循序渐进掌握CAD/CAE/CAM技术
2013-03-16吴树森叶升平
安 萍, 吴树森, 叶升平
(华中科技大学,湖北 武汉 430074)
循序渐进掌握CAD/CAE/CAM技术
安 萍, 吴树森, 叶升平
(华中科技大学,湖北 武汉 430074)
根据CAD/CAE/CAM技术的特点和各教学课程的适应性,采用分课程侧重学习该技术的某些内容、结合生产实际综合应用各知识点的教学方式,让学生在大学期间熟练掌握CAD/CAE/CAM技术,成为具有实际动手能力的工程技术人才。
CAD/CAE/CAM技术;3D工程制图;金工系列课程
随着信息化时代的到来,尤其是计算机辅助设计(CAD)、计算机辅助工程(CAE)、计算机辅助制造(CAM)技术的产生,工程设计及制造领域正在发生深刻变化,设计方法已由传统尺规绘图设计转向计算机辅助设计;设计信息传递已从单一图纸向数字化产品模型迈进;制造方式已从简单生产向数字化、集成化方向发展。机械制造学科教学内容如何紧跟现代制造技术的发展步伐,培养出企业需要的有实践经验的工程技术人才呢? 我们跟据CAD/CAE/CAM技术特点和各教学课程的适应性,采用分课程侧重学习某些内容、结合生产实际综合应用各知识,取得了良好的效果。
1 推行“以三维建模为主线促进二维表达”的3D工程制图教学
3D工程制图中以“体”为中心,三维CAD/CAE/CAM软件使产品设计、制造信息传递过程形成了完整的三维数据流,反映了物质世界的三维特征。在3D工程制图教学中,将基于特征造型、参数化三维设计软件 Inventor,与传统制图课件CIA有机地结合起来,从三维造型开始观察“体”,由“体”出发分析其上“点、线、面”的投影规律,画出机件二维图样。这种从三维空间到二维平面的思维方式,符合设计活动的客观规律,便于理解和掌握制图知识。
例如:如图1所示,支架按形体可看成由半圆筒、L形板和肋板三部分组成。L形板与圆筒相交,肋板与圆筒相切,肋板与L形板相接。讲课时,利用Inventor软件的旋转功能,将实体模型进行任意位置、任意角度的旋转,引导学生从不同方位观察和分析组合体的形状特点、各基本体之间的组合关系,采用形体分析法轻松地画出支架的三视图,如图2所示。

图1 支架模型

图2 支架的三视图
三维绘图软件即能用于三维造型,也能生成模型的二维投影图。通过三维与二维图形之间的交替变换,学生可以弄明白以前难以想象出来的形体。对模型内部结构不清楚的地方,还可以采用不同的剖切方式,从不同角度进行动态观察,把零件的内部形状搞清楚。通过教师与学生的现场互动,引导学生边听课、边思考、边提问,培养学生空间想象能力和分析能力,提高了教与学的效率。
华中科技大学近机类工程制图课共有36学时上机时间。以前只练习平面绘图,要求学生能用Aoutcad软件绘制中等复杂程度的零件图和装配图。现在我们调整了上机内容和要求,即弱化二维绘图,强化三维造型。上学期要求学生了解Aoutcad软件,能绘制简单的零件图;下学期着力培训三维造型技能,要求学生选用Inventor或UG软件对中等复杂程度的零件进行三维造型,并能将其生成正确的二维工程图,同时能对简单机构进行装配。这样调整后,学生即具备了深入学习Aoutcad软件的基础,同时又掌握了三维造型基本技能,为后续有限元分析、数控编程、模拟与仿真等课程学习及毕业后的工作奠定了良好基础。
2 依托金工系列课程的教学优势学习CAD/CAE/CAM技术
当前,CAD/CAE/CAM技术已渗透到毛坯制造、零件切削加工和产品装配各个领域。教师通过参加各类学术活动、承担一定科研任务、与企业合作等途径不断充实自己,在教学内容方面努力反映制造业的生产现状,依托金工系列课程教学优势分选学习内容,把先进制造技术贯穿于机械制造学科的全过程。
在《机械制造工艺基础》课程中,将生产现场典型案例浓缩到课堂上讨论,让学生带着问题去学习和探索,激发学生的求知欲望。采用多种媒体展现CAD/CAE技术对保证产品质量,降低制造成本的实用性,促进学生理解和掌握知识。
例如,如图3所示,在冲压教学中,我们以汽车零件油封外夹圈的生产工艺为例,讲述工序排列的合理性对冲压件质量的影响。油封外夹圈的凸缘较高,需翻边成形。经计算:采用落料→冲孔→翻边的生产工序,工件变形大、容易翻裂;选用落料→拉深→冲孔→翻边的生产工序,可保证产品质量。我们使用Autoform 软件,模拟工件在两种工艺中的变形过程,观察翻边后板料减薄的程度,并将其做成avi动画,在课堂上演示对比。如图4所示,油封外夹圈原冲压工艺,可以直观地看到:由于油封外夹圈的凸缘较高,在翻边过程中,板料在拉应力作用下减薄严重,孔的边缘处被拉裂;如图5所示,改进后的冲压工艺,落料后采用先拉深、后冲孔、再翻边的工序,大大降低了板料变形程度,避免了裂纹生成,可以稳定获得高质量冲压件。

图3 油封外夹圈

图4 原冲压工艺

图5 改进后的冲压工艺
金工实验中,教师将铸件凝固模拟实验与产品实体制造结合起来,运用CAE技术模拟铸件的凝固过程,检验模拟结果与实体的吻合程度,并引导学生观察、分析、改进工艺方案,浇注出合格的铸件来。在实践中去发现问题和解决问题,有助于学生深刻理解和应用各类知识,提高工程素质和实践能力。
例如,如图6所示,手抱佛是金工实验中需浇注的工艺品,该铸件中部厚、两端薄,壁厚不均匀。实验前,学生先用Inventor软件对铸件及其浇注系统进行三维造型并按预定工艺组装,然后用华铸CAE软件模拟液体重力充型时铸件的凝固过程。如图7,图8所示,从模拟结果清楚地看到:在手背上方会产生集中性的缩孔。如图9所示,实验中,学生分别在重力作用下和不同离心力作用下浇注该铸件,结果显示:重力作用下浇注,手背上方确实产生了集中性缩孔,孔的位置和大小与模拟结果几乎一致。浇注时随着模具转速提高,缩孔逐渐减小,当模具转速达到720转/分时,可获得无缩孔铸件。

图6 手抱佛工艺品

图8 缩孔

图9 重力作用下浇注与离心力作用下浇注的比较
金工实习中,我们利用工程训练中心的良好条件,在数控车削、数控铣削、数控线切割、数控雕刻、加工中心、快速成形、工业机器人等各个实习环节中,都开展了CAD/CAE/CAM教学活动。数控加工实习,开阔了学生眼界,实习中加工对象、加工机床和加工方法虽然不同,但都是利用数字化信息自动控制设备制造零件的过程。通过实体制造,学生认识到数控技术给制造业带来了巨大变化,应根据产品形状、大小、材料性能、加工要求、制造成本等不同选择合适的数控加工方法。
例如,工业机器人示教编程是我校近年来开发的一项实习内容。实习装置如图 10所示,主要由一台通用机器人、一台弧焊机器人、一台焊接变位机和配套装置组成。实习内容分为两大部分:(1)双机器人协调焊接T形管;(2)用变位机辅助翻转焊接汽车后桥。实习过程中,学生需根据焊缝形状的变化,把机器人运动命令编成程序,输入到示教编程器中。通过操作编程器按钮,指挥通用机器人装卸、夹持工件,控制弧焊机器人按预定的轨迹对工件进行焊接,协调焊接变位机对工件进行翻转。通过实习,学生直观地感受到机器人在三维空间焊接复杂形状工件中的重要作用,对当前工业机器人控制系统和控制技术的先进程度有所了解,掌握了示教编程基本方法。

图10 焊接机器人实习现场
3 毕业设计中结合生产实际综合应用CAD/CAE/CAM技术
如图11所示,大型空心钢球是E型磨煤机上碾压煤粉零件,材料为ZG75Cr2MnNiMo耐磨钢,它的外径1150mm,内径850mm,通孔直径100mm。工作中磨球主要承受煤中坚硬物如石英、铁块等产生的切削磨损以及上磨环直接接触产生的摩擦磨损,不承受较大冲击力。如图 12所示,钢球在E型磨煤机中的使用工况简图。在毕业设计中,学生以铸造大型空心钢球为课题,综合应用CAD/CAE/CAM技术,采用消失模铸造工艺,为企业成功生产出这种钢球。

图11 用消失模铸造方法生产出的钢球

图12 钢球在E型磨煤机中的工况
造型前,采用数控加工方法制造出 12快白模,如图13所示,将它们粘接成两个半球,如图 14所示,刷涂料后再拼接成一个球体。将冒口、浇注系统与球体粘接在一起,再次刷涂料、烘干即可。由于钢液收缩大,为防止铸件产生缩孔或缩松缺陷,造型时在球的顶部安放了两个冒口,选用中注式浇注系统。

图13 拼接中的白模

图14 带涂料的模样
浇注前,为检验此铸造工艺方案的合理性,学生先用UG软件分别对钢球、冒口、浇注系统进行三维实体造型,如图 15所示,并按照铸造工艺图进行组装,将其转存为STL格式文件。然后使用华铸CAE软件模拟钢液的充型过程和凝固过程。
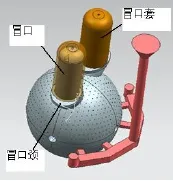
图15 钢球的铸造工艺
如图 16所示,铸件凝固模拟的结果表明,缩孔已移至冒口中,铸件内部仅存留零散的微缩松,不影响铸件的正常使用。如图 17所示,钢液充型过程模拟图显示,液体从始至终充型平稳,可以实现顺序凝固。模拟结果证明:该铸造工艺方案是可行的。

图16 铸件缩孔、缩松情况
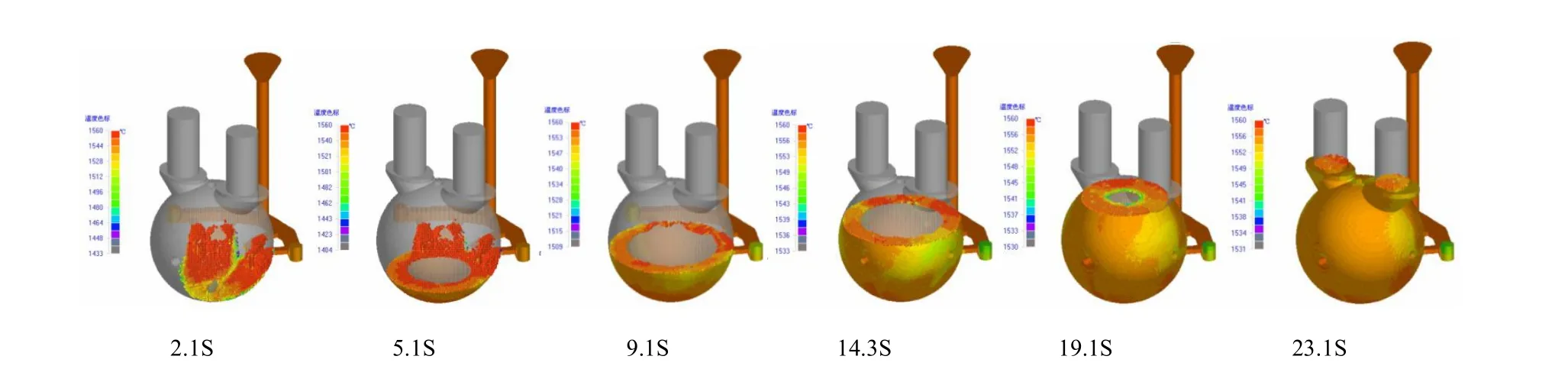
图17 钢液充型过程模拟图
随后进行浇注。浇注温度为1550~1560℃。图 11是用消失模铸造方法生产出的空心钢球,可以看到钢球质量良好,无明显缺陷。经调质处理后,钢球的机械性能达到:抗拉强度 σ> 800MPa;冲击韧性;硬度HB>345,完全满足生产的需要。
结论:在3D工程制图教学中有效加强二维表达是对传统制图优秀内容的一种保留,引入三维建模及加强二维与三维表达之间的转换,会使相关知识联系得更加紧密,适应了现代设计与制造方法的要求;依托金工系列课程学习CAD/CAE/CAM技术,可以发挥课堂教学和实践教学各自的优势,有利于感受、理解和掌握CAD/CAE/CAM技术,丰富《机械制造工艺基础》课程的教学内容;在毕业设计中,结合生产实际综合应用CAD/CAE/CAM技术,学生可全面理解和掌握各类知识,提高工程素质和实践能力,成为具有实际动手能力的工程技术人才。
[1] 安 萍. 材料成形技术[M]. 北京: 科学出版社, 2008: 68-74.
[2] 阮春红, 何健英, 魏迎军. 3D工程制图·理论篇[M].武汉: 华中科技大学出版社, 2011: 89-91.
[3] 安 萍, 毛有武, 廖敦明, 等. 铸造成形综合实验[J].广西大学学报(自然科学版), 2006(增刊): 105-107.
[4] 沈其文, 赵敖生. 材料成形与机械制造技术基础[M].武汉: 华中科技大学出版社, 2011: 176.
[5] 周世权, 杨 雄. 基于项目的工程实践[M]. 武汉:华中科技大学出版社, 2011: 323-328.
[6] 刘瑞丽, 叶升平. E型磨煤机钢球消失模铸造工艺及数字模拟[J]. 特种铸造及有色合金, 2011(年会专刊): 300-302.
An Ping, Wu Shusen, Ye Shenping
( Huazhong University of Science and Technology, Wuhan Hubei 430074, China )
According tothe characteristics of CAD/CAE/CAM Technology and its adaptivein various courses, with such teaching and learning method as to study some contents in somecertain courses, and to apply various knowledges in design combining with production practice,the students can master the CAD/CAE/CAM Technology during undergraduate period, and canbecome technicians with operation abilities.
CAD/CAE/CAM Technology; 3D drawing; courses in metal processing
TP 391
A
2095-302X (2013)05-0035-05
2013-05-21;定稿日期:2013-07-15
华中科技大学教改项目
安 萍(1959-),女,湖南张家界人, 副教授,学士,主要研究方向为机械制造。E-mail:anping@hust.edu.cn
吴树森(1961-),男,重庆人, 教授,博士,主要研究方向为材料加工。E-mail:ssw636@hust.edu.cn叶升平(1957-),男,河南安阳人, 教授,硕士,主要研究方向为材料成形。E-mail:yes@hust.edu.cn
Learning of CAD/CAE/CAM Technology Step by Step
