脉冲MIG焊一元化参数专家数据库
2013-03-12张红卫姜乘风张晓莉薛家祥
张红卫,姜乘风,张晓莉,薛家祥
(华南理工大学机械与汽车工程学院,广东广州510640)
0 前言
熔化极气体保护焊(GMAW)是一种高质量、高效率的焊接工艺,随着半自动焊和自动焊的推广和应用,在各种焊接方法中占有越来越重要的地位。P-GMAW是脉冲型熔化极气体保护焊(Pulsed Gas Metal Arc Welding)的简称,是一种焊接电流周期性变化的熔化极气体保护焊,是20世纪60年代由英国焊接研究所发明的。P-GMAW进一步扩大了焊接规范区间,并且具有良好的保护效果[1]。
本研究提出的一元化参数专家数据库就是对焊接参数的智能一元化调用,可以避免复杂的参数调节过程,降低焊接电源的使用门槛,节省调试时间,提高生产效率,满足人们简化操作的要求。
1 P-GMAW软件设计
1.1 智能弧焊电源的软件设计方案
软件是智能弧焊电源的灵魂,是智能焊机区别于传统焊机的本质属性[3]。智能弧焊电源的工作流程是一个复杂过程,可以粗略地划分成主机初始化、控制面板初始化、通信、检测、正常焊接、故障服务、参数保存等过程。各种物理量的检测和控制涵盖了上述的每一个过程,包括温度、电流、电压、通信状态等。直观起见,将系统流程简化,如图1所示。各部分的程序设计采用模块化方法,以降低程序的复杂性,提高可读性、稳定性和可维护性。
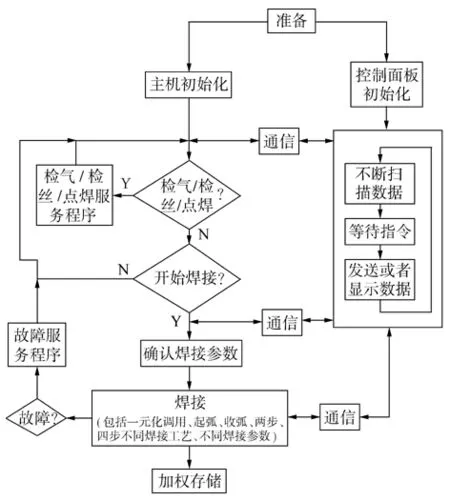
图1 简化系统流程
1.2 P-GMAW软件设计方案
P-GMAW的本质是阶段性恒电流控制,即控制峰值电流Ip、峰值电流时间tp、基值电流Ib、基值时间tb四个量[4]。为了保证焊接过程的稳定,需要考虑以下几个方面的问题:
(1)起弧。P-GMAW是恒电流控制,直接给定起弧电流。为了使起弧获得更加美观的效果,可以采用特殊波形起弧。
(2)一脉一滴控制。
(3)变频弧长控制。在脉冲电流熔化极气体保护焊中,为了获得稳定的熔滴过渡,必须选定每一个脉冲电流的能量(判断弧长)。这实际上就是设定脉冲电流的峰值和脉冲持续时间,即脉冲的高和宽。在保持脉冲的高和宽不变的条件下,基值电流作为维弧用也不改变,要改变平均电流,只有通过改变两个脉冲之间的间隔,也就是改变tb的方法来实现[5]。
(4)短路控制。焊接时,行走速度过快或者送丝速度过快都会引起短路。出现短路时,应该立即加大电流给定,使前端爆断再次形成电弧,直到短路结束,恢复正常焊接。
(5)收弧。P-GMAW采用脉冲形式的阶梯电流进行填坑和削球。
鉴于罐壁泡沫系统存在的问题,近年来研发了浮盘边缘式泡沫系统,泡沫喷射口堰板与二次密封支撑板之间有一定空隙,从而规避了大风和雨水对泡沫的稀释问题,但仍存在泡沫充满空隙时间较长的问题,原因在于泡沫先覆盖金属支撑板才能进入密封圈内部空隙[9],管道维修难度大,只有在储罐检修期间才能进行。相对罐壁泡沫管道,浮盘边缘泡沫管道耐腐蚀、耐高温、耐高压性能要求很高,建设成本高。
综上所述,P-GMAW的控制流程如图2所示。
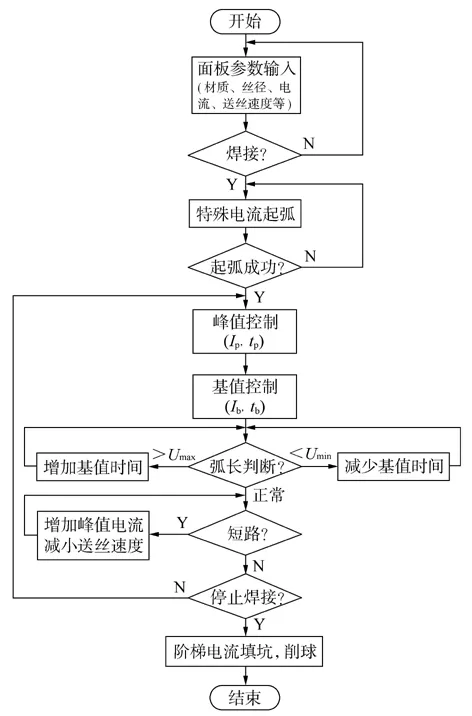
图2 P-GMAW过程控制流程
1.3 存储和一元化设计方案
智能弧焊电源最大的特点是焊接过程中进行参数的一元化调用,即可实现焊接参数“傻瓜化调节”的效果,只需要确定焊接电流,其他参数自动匹配[6]。这一功能的实现得益于智能弧焊电源强大的专家数据库。
从上述分析可知,P-GMAW需要一元化的主要参数有五个:Ip、tp、Ib、tb和送丝速度。为了保证存储参数掉电不丢失,在此将焊接参数全部保存在E2PROM中。根据不同的焊接工艺、不同的丝径和不同的焊接电流输出,将一元化参数进行相应的地址映射。
下面以φ0.8 mm碳钢焊丝为例。假设焊接电流需要60~200 A,在E2PROM中定义一个5×256字节的空间,假定16位地址从0x0000到0x04ff。那么实际的映射关系为:5个字节组成一个参数组,在输出电流给定调节时,电流大小映射为参数组首地址,一元化参数映射为参数组地址中所存储的数据,如图3所示。
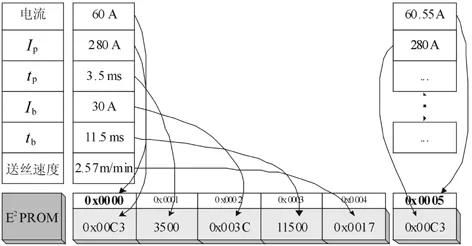
图3 P-GMAW参数存储映射示意
1.4 大步距标定
大步距标定的目标是确定专家数据库的方向和骨架,为智能焊机确定参数的初始值,这就意味着改变在初始化时进行细腻标定的策略,只需要对若干典型参数进行标定[7]。以φ1.2 mm碳钢焊丝的P-GMAW为例,假设焊接电流需要80~350A,那么可以设定步距为20 A,也就是说对80A、100A、120 A、140 A、160 A、180 A、200 A、220 A、240 A、260 A、280 A、300 A、320 A、340 A、350 A 等电流所对应的焊接参数进行标定。如果有参数典型值,如拐点、急剧变化点等,则需要额外考虑,在典型值附近进一步细化标定。
2 P-GMAW焊钢工艺试验及分析
2.1 φ0.8 mm碳钢焊丝
工艺试验的条件和参数:采用自动行走机构,用φ0.8mm碳钢焊丝,在普通碳钢板(厚度1~8mm,根据电流大小选择)上进行平板堆焊;采用纯氩气作保护气,气体流量15 L/min,焊丝干伸长8 mm;恒电流控制,等速送丝。
试验中标定的点有:40 A、60 A、80 A、100 A、120 A、140 A、160 A、180 A、200 A 等。值得注意的是,在P-GMAW工艺中,需要调节的参数有5个:峰值电流Ip、峰值电流时间tp、基值电流Ib、基值时间tb和送丝速度。
峰值电流Ip和峰值电流时间tp的取定原则是确保熔滴过渡实现一脉一滴。
基值电流Ib、基值时间tb的取定原则是:基值电流Ib保持电弧稳定,不断弧;基值时间tb控制电流周期,保证焊缝成形。
φ0.8 mm碳钢焊丝P-GMAW的大步距标定专家数据如表1所示,做成曲线如图4所示。
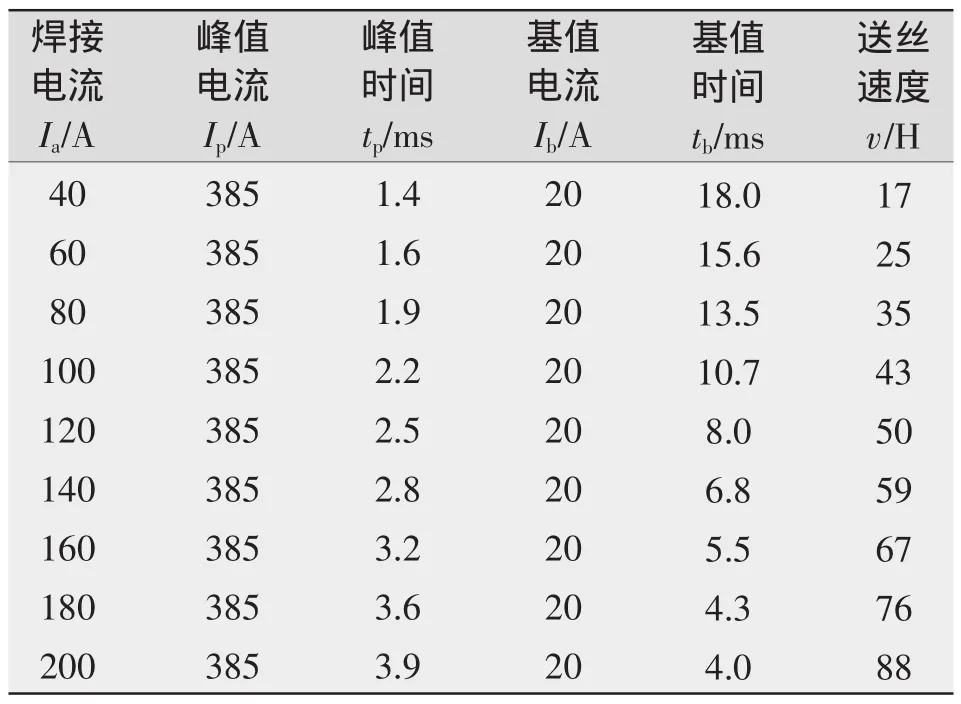
表1 φ0.8 mm碳钢焊丝P-GMAW大步距标定专家数据
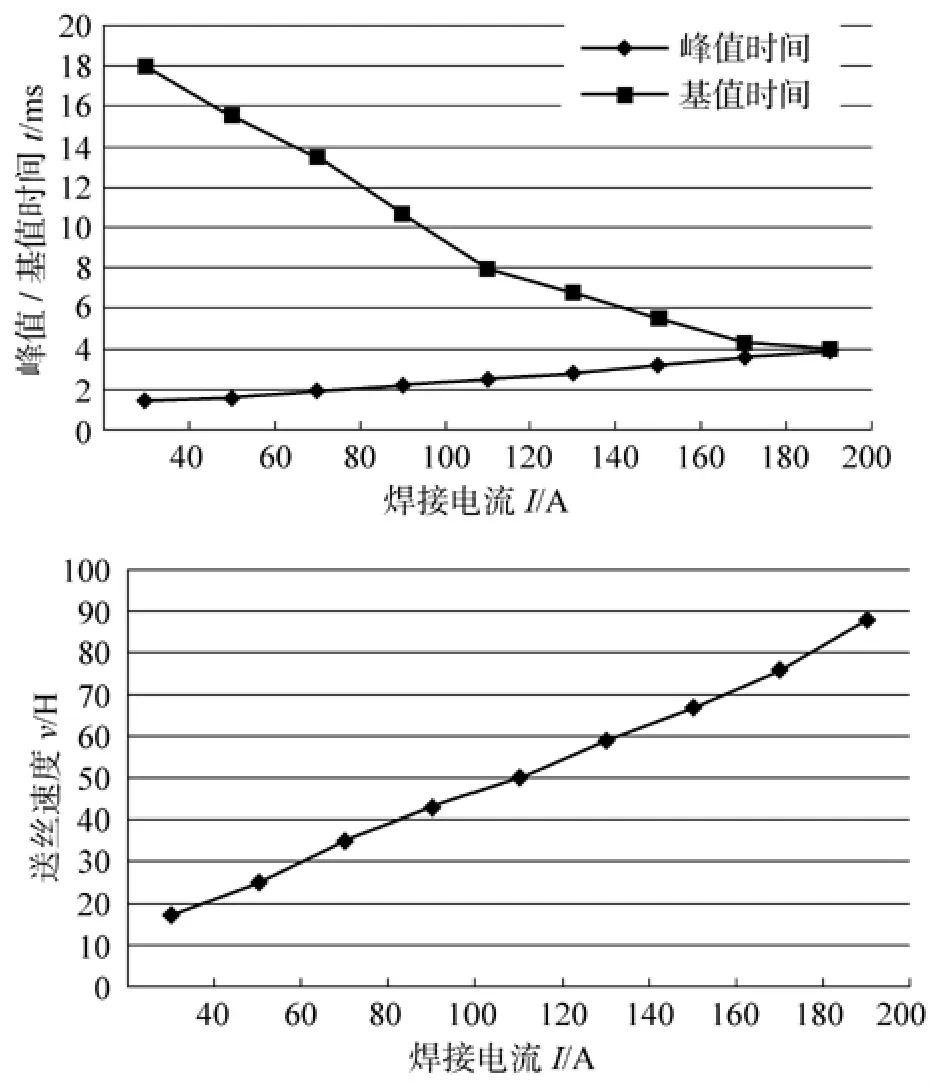
图4 φ0.8 mm碳钢焊丝大步距标定曲线
在表1中,送丝速度是指数字化焊机为匹配某一焊接电流向送丝机驱动模块发出的某一16进制数,该送丝速度无量纲,单位用“H”来表示,表 1中已将其转化为十进制数据。
可见在试验中,峰值电流Ip、基值电流Ib都是固定不变的,调节的是峰值电流时间tp、基值时间tb和送丝速度。由图4可知,随着焊接电流的增大,峰值时间增大,基值时间减小。焊接电流40 A时的波形和焊缝照片如图5所示。
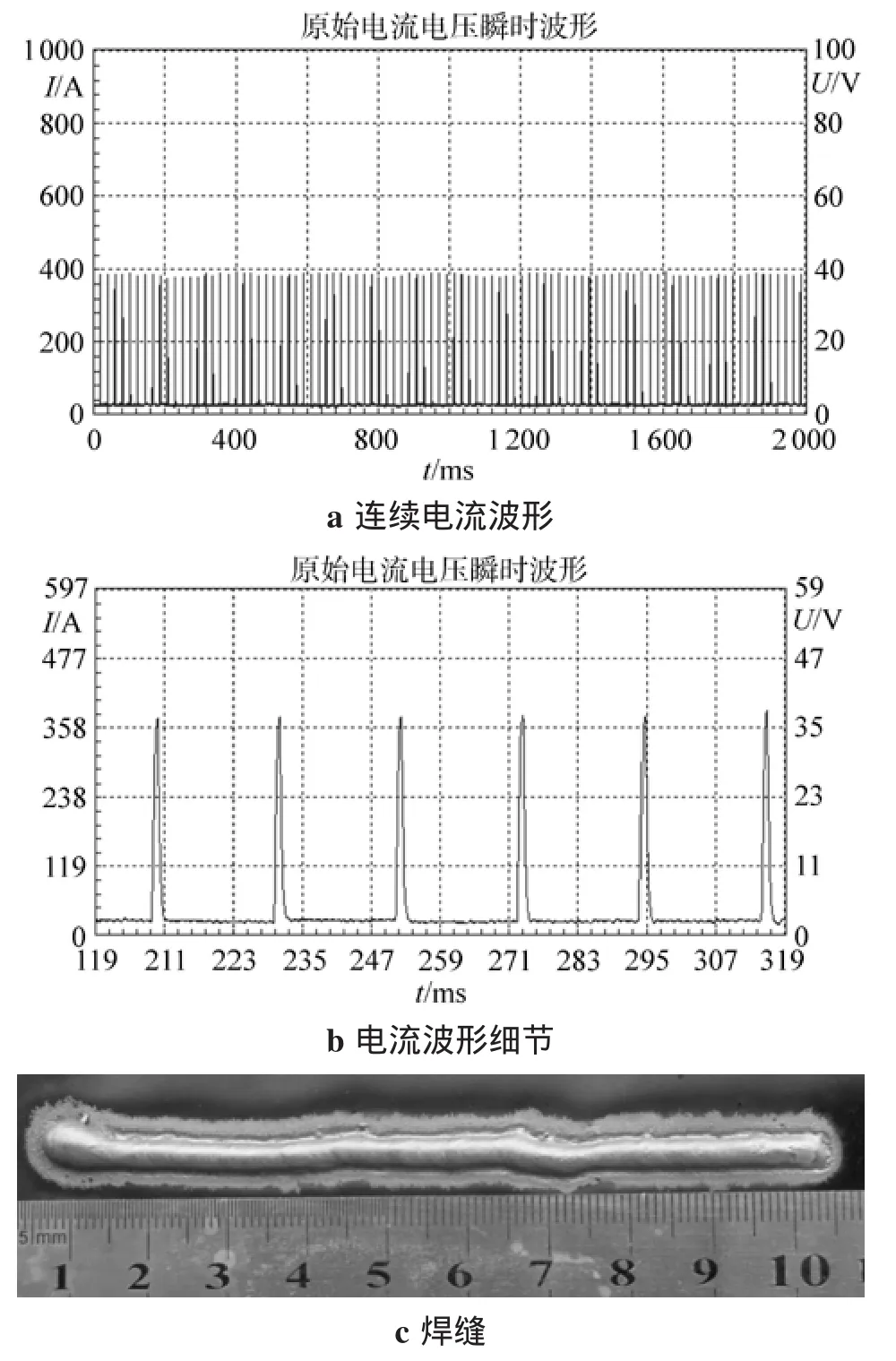
图5 焊接电流为40 A时的波形和焊缝
φ0.8 mm碳钢焊丝的射滴过渡临界电流超过200 A,但在以上试验中焊接电流仅为40 A,依然实现了一脉一滴过渡,熔深和清宽都非常好,足以体现P-GMAW的优势。
当焊接电流为200 A时的波形和焊缝如图6所示。由图6可知,焊缝均匀、美观,熔深和清宽都很好。
2.2 φ1.6 mm碳钢焊丝
工艺参数:采用自动行走机构,φ1.6mm碳钢焊丝,在普通碳钢板(厚度5~20 mm,根据电流大小来选择)上进行平板堆焊;采用纯氩气作保护气,气体流量15 L/min,焊丝干伸长16 mm;恒电流控制,等速送丝。
试验中标定的点有:100 A、120 A、140 A、160 A、180 A、200 A、220 A、240 A、260 A、280 A、300 A、320 A、340 A、360 A、380 A等。表2为1.6 mm碳钢焊丝P-GMAW的大步距标定专家数据,曲线见图7。
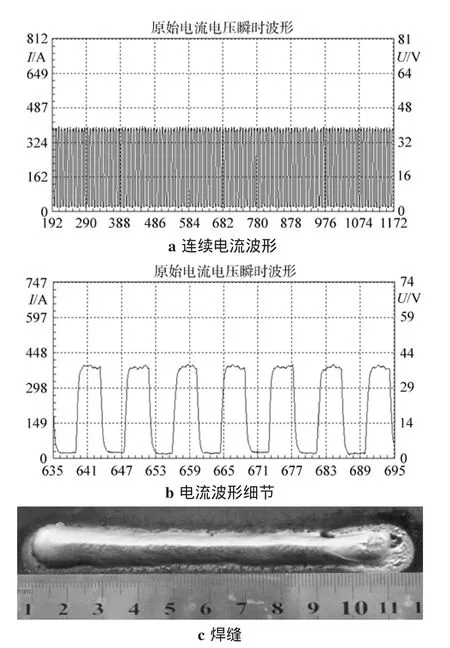
图6 焊接电流为200 A时的波形和焊缝
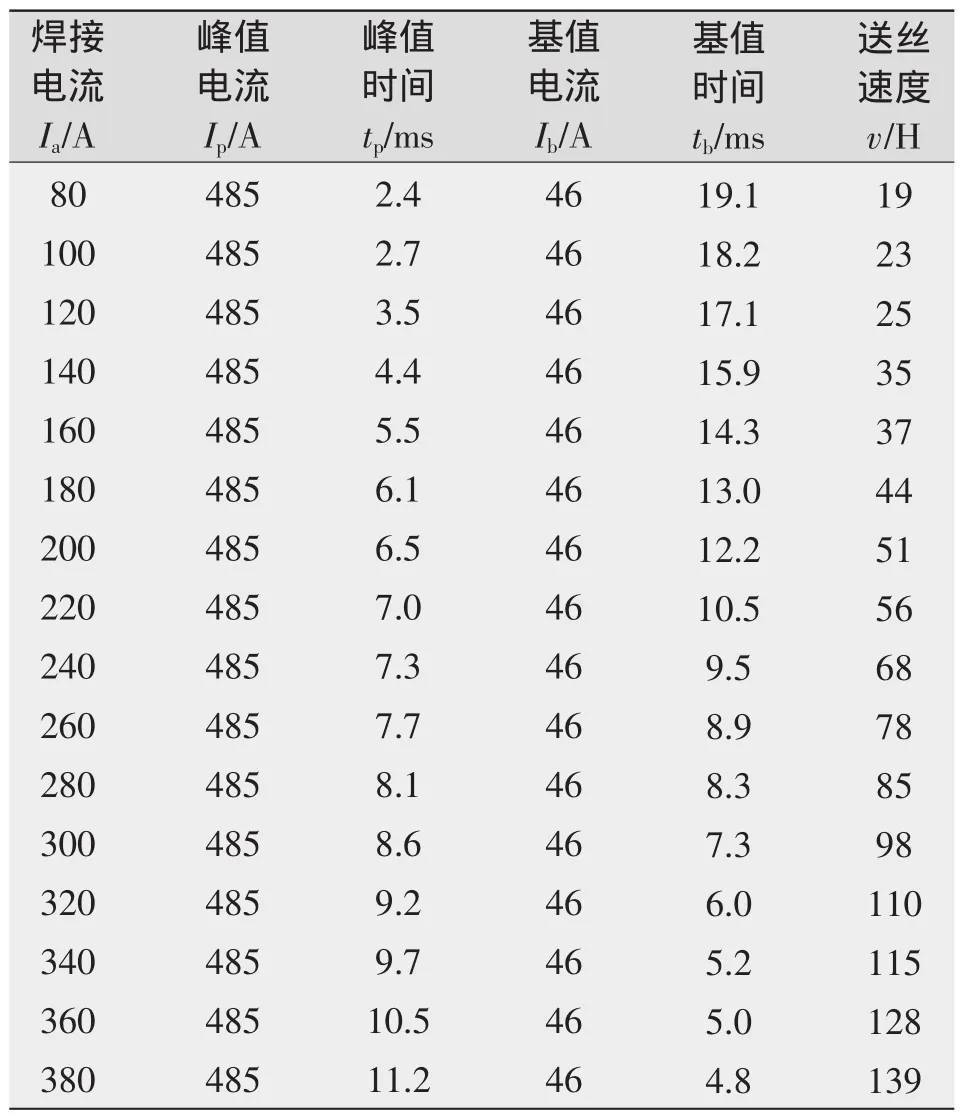
表2 φ1.6 mm碳钢焊丝P-GMAW大步距标定专家数据
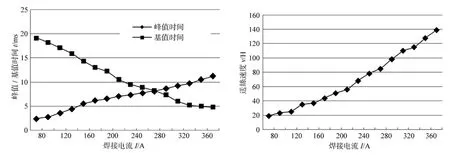
图7 φ1.6 mm碳钢焊丝大步距标定曲线
图8为焊接电流80 A时的波形和焊缝照片。
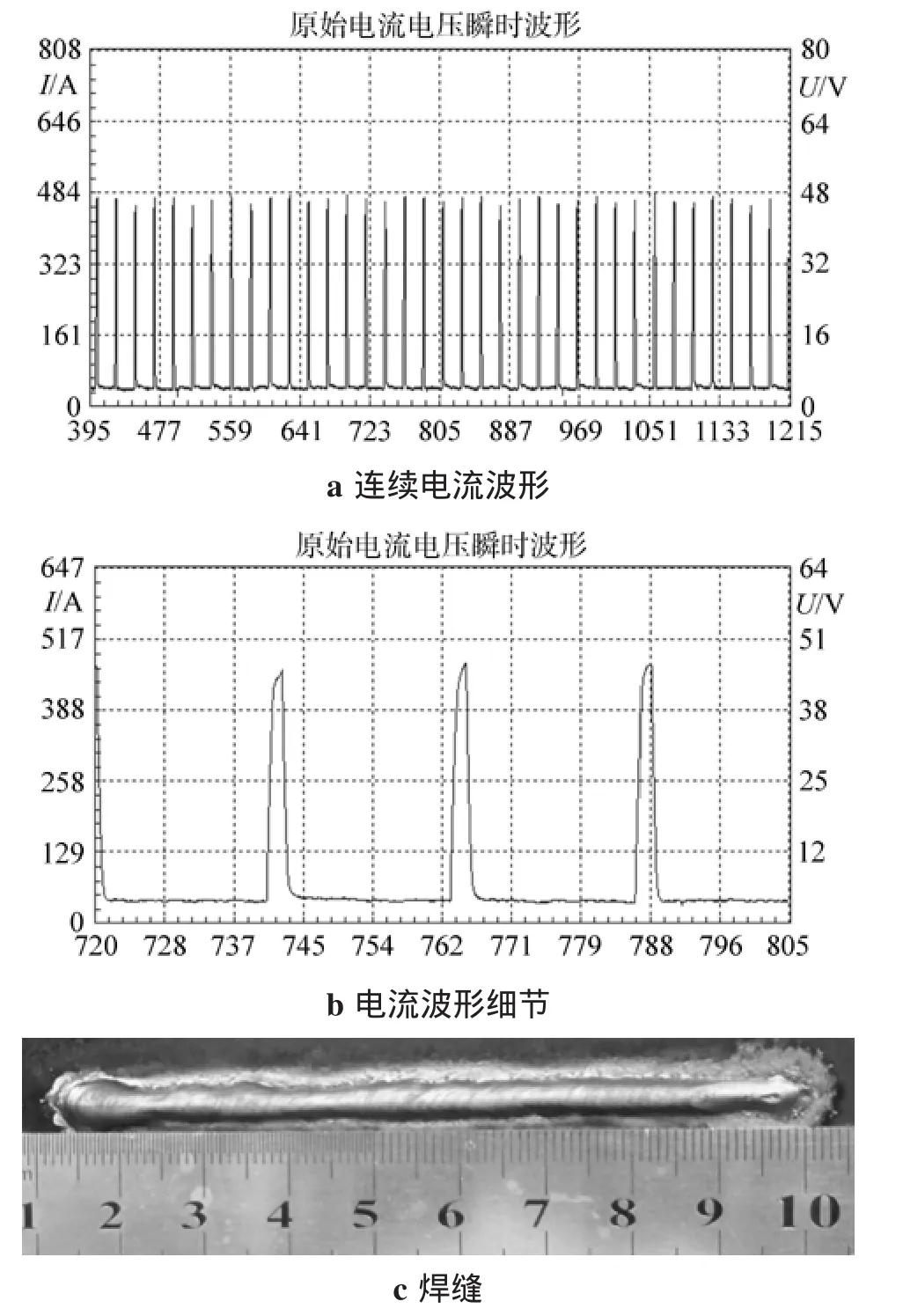
图8 焊接电流为80 A时的波形和焊缝
在图8中,熔深和清宽均很好,有明显的脉冲纹路。图9为焊接电流130A时的波形和焊缝照片。
在试验过程中,电弧稳定,干伸长约为15mm,飞溅非常少。从图8、图9中可知,用一元化专家数据库参数进行焊接,焊缝均匀、美观,熔深和清宽都很好。证明了一元化参数设计方案的有效性。
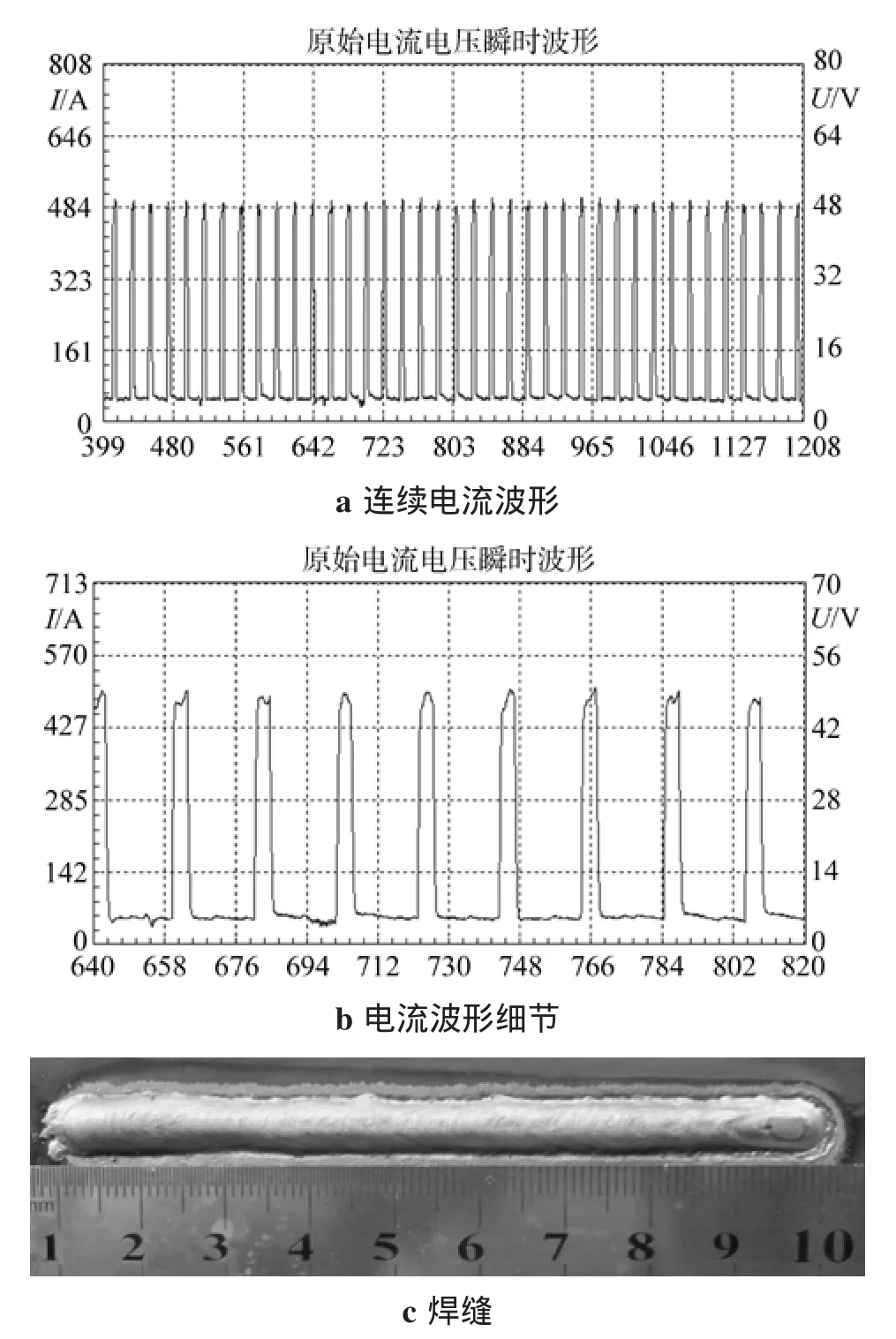
图9 焊接电流为130 A时的波形和焊缝
3 结论
(1)论述了智能弧焊电源的总体设计方案,针对智能弧焊电源的特点,设计了电源的系统控制软件。重点提出P-GMAW工艺中焊接参数一元化专家数据库的设计方案。
(2)通过大量工艺试验,对P-GMAW焊钢工艺的焊接参数进行了大步距标定。且通过试验证明了基于大步距标定的一元化参数专家数据库的有效性。
[1]Hirata Y.Pulse arc welding[J].Journal of Japan Welding Society,2002,71(3):115-130.
[2]Palani P K,Muruganb N.Selection of parameters of pulsed cur-rent gas metal arc welding[J].Materials Processing Technology,2006(172):1-10.
[3]李 芳.GMAW-P数字电源设计及熔滴过渡特征信号提取与建模研究[D].上海:上海交通大学,2008.
[4]刘 嘉,卢振洋,殷树言,等.电焊机的数字化[J].焊接学报,2002,23(1):88-92.
[5]Palani P K,Murugan N.Modeling and simulation of wire feed ratefor steady current and pulsed current gas metal arc welding using 317L flux cored wire[J].Advanced Manufacturing Technology,2007(34):1111-119.
[6]林 放,黄文超,陈小峰,等.基于局部牛顿插值的数字化焊机参数自调节算法[J].焊接学报,2011,32(3):33-36.