纸制金融产品拍打整理机构及其检测装置设计
2013-03-25王冲郭建伟朱斌刘从军李亚男王栋
王冲, 郭建伟, 朱斌, 刘从军, 李亚男, 王栋
(北京强度环境研究所,北京 100076)
1 引言
在现代社会中,人们的生产和生活离不开用于交易的纸制金融产品[1-2]。随着国民经济的发展,对纸制金融产品的需求量逐步增大,同时对产品的各方面品质也提出了更高的要求,相应地要求纸制金融产品裁切生产线的裁切效率和质量更高。
纸质金融产品自动化裁切生产线是一种集机械、电气、液压及气动于一体的全自动生产线,应用于印制系统印钞产品检封完成工序的自动化设备,其能够对所生产产品的裁封质量和数字安全进行严格控制,并实现印钞产品的裁切、捆扎、包装等工序的自动化生产。裁切生产线是将大张的成摞纸制金融产品分别进行大张去边、裁长条、捆扎、切小张等过程,最后获得用于流通的金融产品。大张产品经过切条机构后,被裁切成长条产品,由于裁切刀及产品纸等多种原因,裁切后的长条产品的整齐度不高,难以满足后续捆扎工序对长条产品整齐度的要求。
为解决长条产品整齐度不高的实际问题,本文设计了拍打整理机构,以及长条产品整齐度检测装置,为后续捆扎等工序环节提供了必要的保障。
2 机构组成及工作原理
拍打整理机构是纸制金融产品裁切生产线上的核心部件之一,其主要功能是把长条金融产品横向和纵向拍打整理整齐,提高长条产品的整齐度,为后续捆扎机构的顺利工作做准备。
2.1 机构主要组成
如图1所示,拍打整理机构主要由横向拍打气缸及其传动连杆、左右横向拍板安装座、前后纵向拍板轴安装座、前后纵向拍板轴、拍板和纵向拍打气缸等组成。

图1 拍打整理机构结构图
纵向拍打气缸通过连杆带动前后纵向拍板轴绕其轴心线旋转运动,最大旋转角度不超过90°,前后纵向拍板固定安装在前后纵向拍板轴上,与拍板轴一起旋转运动,起到纵向拍打作用;横向拍板安装座可以在纵向拍板轴上左右滑动,左右横向拍板固定安装左右横向拍板安装座上,横向拍打气缸通过连杆带动横向拍板安装座在纵向拍板轴上左右滑动,左右横向拍板随着拍板安装座在纵向拍板轴上左右滑动,起到横向拍打作用。
2.2 机构工作原理
当长条产品进入拍打整理机构正下方时,通过启动横纵向气缸的伸缩配合带动横纵拍板动作。拍板对产品的前后和左右端进行拍打撞齐整理动作,待拍板整理整齐后,产品脱离拍打整理机构,下条产品进入。
为适应不同长度和宽度的长条金融产品,拍打整理机构可以通过调节横纵向拍板的位置来实现,具体方法如下:
(1)长度调节
通过调节前纵向拍板轴在纵向拍板轴安装座内的位置来实现前后2个纵向拍板轴间距,也就实现了安装在拍板轴上的2排纵向拍板的间距。
(2)宽度调节
调节传动连杆,通过调节右横向拍板安装座在2根纵向拍板轴内滑动的位置来调节左右2个纵向拍板座的间距,也就实现了安装在拍板轴上的纵向拍板的间距。
3 工作过程分析
拍打整理机构可以将长条金融产品的横纵向端面拍打整理整齐。拍打动作是由3个气缸驱动各个连杆、横纵向拍板间协调一致来实现的。
拍打整理机构的工作过程如图2所示。

图2 工作过程分析图
由图2(a)可知,当长条产品即将进入金融拍打整理机构的下方时,前后纵向拍板打开,左右横向拍板相反方向分离,等待长条产品的进入。
由图2(b)可知,当长条产品进入拍打整理机构下方时,前排纵向拍板把长条产品前端边缘撞齐,后排纵向拍板和左右横向拍板没动作。
由图2(c)可知,后排纵向拍板迅速下落并撞齐长条产品后端边缘,左右横向拍板未动作。
由图2(d)可知,前后2排纵向拍板迅速分离打开,而左右横向拍板未动作。
由图2(e)可知,前后2排纵向拍板与左右横向拍板同时动作,对长条产品的前后及左右4个断面进行拍打撞击,以达到拍打整齐的目的。
由图2(f)可知,前后2排纵向拍板与左右横向拍板同时向外分离,等待长条产品被输送出拍打机构。
通过对图2的分析可知,拍打整理机构对1条产品拍打整理的周期过程中,拍打整理的具体步骤为:前排纵向拍板拍打产品前端→后排纵向拍板拍打产品后端→前后左右拍板同时拍打产品4个端面→前后和左右拍板同时向外分离。
4 整齐度检测
拍打整理机构对长条产品拍打整齐后,整齐度是否满足捆扎机构的工作要求成为拍打整理机构作业效果好坏的核心指标,图3为拍打整理机构作业前、中、后对比图。所以,被推送机构送至捆扎机构前的长条产品必须经过整齐度的检测,只有整齐度合格的产品才能进入捆扎机构进行捆扎。
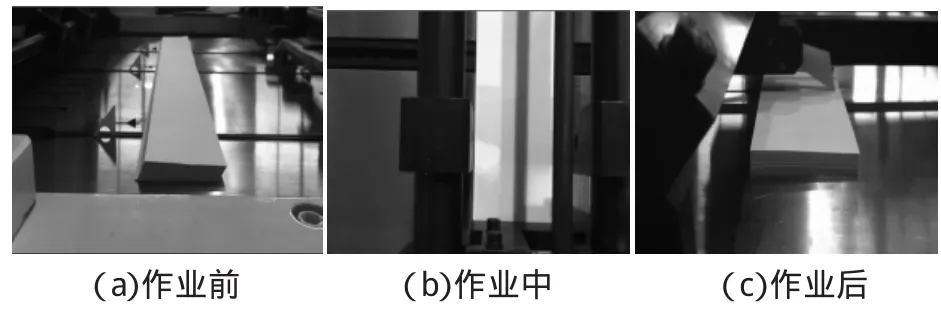
图3 作业前、中、后对比图
4.1 检测装置组成
本检测装置主要由安装在拍打机构后的4个光电传感器及其配件组成[3]。传感器布置在长条产品进入捆扎机构前的垂直正上方,通过4个传感器的安装位置来检测长条产品整齐度。
如图4,图中点 1、2、3、4分别为4个传感器相对位置。传感器1与2间距为X,传感器3和4在一条水平线上,传感器1与传感器 3、4间距为 L1,传感器2与传感器3、4间距为L2,产品宽度方向允许的误差范围X=L1-L2(其中,L1大于产品宽度,L2不大于产品宽度)。
产品整齐度是通过传感器1与2间的距离X来衡量的,X值越大,整齐度越小,X值越小,整齐度越大。所以,只要指定检测距离X能够满足某一个值,后续的捆扎机构能够顺利进行,就证明整齐度满足要求。
距离X值的选择要适当,太大则不能满足后续捆扎机构的工作要求,太小则导致检测装置频繁报警,影响正常工作,通过实际生产,一般选取X=1.5~3mm。
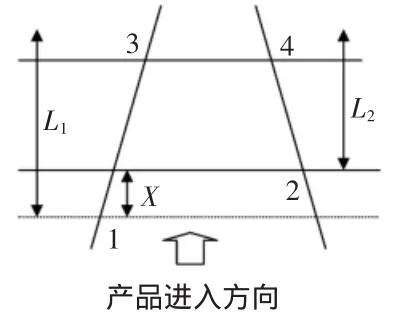
图4 传感器位置关系图
4.2 工作原理
当长条产品被推送至传感器1正下方时,传感器2能检测到产品条的后缘;而此时2个平行的传感器3和4不应立即检测到产品条的前缘。在经过X段距离后,传感器1已检测不到产品条的后缘,传感器2能检测到产品条的后缘,而传感器3和4同时检测到产品条的前缘。如果产品规格的宽度尺寸发生变化时,则需要调节传感器3和4的位置。
通过对检测装置工作原理的分析,在确定了距离X值的情况下,总结出在以下几种情况下,长条产品的整齐度不合格:(1)产品前缘刚进入传感器1时,其他传感器也检测到有产品;(2)产品前缘刚进入传感器2,传感器3和4就检测到了产品;(3)传感器2检测到产品后缘,而传感器3和4未检测到产品;(4)产品后缘离开传感器2时,传感器3和4也检测不到产品。
实际生产过程中,为保证长条产品一定整齐度以及生产过程不频繁报警,传感器1和2之间的距离X值需要适当调整,一般X值选3mm左右时,拍打整理机构整理的长条产品前后的整齐度能够通过检测装置检测。
5 结 论
(1)拍打整理机构结构紧凑,可以处理不同规格的产品;其拍打的整齐度能够通过检测装置检测。
(2)通过设计拍打整理机构及其检测装置,为后续捆扎工序提供了必要的保障。
[1] 陈小军,张海燕.印钞机收纸链条导轨的改进设计[J].西安理工大学学报,2007,23(3):295-297.
[2] 马仁选.印钞机采用卵形齿轮传动的设计[J].机械,2001,28(4):33-35.
[3] 孙茂印,江和平.钞票多光谱光电信号的分析[J].红外与激光工程,2001,30(1):56-59.
