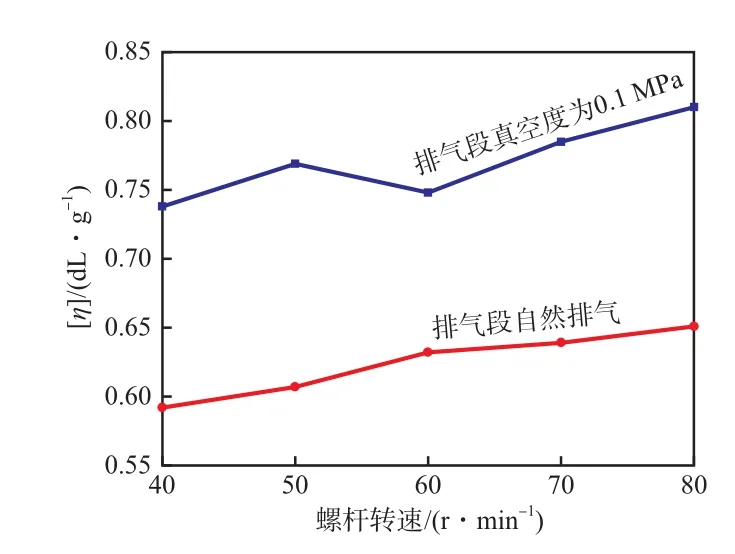
图4 反应型挤出机螺杆转速对挤出产物[η]的影响Fig.4 Effect of the screw rotational speed on the intrinsic viscosity of the extruded product with reactive extruder
3 结论
a)使用单螺杆挤出机挤出PET时,挤出产物的[η]降低最少;使用双螺杆挤出机和反应型挤出机,挤出产物的[η]降低较多。使用双螺杆挤出机挤出PET时,不同螺杆转速下挤出产物的[η]比原料平均降低23.5%。
b)PET最适宜于使用单螺杆挤出机进行挤出成型,最适宜的工艺条件:挤出机各段温度为240,250,250,240 ℃(机头),螺杆转速为90~105 r/min,彻底烘干PET。
[1] 张武最,罗益锋,杨维榕. 化工产品手册——合成树脂与塑料和合成纤维[M]. 第三版. 北京: 化学工业出版社,2002:314-318.
[2] Awaja F,Pavel D. Recycling of PET[J]. European Polymer Journal,2005,41(7): 1453-1477.
[3] 顾家耀,姚剑豪. 高相对分子质量PET降解速率的研究[J].合成纤维工业,2004,27(2): 10-12.
[4] Forsythe J S, Cheah K, Nisbet D R, et al. Rheological properties of high melt strength PET formed by reactive extrusion[J]. Applied Polymer,2006,100(5): 3646-3652.
[5] 王益龙,郭继宁,张航空,等. 反应式挤出机的设计及应用[J]. 现代塑料加工应用,2000, 12(1): 34-36.