基于伺服控制技术的注塑机自动门研究
2013-03-20谢子方金文静王文婷
谢子方,金文静,王文婷
(宁波安信数控技术有限公司,浙江宁波315801)
随着自动化行业的不断发展,自动门系统发展迅速,在电梯、数控机床和注塑机等领域得到了广泛的应用。
目前国内外各种注塑机大都采用交流异步电机、减速机和变频器组成的自动门系统。交流异步电机配变频器解决方案有着成本低的优势,但也存在着能耗高、控制性能差、缺乏安全性的缺点,在关门过程中即使有人卡在门里面也无法自动停止,容易造成人员伤亡和电机烧毁事故,存在安全隐患。近几年交流伺服电机的大批量使用,使其成本不断降低,它在自动门机系统的应用成为今后自动门发展的方向[1]。由于伺服电机有着良好的控制性能,能够实现柔性无冲击开关门,在关门途中如果有人卡住了能够自动检知并停止关门,保证了人员的安全,对于提高自动门的安全性具有重要意义[2]。
1 系统组成及工作原理
该伺服自动门系统主要由交流永磁同步伺服电机、伺服驱动器、减速器、行程开关、皮带、定滑轮和动滑轮等组成。
该伺服电机内置了磁编码器[3],运动过程中能够实时反馈运行的距离,但是断电后又会丢失当前的位置信息,所以在关门到底位置装了一个行程开关,作为基准零位位置,每次通电后的首次动作都需要先关门到碰到行程开关位置归零位。注塑机控制器界面可以设置开门距离的大小,其数值通过一个IO 点发脉冲信号给伺服驱动器,脉宽代表设定的开门距离。脉冲周期为1 s,开门最大距离为4 000 mm,脉宽为设定距离相应的百分比。比如设定开门距离为40 mm则脉宽为0.01 s,设定为4 000 mm 则脉宽为1 s。
系统采用的设备主要参数见表1。

表1 系统设备参数
2 运动控制算法
传统的异步电机自动门系统由于没有编码器无法反馈当前位置,其运行速度只有2 挡,快速和慢速。启动和停止前一段距离为慢速挡,中间段为快速挡,两挡速度的切换通过行程开关来控制,其速度的变换存在突变,冲击问题严重,对减速器、皮带轮和电机的使用寿命都会产生不良影响。文中所述的伺服自动门系统由于电机内置编码器,可以实时反馈当前位置信息,故采用先进的S形加减速控制算法,在运行过程中通过加速度的均匀变化实现速度的平滑过渡,减少了过冲和冲击,提高了系统的柔性和使用寿命。
2.1 S曲线加减速算法[4-6]
正常情况下S形曲线加减速的运行过程可分为7段:加加速段、匀加速段、减加速段、匀速段、加减速段、匀减速段、减减速段,如图1所示。

图1 S型加减速曲线
图中vs为起始速度,ve为终点速度,vc为指令速度,vmax为系统运行的最大速度。图中符号说明如下:
t为时间坐标;
tk(k=1,2,…,7)为各个阶段的过渡点时刻;
vi(i=1,2,…,7)为各个阶段的过渡点时刻的速度;
τk(k=1,2,…,7)为局部时间坐标,表示以各个阶段的起始点作为零点的时间,τk=t-tk-1;
Tk(k=1,2,…,7)为各个阶段的持续运行时间;
A、D为加速度;J1,J3,J5,J7为加加速度;L为整个运行长度。
一般情况下电机的正向和反向的驱动能力是一致的,因此可以假设电机正向和反向最大加速度相等,即Amax=Dmax,并认为:电机加速度曲线从0 达到最大值和从最大值到0 所用的时间相等,此时间定为系统的一个特性时间常数tm,tm越大柔性越大,加减速时间越长;tm小冲击大,加减速时间短;tm=0时,S曲线退化为直线。根据假设有:

从而:

tm的计算公式为:

成立的前提条件是:运行过程中最大加速度能达到。若这个条件不成立,则式(1)由下式代替:

这样,只需要确定3个最基本的系统参数:系统最大速度vmax、最大加速度Amax、加加速度J 便可确定整个运行过程。通过上述假设,可以得到加加速度、加速度、速度和位移等的计算公式。
加加速度Jerk 公式如下:
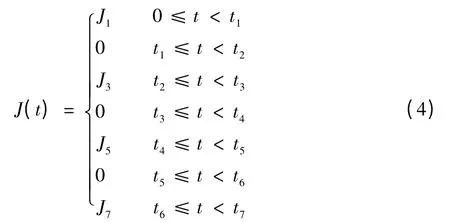
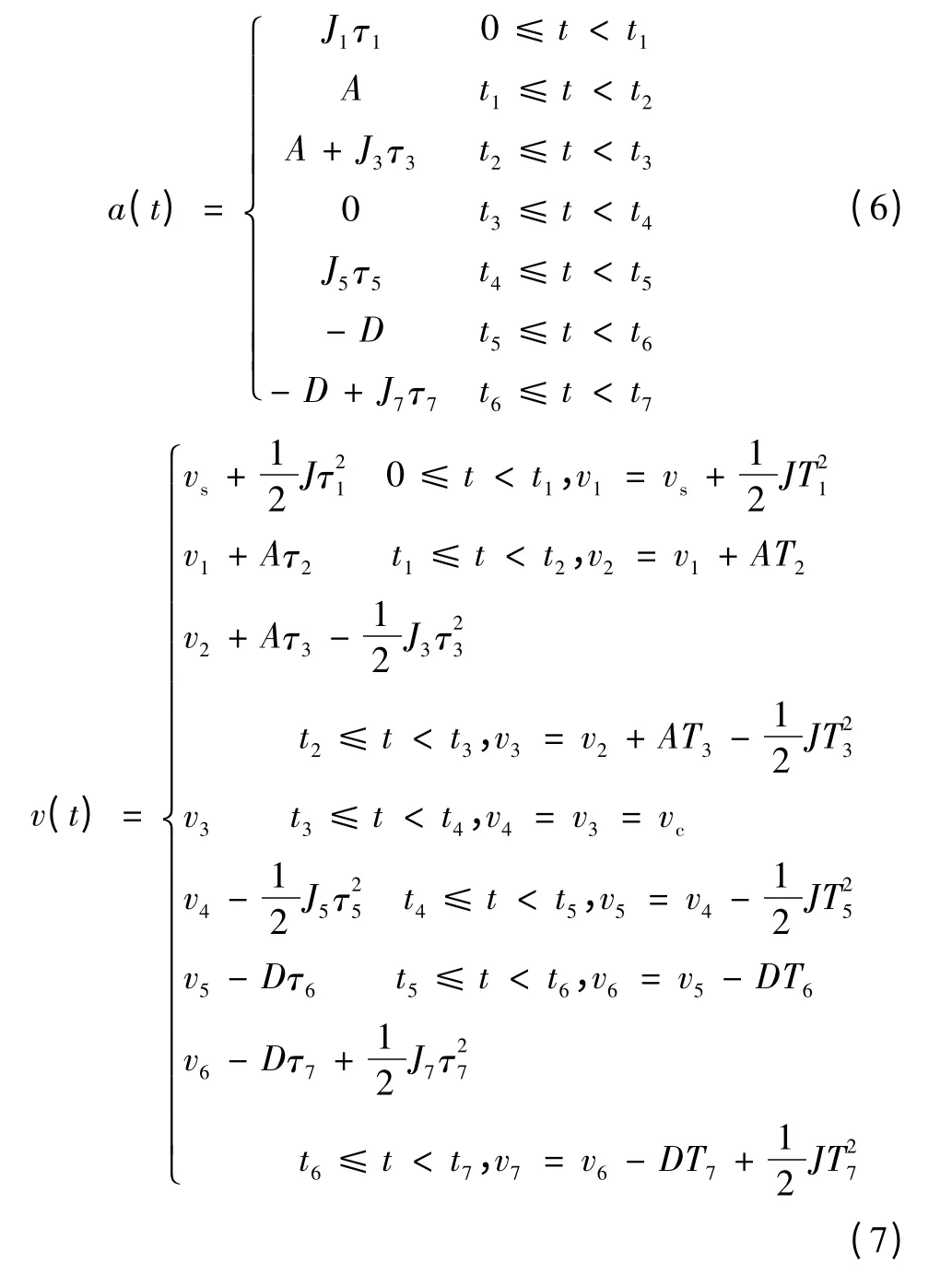
根据图1和式(4),可以将加速度a(t)、进给速度v(t)和位移s(t)表示为:

通过推导,加速度a(t)、进给速度v(t)和位移s(t)计算公式为:
由此可得匀加速段运行时间为:
匀速段的运行时间为:

匀减速段运行时间为:

加速区长度为:

减速区长度为:
2.2 系统实际运行情况分析
该伺服自动门系统安装在海天MA系列1 000 t的注塑机上运行,与同样规格的使用KEB 异步电机的自动门作比较,情况见表2。
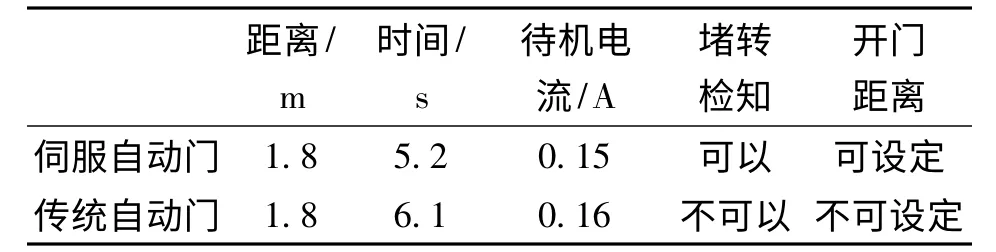
表2 运行情况对比
由表2可见:该伺服自动门相比传统的使用异步电机的自动门在功能、安全性和性能上更加具有优势。实际运行中,伺服自动门开关门速度过渡平滑,冲击明显小于传统自动门。关门中测试卡住物体堵转时,能自动停止输出,避免了传统自动门堵转时输出电流增大容易烧毁现象,提高了安全性。
3 结束语
伺服自动门与传统的自动门相比,具有功能强、可靠性高、结构紧凑、质量轻、冲击小、使用寿命长和安全性好等优点,是自动门系统的发展趋势,在将来的大中型注塑机中将被广泛应用。
【1】张霞,荣祖兰.客车电动车门防夹控制系统设计研究[J].制造业自动化,2011,33(3):67-70.
【2】崔启明.动车组自动门控制系统的研究[D].长春:吉林大学,2009.
【3】邓之江.一种电动门电机用磁编码器:中国,201020144410.0[P].2010-11-17.
【4】ERKORKMAZ Kaan,ALTINTAS Yusuf.High Speed CNC System Design:Part I:Jerk Limited Trajectory Generation and Quintic Spline Interpolation[J].International Journal of Machine Tools & Manufacture,2001,41(2):1323-1345.
【5】郭新贵,李从心.S曲线加减速算法研究[J].机床与液压,2002(5):60-62.
【6】李晓辉,邬义杰,冷洪滨.S曲线加减速控制新方法的研究[J].组合机床与自动化加工技术,2007(10):50-53.
