Q235钢旋转摩擦钎焊接头的组织与性能
2013-03-20常迅伟柯黎明杨成刚卜文德陈细亮
常迅伟,柯黎明,杨成刚,卜文德,陈细亮
(南昌航空大学航空制造工程学院,南昌 330063)
0 引 言
在实际工业生产中存在许多轴状和环状工件的连接,如,轧钢中的轧辊芯轴与硬质合金环的连接以及齿轮制造中碳钢或硬质合金等轴状与环状工件的连接[1]。由于轴状和环状工件的连接面是环形旋转面,连接面积大,一次性连接的难度很大,采用传统的焊条电弧焊或二氧化碳气体保护焊等方法很难实现。目前常用的连接方法有粘接、键连接、整体钎焊等方法,这些方法虽然可以实现环形旋转面的连接,但也还存在一些问题,如粘接强度不够高,在光、热、空气等因素的作用下,胶黏剂会产生老化、断裂、产生气泡等现象,影响使用寿命,并且粘接工艺的影响因素多,难以控制,检测手段还不完善;键连接容易产生应力集中导致开裂[1];整体钎焊耗能高,加热冷却速率缓慢,易使钎焊接头产生脆性相[2]。
摩擦焊是利用焊件表面相互摩擦所产生的热量,使端面达到热塑性状态后迅速顶锻,从而完成焊接的一种压焊方法。摩擦产生的界面热已被用于搅拌摩擦焊[3-4]、线性摩擦焊[5]、惯性摩擦焊[6]等,但却很少被用于钎焊连接。西安交通大学焊接研究所将钎料铺在铝板和钢板之间,利用无针搅拌头在铝板表面搅拌摩擦产生的热量将钎料熔化,成功制备了铝/钢双金属复合板[2]。作者基于钎焊和摩擦焊理论,用自制的旋转摩擦钎焊焊接装置对轴状和环状工件进行焊接,测量了焊接过程中接头不同位置的温度,分析了焊接接头的组织和性能,并与传统的炉中钎焊做了对比,为这种新型焊接方法的深入研究奠定了基础,同时为其投入实际生产提供一定的数据参考和理论依据。
1 试样制备与试验方法
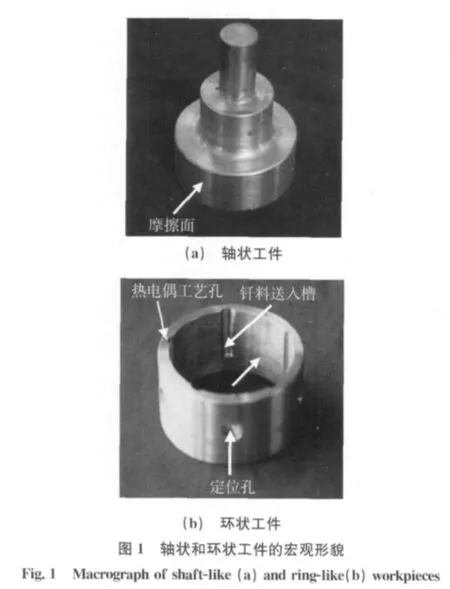
试验采用直径为69.00mm的旋转轴和内径为69.24mm的环状零件(非旋转件)作为待焊的两个工件,如图1所示,工件材料均为Q235钢,环状工件的厚度为6mm,焊接高度为30mm。钎料选用S-Sn63PbA焊丝和上海金鸡焊锡膏厂生产的金鸡焊锡膏,钎料的固相线温度为183℃,液相线温度为190℃。
炉中钎焊试验用Q235钢片的尺寸为60mm×20mm×1mm,搭接长度为3mm。
试验前用砂纸轻微打磨工件后将其放入体积分数为10%的HCl溶液中清洗20min,以除去待焊工件表面的氧化膜,装夹前用丙酮擦洗工件表面,将焊锡膏涂抹在两工件连接面上及锡铅钎料丝上。采用自制的一套焊接装置进行旋转摩擦钎焊,通过PLC可编程控制器控制气缸的动作顺序,从而改变环状工件四周径向力的大小、方向以及调节焊接设备的转速,从而控制旋转摩擦钎焊焊接面的温度;利用工件旋转摩擦产生的热量将钎料熔化、润湿并填充于工件间隙而形成钎焊接头。测温设备为PS-010测温板,通过热电偶测温;旋转摩擦钎焊的焊接转速为1180r·min-1,焊接径向压力为1220N,焊接间隙为0.12mm,焊接时间为10min。
炉中钎焊试验在SX2-10-13型箱式电阻炉中进行,钎焊温度为260℃,保温时间为60s。
焊后沿环形接头纵截面等距截取金相试样,采用XJP-2C型倒置光学显微镜观察显微组织,腐蚀液为4%(体积分数)的硝酸酒精溶液;通过自制的剪切试验夹具在WDS-100型电子万能试验机上测焊接接头的抗剪强度,最大加载力为10kN,拉伸及下压速度为1mm·min-1,取3个试样的平均值,所得试验结果均为去除钎角后获得的。
2 试验结果与讨论
2.1 宏观形貌
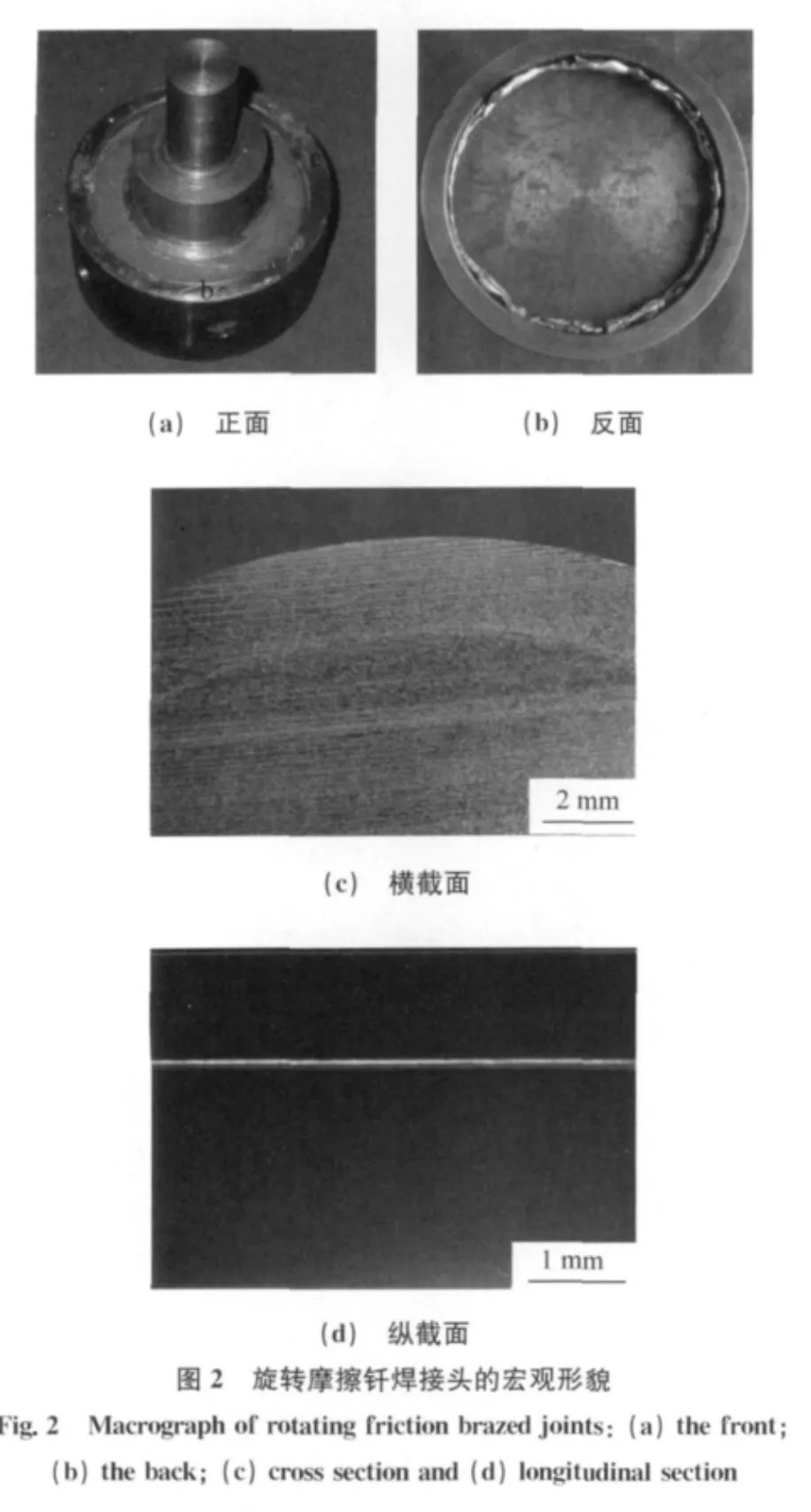
图2(a)中的a,b,c三点为焊接过程的测温点。由图2(b)可知,在接头不同位置的两工件连接处,钎料填缝饱满,钎角过渡圆滑,焊缝成形良好。由图2(c),(d)可以看出,环形旋转面内部钎料同样填满钎缝间隙,钎缝表面未产生缺陷,形成了良好的钎焊接头。这是由于焊接过程中环形旋转面四周温度分布均匀,液态钎料在母材表面润湿铺展良好,同时钎剂能较好地去除液态钎料及母材表面的氧化物,使两者充分接触;液态钎料通过毛细作用和工件间的旋转挤压作用均匀填满钎缝间隙,并且液态钎料与母材相互溶解和扩散,形成了界面没有缺陷的钎焊接头。可见,以摩擦热作为热源的旋转摩擦钎焊可以实现轴状和环状工件的良好连接。
2.2 温度分布
钎焊温度是钎焊过程中最重要的工艺参数,直接影响钎料的熔化和填缝效果,进而影响钎焊的质量。图3中的通道1、通道2和通道3分别与图2中的a,b,c点相对应。从图3可以看出,在摩擦焊初期各点温度迅速上升,随着时间的延长,接头各处的温度在上升过程中伴随着小范围的波动,当达到一定时间后,摩擦面产生的热量和导出的热量达到了动态平衡,温度不再上升,基本保持平稳;添加钎料并经一定时间后,接头各处的温度开始下降。通道1处的最高温度为265℃,通道2处的最高温度为260℃,通道3处的最高温度为270℃,均在钎料的液相线以上,且从焊接开始时刻到焊接结束的过程中三处的温度分布较均匀,这说明通过专门设计的焊接装置能够实现焊接过程中温度的均匀分布,并且可以施加足够的径向压力,使两工件在旋转摩擦过程中产生充足的热量将钎料熔化,从而在整个结合面上形成均匀熔化的钎料层。

2.3 显微组织
从图4中可以看出,母材与钎缝有明显的分界线,且不存在明显的过渡层组织,具有很明显的钎焊界面特征;钎料的显微组织与两侧母材组织明显不同。图中A处为钎缝与轴状工件一侧的界面,可以看出钎缝与轴状工件结合处界面线呈波浪状,且连接致密,界面线附近的晶粒明显变小。图中B处为钎缝中心的组织,可以发现钎缝中心组织呈两相交替分布特征,细小分散,其中白色物质为锡基固溶体,黑色条状小颗粒为铅基固溶体,这主要是由于钎焊过程中温度下降很快,组织来不及长大,快的冷却速率有利于晶粒细化,能提高接头的性能;同时钎缝中心出现了很多大的黑色团聚物,这可能是由于钎料本身含有一些富含锡和铅的树枝状粗晶,在旋转摩擦挤压力作用下,这些相邻的晶核相交长大,发生团聚,均匀地分布在焊缝中心。图中C处为钎缝与环状工件一侧的界面,可以看出钎缝与环状工件结合处平整,界面线呈直线状,没有明显的界面区和钎料扩散区,母材组织未发生改变。钎缝与两侧工件结合处的界面线形态不同,其原因主要是在焊接过程中环状工件不旋转,其内表面只在焊接装置产生最大合力的位置发生摩擦,其余部分区域只是靠热传导获得热量,从而与钎缝形成的界面线大部分为直线状;而轴类工件旋转,其表面各处与环状工件不断发生摩擦,在摩擦力的作用下,形成凹凸不平的表面,从而与钎缝形成的界面线为波浪状。
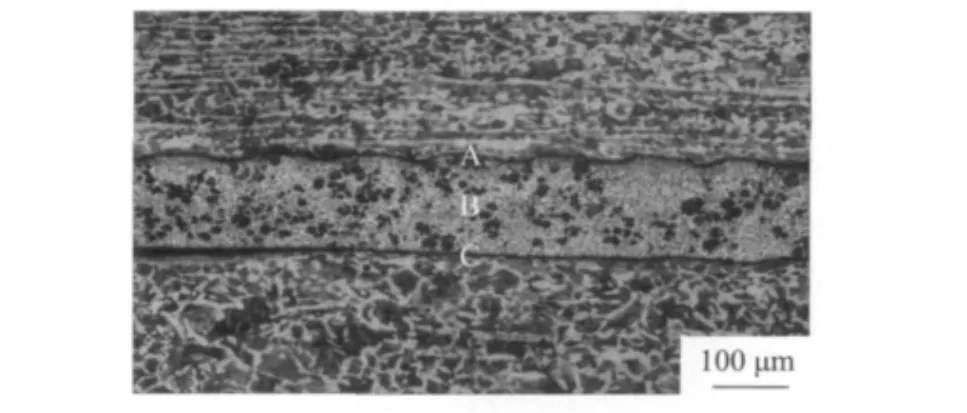
图4 旋转摩擦钎焊接头的显微组织Fig.4 Microstructure of rotation friction brazed joint
由图5可知,炉中钎焊接头的母材和钎缝有明显的分界线,焊缝两侧界面平坦,界面线均呈直线状,钎缝中心除了交替分布的细小锡基和铅基固溶体颗粒外,同样也出现了一些板条状和小颗粒状黑色团聚物,其成分与在旋转摩擦钎焊接头中发现的黑色团聚物相同,都为富含锡和铅的粗晶颗粒,所不同的是其数量和分布不同,炉中钎焊接头中这种富含锡和铅的粗晶颗粒数量较少,且分布不均匀;而旋转摩擦钎焊接头中的数量较多,分布较均匀,对焊接接头起到了弥散强化的作用。
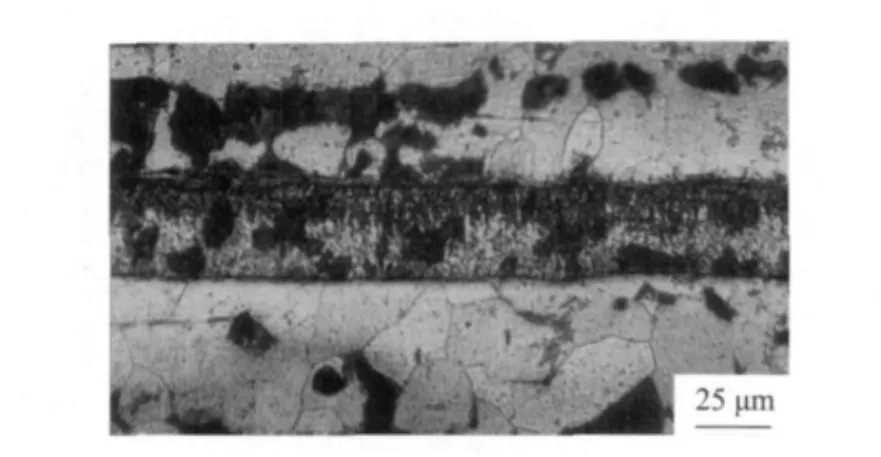
图5 炉中钎焊接头的显微组织Fig.5 Microstructure of furnace brazed joint
2.4 力学性能
炉中钎焊接头的平均抗剪强度为30.33MPa,旋转摩擦钎焊接头的平均抗剪强度也达到了炉中钎焊接头的96%(29.12MPa),最大抗剪强度达到了36.28MPa;同时,旋转摩擦钎焊接头的有效搭接长度为30mm,一次搭接面积达到了6499.8mm2,这是炉中钎焊难以实现的。通过分析旋转摩擦钎焊接头断口发现,试样均断裂在靠近焊缝中心的部位,这表明钎缝中心的强度低于扩散区和钎缝界面区的。
3 结 论
(1)旋转摩擦钎焊接头各处的温度分布较均匀,且都达到了钎料的熔化温度,焊缝中钎料润湿铺展良好,形成了较好的钎焊接头;钎缝两侧界面线形态不同,靠近轴状工件一侧界面线呈波浪状,靠近环状工件一侧的界面线呈直线状。
(2)旋转摩擦钎焊与炉中钎焊的钎缝中心组织均为锡基固溶体和铅基固溶体,以及一些富含锡和铅的粗晶颗粒,但是炉中钎焊接头中的这种粗晶颗粒数量较少,且分布不均匀,而旋转摩擦钎焊接头中的数量较多,且分布较均匀,对焊接接头起到了弥散强化作用。
(3)旋转摩擦钎焊接头的平均抗剪强度达到了炉中钎焊接头平均抗剪强度的96%,局部最高抗剪强度达到了36.28MPa。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2010.
[2]张贵锋,苏伟,韦中新,等.搅拌摩擦钎焊制备铝/钢防腐双金属复合板新技术[J].焊管,2010,33(3):18-24.
[3]邢丽,李磊,柯黎明.低碳钢与紫铜搅拌摩擦焊接头显微组织分析[J].焊接学报,2007,28(2):17-20.
[4]周细应,柯黎明,刘鸽平,等.搅拌摩擦焊的温度分析[J].新技术新工艺,2003,8(10):32-33.
[5]LI Wen-ya,MA Tie-jun,LI Jing-long.Numerical simulation of linear friction welding of titanium alloy:Effects of processing parameters[J].Materials and Design,2010,31(8):1497-1507.
[6]孟卫如,牛锐锋,王士元,等.TC4钛合金惯性摩擦焊接头温度场分析[J].焊接学报,2004,25(8):111-114.
