蛇形通道制备半固态浆料均热后的流变压铸
2012-12-20陈正周毛卫民
陈正周,毛卫民
(1.北京科技大学材料科学与工程学院,北京100083,E-mail:chzz19710425@126.com; 2.浙江省慈溪市汇丽机电有限公司,浙江慈溪315333)
蛇形通道制备半固态浆料均热后的流变压铸
陈正周1,2,毛卫民1
(1.北京科技大学材料科学与工程学院,北京100083,E-mail:chzz19710425@126.com; 2.浙江省慈溪市汇丽机电有限公司,浙江慈溪315333)
为了研究蛇形通道制备半固态浆料并经过均热后的流变压铸性能,以A356铝合金为材料进行实验研究.结果表明:当浇注温度为680℃、均热功率为1.6~2.5 kW时,半固态浆料的微观组织可以达到均一,而且初生α(Al)的形貌更加圆整;该浆料经过流变压铸成形后,在铸态下拉伸试样的抗拉强度可达245~260 MPa,伸长率可达8.5%~13%;经过T6热处理后,拉伸试样的抗拉强度可达295~320 MPa,伸长率可达7%~11%.均热可以对浆料的整个温度进行调整来满足不同铸件的流变压铸.
半固态;A356铝合金;蛇形通道;力学性能;微观组织
半固态金属的流变成形技术是较早出现的一种成形方法,因为当时制浆技术比较落后,所以该技术发展缓慢.近年来,由于开发了一些比较先进的制浆技术,流变成形技术也得到较快发展,其中包括搅拌式流变射铸技术[1-3]、射室制备浆料式流变铸造技术[4]、液相线铸造技术[5-7]、UBE公司开发的新流变铸造技术(NRC)[8]、加拿大铝业公司(Alcan)开发的 continuous rheoconversion (CRP)技术[9]和SEED技术[10]、Z Fan等开发的rheo-diecast(RDC)技术[11]和Flemings等开发的Semi-Solid Rheocasting(SSRTM)技术[12]等.这些流变成形技术大体上可以分为两类:1)将制备好的半固态浆料先通过保存装置输送到成形设备,然后再流变成形;2)将浆料制备装置和成形设备连接为一体,半固态浆料无需保存和输送.
作者在前期开发的蛇形通道浇注技术的基础上[13],已经开发了将制浆和成形连接为一体的制浆-成形一体化流变成形技术,即蛇形通道浇注流变压铸技术[14].本文继续开发将制浆和成形分离的制浆-成形分离式流变成形技术,便于将这两种工艺进行比较.这种技术就是将蛇形通道制备的半固态浆料先用收集坩埚收集,然后经过均热后注入成形设备.本文使用该技术制备半固态A356铝合金拉伸试样,并对其力学性能和微观组织进行研究.
1 实验
1.1 实验材料及装置
以商用A356铝合金为实验材料,其化学成分(质量分数/%)为:Si,7.1%;Mg,0.31%;Fe,<0.20%;Mn,<0.10%;Zn,<0.10%;其余为Al.其液相线温度615℃、固相线温度为577℃.半固态浆料的制备装置采用具有4个弯道的石墨蛇形通道,通道直径为20 mm,它的结构包括浇口杯、蛇形弯道和导流管3部分,如图1所示.
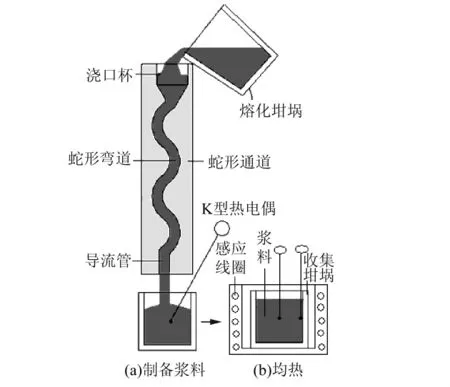
图1 蛇形通道浇注工艺制备半固态A356铝合金浆料的均热示意图
浆料的收集坩埚材质为不锈钢,其尺寸为Φ80 mm×150 mm,壁厚为1.5 mm,每次制备的浆料约1 kg.均热装置为一台中频感应加热设备(1000 Hz),成形设备采用J1116D型160 t卧式冷室压铸机.流变压铸拉伸试样及其主要尺寸如图2所示.采用CMT4105型电子拉伸机测定拉伸试样的抗拉强度和伸长率.
1.2 实验过程
合金的浇注温度为680℃,均热功率分别为1.6和2.5 kW,均热完毕后浆料的温度分别为595和600℃.浆料的出口温度和均热时的温度采用Ni-Cr/Ni-Si型热电偶进行测量,温度显示器的误差为±1℃.流变压铸时模具预热温度为200~220℃(测温位置为模具的分型面),压射比压为100 MPa,冲头速度为0.2 m/s,内浇口处充填速度为2 m/s.将同一种工艺参数制作的试样分成两组,每组为4根,一组直接进行拉伸测试,另一组经过T6(540℃固溶5 h+60℃水淬+ 180℃时效5 h)热处理后再进行拉伸测试.对热处理前后的试样采用Neuphoto光学显微镜分析其微观组织.
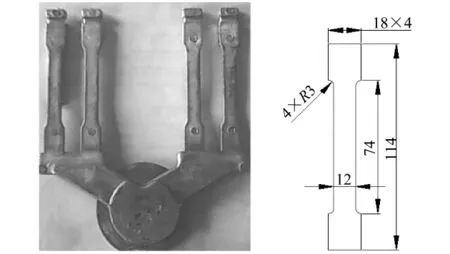
图2 流变压铸拉伸试样及其主要尺寸
2 结果与讨论
2.1 均热前浆料的淬火组织
选用较高的浇注温度,目的是对低固相率的半固态浆料经过均热后再流变压铸并对铸件的力学性能进行研究,同时也为了说明蛇形通道制备半固态浆料的工艺适应性.当浇注温度为680℃时,浆料的出口温度为610℃.当浆料流进收集坩埚时,由于受到收集坩埚壁的影响,心部温度为606℃,边部温度为593℃(测温位置见图1),因此存在较大温差.将盛有浆料的收集坩埚立即放入冷水中淬火,此时心部与边部的微观组织如图3所示,图3(a)是心部组织,主要由球状或近球状晶粒和蔷薇状晶粒组成,图3(b)是边部组织,主要由蔷薇状晶粒组成.由此看到,收集坩埚内的浆料在均热前,不但温差较大,组织也存在较大差别,若对其流变成形,组织和性能也将不均匀.
2.2 均热后浆料的淬火组织
图4是浆料温度随均热时间变化的曲线.当均热功率为1.6 kW时,心部与边部的温度同时达到593℃后,这两个区域的温度可以基本保持一致,见图4(a).这说明均热功率较低时,可以使浆料在较低温度下达到一致,也即能够得到固相率较高的、温度均匀的浆料.
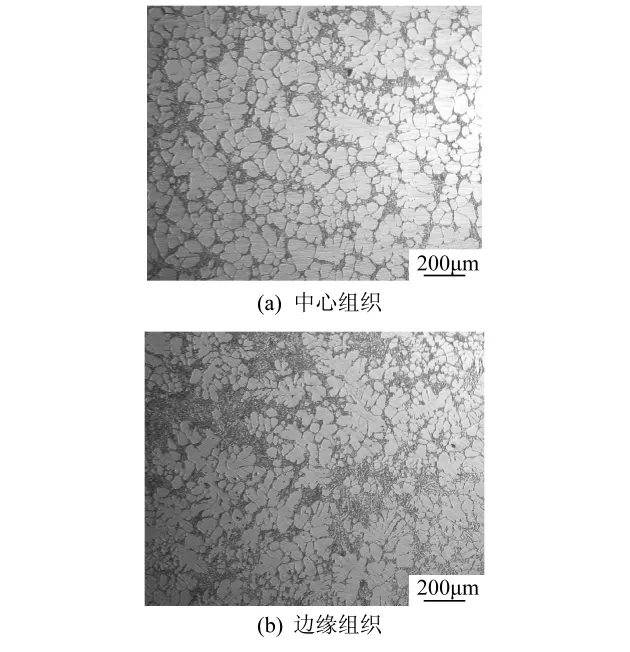
图3 淬火浆料在均热前的组织
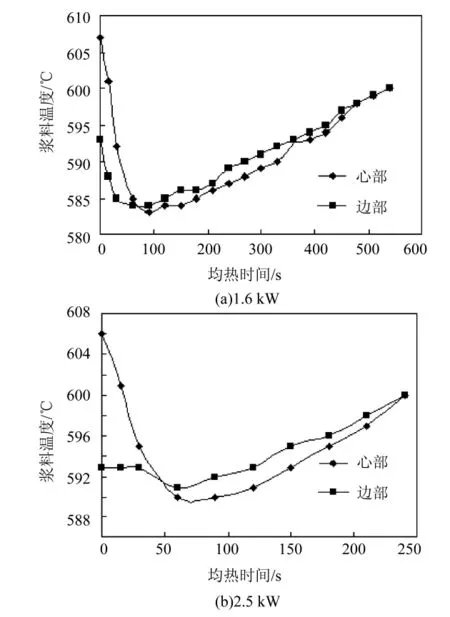
图4 不同均热功率下浆料温度随均热时间的变化曲线
该浆料经过淬火后心部和边部组织均由球状或近球状晶粒和蔷薇状晶粒共同组成,由于均热时间较长,初生α(Al)晶粒能够得到充分的熟化,所以晶粒平均直径较大,如图5(a)~(d)所示.当均热功率为2.5 kW时,见图4(b),心部与边部的温度同时达到600℃时,这两个区域的温度才可以基本保持一致,因此当心部温度为595℃时,边部温度为596℃,该浆料经过淬火后心部和边部组织形貌与1.6 kW条件下的组织形貌相似,但是初生α(Al)晶粒直径略微减小,如图5(e)~(h)所示.此实验结果表明,当均热功率提高时,浆料升温速度变快,达到均匀时的温度提高,初生α(Al)晶粒直径略微减小.
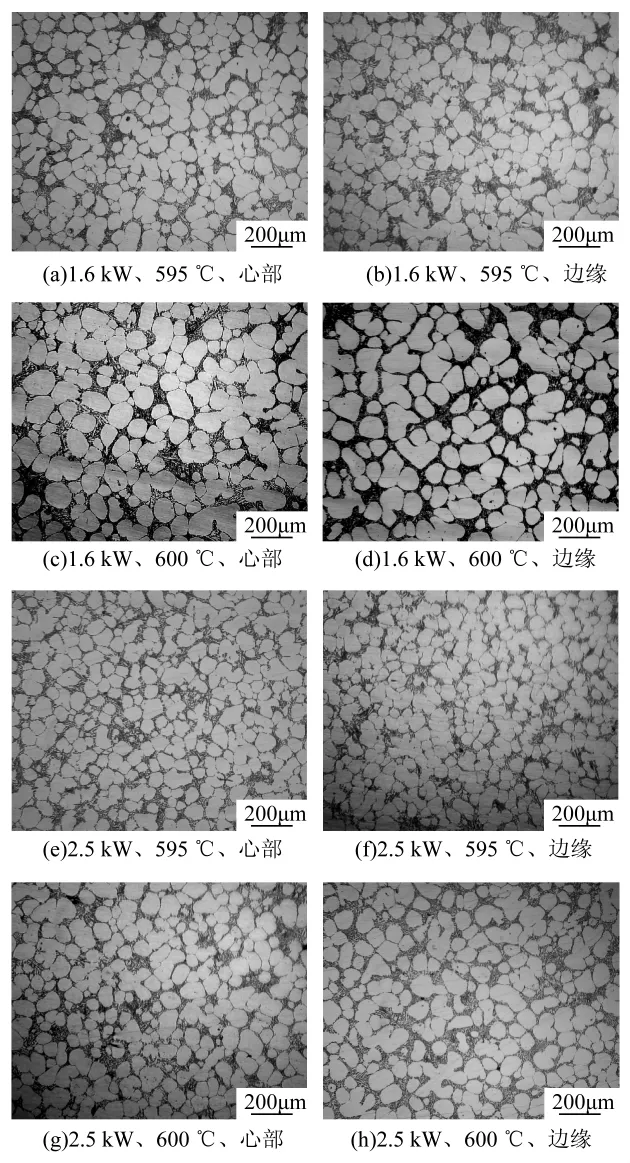
图5 不同均热功率和均热温度下半固态A356铝合金浆料的组织
比较图3(a)和图5可知,浆料经过均热后,组织形貌也得到较大改善.感应均热时,不规则的初生α(Al)晶粒将自发地向球状晶粒转变.这是因为呈球状形态的晶粒具有最小的表面能,为了降低表面能,使系统的总能量降低,小颗粒不断减小直到熔化,而大颗粒将不断长大[15],初生α(Al)的熟化服从奥斯特瓦尔德熟化理论机制(Ostwald ripening)[16].粗化过程受扩散控制,当均热功率较小时,浆料达到预定温度需较长时间,Si、Al等原子有充足的时间进行长距离扩散,所以初生α(Al)晶粒趋于圆整化并长大.当均热功率增大时,浆料升温较快,并能够在较短的时间内达到预定温度,粗化和熟化的时间短,晶粒直径也较小.
2.3 拉伸试样的力学性能
表1是不同均热功率和均热温度下流变压铸拉伸试样的力学性能.在铸态下拉伸试样的抗拉强度为250 MPa左右,伸长率为8.5%~13%,均热功率和均热后浆料温度对抗拉强度的影响不明显,但是随浆料温度的提高伸长率稍微降低.这个结果表明,半固态浆料中初生α(Al)晶粒的形貌和尺寸的微小差别对流变压铸件抗拉强度的影响不明显,对伸长率有些影响.经过T6热处理后,抗拉强度在295~320 MPa,提高了20%~30%,伸长率稍微下降,但是仍然可以达到7%~11%.
采用制浆-成形分离式流变压铸,可以对半固态浆料的温度进行调整,即可以获得不同固相率的半固态浆料,满足不同铸件的需求.从表1可以看出,均热后浆料温度对拉伸试样力学性能的影响不大,因此可以根据铸件的形状结构,适当调整浆料温度.采用制浆-成形一体化流变压铸,即将蛇形通道流出的浆料直接进入压室,铸态拉伸试样的抗拉强度也在250 MPa左右,伸长率为8.6%~13.2%,经过T6热处理后,抗拉强度在321.1~331.2 MPa,伸长率为8.1% ~11.3%[14].通过比较,这两种流变成形方式的拉伸试样力学性能的变化不大,前者的优点是可以对浆料的温度进行调整,后者的优点是工艺流程更短.
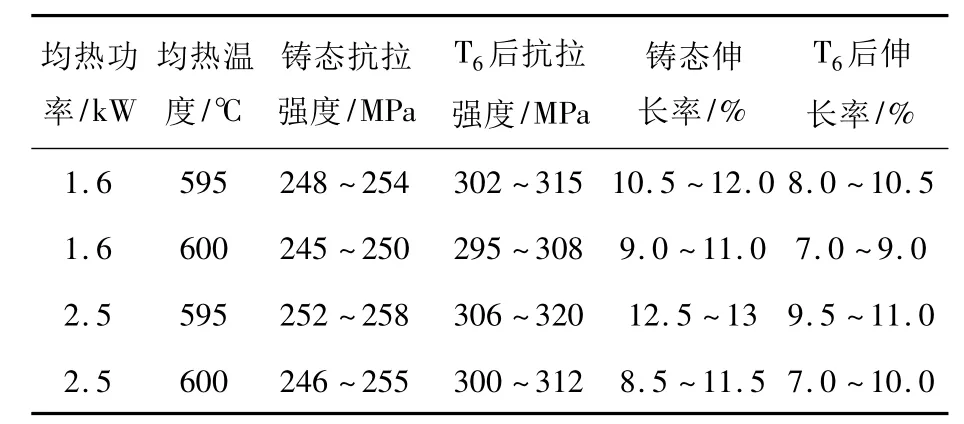
表1 不同工艺参数下流变压铸拉伸试样的力学性能
2.4 拉伸试样的微观组织
图6是不同均热功率和均热温度下流变压铸拉伸试样的铸态组织.可以看到,初生α1(Al)晶粒大部分为球状或近球状,晶粒直径在35~55 μm,形貌也比较圆整,初生α2(Al)晶粒直径约5 μm.
图7是拉伸试样在T6热处理后的微观组织,细小颗粒状的初生α2(Al)消失,初生α1(Al)变得更加圆整.在540℃固溶并且保温5 h时,Al-Si共晶组织将完全分解,并且部分Si原子将通过扩散渗入到初生α1(Al)中,这些细小层片状Si颗粒将球化,如这些图中黑色点状颗粒.Mg2Si也将得到充分的扩散并沉淀在过饱和的初生α1(Al)固溶体中.初生α2(Al)或者溶解、或者相互间合并长大、或者直接被初生α1(Al)合并.呈点状的Si和Mg2Si颗粒从α1(Al)固溶体中脱溶沉淀并弥散分布在基体和晶界上,这是经过T6热处理后拉伸试样抗拉强度提高、伸长率下降的根本原因.
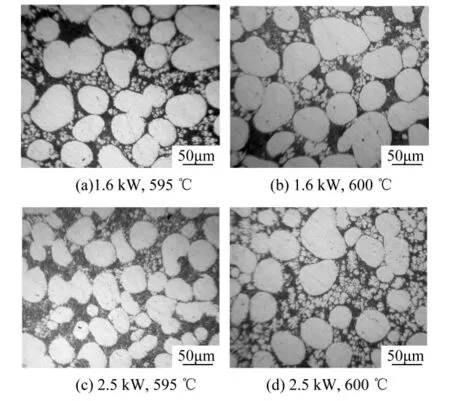
图6 不同均热功率和均热温度下的流变压铸拉伸试样的铸态组织
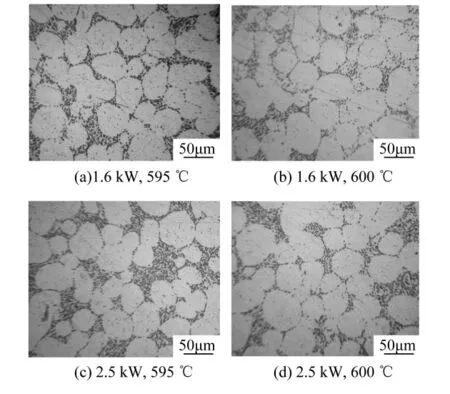
图7 不同均热功率和均热温度下的流变压铸拉伸试样T6热处理后的组织
3 结论
1)采用蛇形通道制备半固态A356铝合金浆料,当均热功率为1.6~2.5 kW时,收集坩埚里半固态浆料的温度和组织可以分别达到均一,而且形貌变得更加圆整.
2)制浆-成形分离式流变压铸,铸态下拉伸试样的抗拉强度可达245~260 MPa,伸长率可达8.5%~13%;经过T6热处理后,拉伸试样的抗拉强度可达295~320 MPa,伸长率可达7%~11%.均热可以对浆料的整个温度进行调整来满足不同铸件的流变压铸.
[1] MIWA K,RACHMAT R S,TAMURA T.Effect of solid fraction on microstructure and casting faults of AZ91D in new type semi-solid injection process[J].Solid State Phenomena,2006,116-117:441-444.
[2] OMURA N,MURAKAMI Y,LI Ming-jun,et al.Effect of volume fraction solid and injection speed on mechanical properties in new type semi-solid injection process[J].Solid State Phenomena,2008,141-143: 761-766.
[3] RACHMAT R S,TAMURA T,MIWA K.Fluidity and microstructures characteristics of AZ 91D by using new type semi-solid injection process[J].Solid State Phenomena,2006,116-117:534-537.
[4] 毛卫民,赵爱民.球状初晶半固态金属或合金浆料直接成型方法及装置:中国,1411932A[P].2003-04-23. MAO Wei-min,ZHAO Ai-min.Directly-forming method and device of spherical primary crystal semi-solid metal or alloy slurry:CN,1411932A[P].2003-04-23.
[5] FORN A,ESPINOSA I,BAILE M T,et al.Anodizing of A356 T6 alloys obtained by sub-liquidus casting[J]. Solid State Phenomena,2008,141-143:755-760.
[6] FORN A,MENARGUES S,MARTÍN E,et al.Sub liquidus casting technology for the production of high integrity component[J].Solid State Phenomena,2008,141-143:219-224.
[7] WANG Kai,LIU Chang-ming,ZHAI Yan-bo,et al.Microstructuralcharacteristics of near-liquidus cast AZ91D alloy during semi-solid die casting[J].Transactions of Nonferrous Metals Society of China,2010,20 (2):171-177.
[8] LUKASSON M,APELIAN D,DASGUPTA R.Alloy characterization for the new UBE rheocasting process[J].AFS Transactions,2002,110:271-284.
[9] PAN Q Y,FINDON M,APELIAN D.The continuous rheoconversion process(CRP):A novel SSM approach[C]//Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites,S2P 2004,Limassol,Cyprus:Worcester Polytechnic Institue,2004:122-129.
[10] DOUTRE D,HAY G,WALES P,et al.SEED:a new process for semi-solid forming[J].Canadian Metallurgical Quarterly,2004,43(2):265-272.
[11] FAN Z,FANG X,JI S.Microstructure and mechanical properties of rheo-diecast(RDC)aluminium alloys[J].Materials Science and Engineering A,2005,412 (1/2):298-306.
[12] FLEMINGS M C,MARTINEZ R A,FIGUEREDO A M.Metalalloy compositions and process:US,20020096231[P].2002-07-25.
[13] 陈正周,毛卫民,吴宗闯.多弯道蛇形管浇注法制备半固态A356铝合金浆料[J].中国有色金属学报,2011,21(1):95-101. CHEN Zheng-zhou,MAO Wei-min,WU Zongchuang.Semi-solid A356 Al-alloy slurry prepared by serpentine pipe with multiple curves casting[J].The Chinese Journal of Nonferrous Metals,2011,21(1): 95-101.
[14] CHEN Zheng-zhou,MAO Wei-min,WU Zong-chuang. Mechanical properties and microstructures of Al-alloy tensile samples produced by serpentine channel pouring rheo-diecasting process[J].Transactions of Nonferrous Metals Society of China,2011,21(7):1473-1479.
[15] LIU C M,HE N J,LI H J.Structure evolution of A1Si6.5Cu2.8Mg alloy in semi-solid remelting processing[J].Journal of Materials Science,2001,36: 4949-4953.
[16] JUNG H K,KANG C G.Repeating process of cast and wrought aluminum alloys for thixoforging and their globularization mechanism[J].Journal of Materials Processing Technology,2002,104:244-253.
Rheo-diecasting performance of the semi-solid slurry prepared by serpentine channel pouring and after soaked
CHEN Zheng-zhou1,2,MAO Wei-min1
(1.School of Materials Science and Engineering,University of Science and Technology Beijing,Beijing 100083,China,E-mail:chzz19710425@126.com;2.Zhejiang Province Cixi City Huili Machinery and Electric Co.Ltd.,Cixi 315333,China)
To study rheo-diecasting performance of the semi-solid slurry prepared by serpentine channel pouring and after soaked,the A356 aluminum alloy was used.The results show that,under the conditions of pouring temperature of 680℃ and soaking power of 1.6~2.5 kW,uniform microstructure can be achieved,and primary α(Al)morphology become rounder.After rheo-diecasting,ultimate tensile strength of the tensile test samples can reach 245~260 MPa,elongation can reach 8.5% ~13%.After T6 heat treatment,the ultimate tensile strength can be enhanced to 295~320 MPa,and the elongation to 7% ~11%.The temperature of the whole soaked slurry can be adjusted to meet different castings for rheo-diecasting.
semi-solid;A356 aluminum alloy;serpentine channel;mechanical properties;microstructure
TG249.9;TG146.2 文献标志码:A 文章编号:1005-0299(2012)02-0070-05
2011-04-28.
国家高新技术研究发展计划资助项目(2006AA03Z115);国家基础研究发展计划资助项目(2011CB6056302-1);国家自然科学基金资助项目(50774007).
陈正周(1971-),男,博士;
毛卫民(1958-),男,教授,博士生导师.
(编辑 程利冬)