纸纱复合制袋机控制系统设计
2012-12-01董海棠祁文哲彭珍瑞李文生
殷 红 董海棠 汪 诤 祁文哲 彭珍瑞 李文生
(兰州交通大学机电工程学院1,甘肃 兰州 730070;兰州金安新包装有限公司2,甘肃 兰州 730070)
0 引言
纸纱复合包装袋是采用纸纱复合制袋机技术生产的纬纱连续环绕无中缝的新型包装袋。纸纱复合包装袋既解决了传统纸袋强度低、易破损等问题,又解决了塑料袋废弃后的“白色污染”问题,属于绿色包装,符合可持续发展战略[1]。近年来研制的纸纱制袋机,较好地解决了纸纱袋的生产和企业的效率问题,但制袋机的自动化、制袋精度和可靠性仍有待于进一步提高。
本文根据新型环保纸纱复合制袋机的工艺要求和控制性能指标,开发了纸纱复合制袋机控制系统,以提高制袋机的自动化水平、工作的稳定性和可靠性,并尽可能地解决目前纸纱复合制袋机存在的经纬纱密度不均匀、切刀动作丢失、乱刀和切不断等问题。
1 系统结构和工艺要求
1.1 工艺流程
自动纸纱复合制袋机主要由上纸机构、折叠机构、布纱机构、上胶机构、牵引机构、切断机构、挤压定型机构、报警机构以及其他功能扩展机构(如印色、扎微孔等机构)组成[1],其平面图如图1所示。
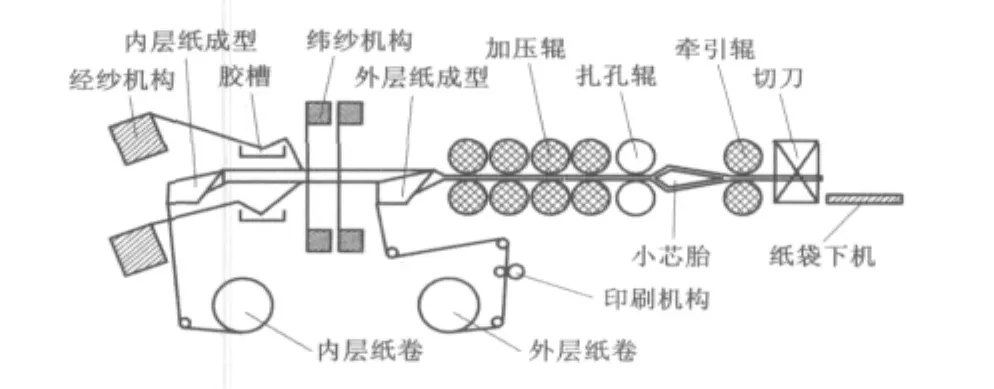
图1 纸纱复合制袋机平面图Fig.1 Plan figure of the bag-making compound machine
纸纱复合制袋机的工艺流程为:纸纱制袋机将来自牛皮纸卷的内层纸折叠成矩形纸筒,并在袋长牵引机构的牵引下运动;经纱通过经线布线架上的布线器,再通过上胶盒完成上胶和布线;然后将布好经线的纸筒穿过纬线布线机构的芯部,纬线机构由2个盘形线架组成,2个盘形线架转动的方向相反,把纬线缠绕在走过的纸筒圆周上,并经外层纸折叠装置折叠,使外层纸包裹在绕好线的纸筒上;通过5级挤压定型辊使纸筒内外层及经纬线粘接在一起,在扎微孔机构处使纸袋扎微孔完成放气;最后由小芯胎折边机构将纸袋两侧折成M形;再通过定型机构定型后,用切刀切成所需要的长度并下线[2]。
1.2 工艺控制要求
通过研究定长、定位剪切的控制方法以及纸袋线速度与袋长、纬纱密度之间的协调关系,设计了一种基于PLC的制袋控制过程系统方案。该方案实现了纸纱复合制袋机的自动化功能[3-6]。
该方案的主要控制参数具体设置如下。
①主要控制参数
袋速(主机速度):1~20 m/min;切袋长度:600~1200 mm;切袋误差:±3 mm;温度范围:20~85℃;温度误差:±3 K;纬纱密度:30根/100 mm~60根/100 mm。
②对整机系统的可靠性和稳定性要求
在连续制袋5万条的过程中,系统不应出现死机、乱刀、失控等现象。
制袋机工作在1~20 m/min的袋速范围内,并在加速或减速过程中系统应平稳过渡,运行可靠,且能确保纸袋加工误差在±3 mm之内。
通过生产实践证明,目前的制袋机控制系统存在自动化程度低、电器故障率高、整机系统可靠性低和稳定性欠佳等问题。因此,保证定长、定位和裁切的准确性是控制系统需解决的关键技术问题。
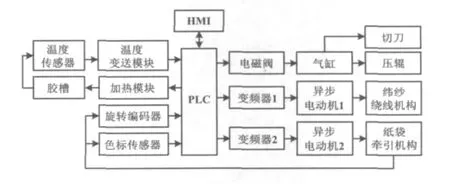
图2 控制系统结构框图Fig.2 Structural block diagram of the control system
2 纸纱复合控制系统设计
根据开发委托单位提出的“突出控制的可靠性、稳定性”要求,实施控制系统设计和选型。在单片机、工控机和PLC等控制器中,选用便于与接触器等传统元器件集成、性价比较高的PLC为控制核心。基于触摸屏技术的制袋机控制系统,可以更好地满足生产要求、提高生产效率。
人机界面(HMI)是操作人员和机器设备之间进行双向沟通的桥梁,用户可以通过HMI多功能显示屏幕,组合文字、按钮、图形和数字等来处理或监管实时变化的信息。
2.1 控制系统结构
纸纱复合制袋机以PLC为控制中心,通过工业触摸屏向PLC发送操作指令并显示系统的运行状态,采用变频器对袋长牵引电机和纬纱电机进行变频调速控制[7]。
在纸袋牵引传动链系统中,设置有编码器,从而对实际的袋速进行测量;采用色标传感器检测有色袋的切断标志,触摸屏将温度、压辊压力等信息传输给PLC,由PLC进行反馈控制。此外,系统还能检测各子系统故障现象,并将具体的故障信息送往触摸屏进行实时显示。
控制系统结构如图2所示。
2.2 人机界面设计
人机界面的选型综合考虑了产品品牌、处理器的速度、内存大小、屏的尺寸、显示方式、接口类型、显示分辨率、可靠性、稳定性、使用寿命和价格等因素,以及工程的现场条件和控制要求,最后选用基于12.1英寸(1英寸=25.4 mm)TFT液晶显示屏的TPC1262H嵌入式一体化工控机。该一体化工控机还预装了MCGS嵌入式组态软件(运行版)[8]。
人机界面的主要功能是用触摸屏控制下位机(PLC),以达到控制机器各部件的目的。其控制量有现场各设备(如电机等)的开闭、牵引速度和纬纱密度(即控制主机变频器和纬纱变频器,以实现速度变化)以及上下胶槽温度等。显示对象有上下胶槽温度、袋速、纬纱密度、切袋计数和旋编脉冲等实时数据和机器动画的动态显示,可实时监控各种变量的变化。控制系统主要由开始画面、系统监控、操作画面和报警画面等组成。通过组态形成的控制系统画面,可使工作人员通过触摸屏进行数据的输入、启动或停止整个机器,以及监控整个系统和系统各个关键部件的运行状况。
2.3 控制系统设计
自动纸纱复合制袋机主要由5个控制子系统组成,即袋长牵引子系统、切刀子系统、纬纱绕线子系统、温度控制子系统和压辊控制子系统。其中,袋长牵引子系统是确保控制系统稳定、可靠工作的关键,本文将对该系统进行重点介绍,并简要说明其他子系统。
2.3.1 PLC 的选型
根据工厂生产工艺流程、生产过程特点及I/O点数规模等需求,结合工厂现有设备和控制要求,选用欧姆龙继电器输出型的CP1H-XA40DR-A作为本系统的PLC。它集成了24点输入、16点输出共40个数字量I/O点,并内置4点模拟量输入、2点模拟量输出。CP1H-XA40DR-A是具有较强控制能力的控制器[9],它共有4个独立的100 kHz高速计数器、2路独立的100 kHz高速脉冲输出、2个RS-485/RS-232C通信/编程口。
2.3.2 袋长牵引子系统
袋长牵引子系统由变频器对主机(牵引电机)速度进行控制,它是解决袋长精度的关键。编码器检测走袋速度并送入PLC,PLC控制变频器,进而控制电机速度。对未印刷的纸袋,PLC根据人机界面触摸屏传送的袋长指令计算切刀周期;对印刷有色标的纸袋,其切刀周期直接由色标确定。
① 变频器的选型[10]
为实现三相异步电动机速度的调整和运转的稳定,本系统采用2台变频器分别对牵引电机和纬纱绕线电机进行频率调节控制。变频器的容量选定过程实际上是变频器与电机的最佳匹配过程,最常见也较安全的选择依据是使变频器的容量大于或等于电机的额定功率。本系统选用欧姆龙3G3MV型变频器,输入为380 V三相交流电源、输出功率为3 kW、额定电流为6.8 A。在变频调速的几种控制方式中,PWM模式的V/F变频器控制相对简单,机械特性硬度也相对较好,能够满足一般传动的平滑调速要求。因此,系统采用PWM-V/F变频器方式。
②色标传感器的选型
色标传感器的选择主要考虑传感器的截面形状、截面面积、检测距离、开关频率、光斑大小、响应时间、稳定性和自学习能力等指标。由于本系统中色标传感器用于控制切刀的动作,故选择的传感器必须满足响应时间短、稳定性好以及自学习能力强的要求。所以,本系统选择SICK KT1M-P1色标传感器。
③旋转编码器的选型
在本系统中,旋转编码器的作用是实时采集袋长牵引过程中的纸袋长度,为此,选用增量式旋转编码器。考虑到系统对纸袋的精度要求较高,本系统选用DRS60旋转编码器。为提高袋长精度,每次切袋后编码器都需清零。
2.3.3 切刀子系统
PLC产生切刀信号控制切刀电磁阀,进而控制切刀。控制的关键在于提刀时间。提刀时间太长,会造成纸袋堆积,容易产生斜角;提刀时间太短,则切不断纸袋,容易产生废品。经过反复试验,确定本系统的切刀时间为5~10 ms,以适应不同的袋长和袋速。
2.3.4 纬纱绕线子系统
纬纱绕线子系统采用变频器联动调速。根据主机线速度(袋速)、主机传动比、牵引辊直径、纬纱传动比和纬纱盘定子数等参数,由PLC程序自动计算出纬纱电机的转速,从而确保整机的平稳运行以及纬纱密度的精确稳定。
2.3.5 温控子系统
温控子系统用来控制上下胶槽温度,以便能够让经纬纱可靠地粘合在上下层牛皮纸上。本系统温控范围为20~85℃,控制精度保持在±3 K。系统控制对精度要求不高,但要求稳定。所以选用性价比较高的Pt100温度传感器,再经由温度变送器送入PLC,实现对温度的控制。
2.3.6 压辊控制子系统
压辊控制子系统对各个压辊进行加压和减压操作。当压力达到一定值后,通过PLC控制电磁阀的断电和通电。
系统控制流程图如图3所示。
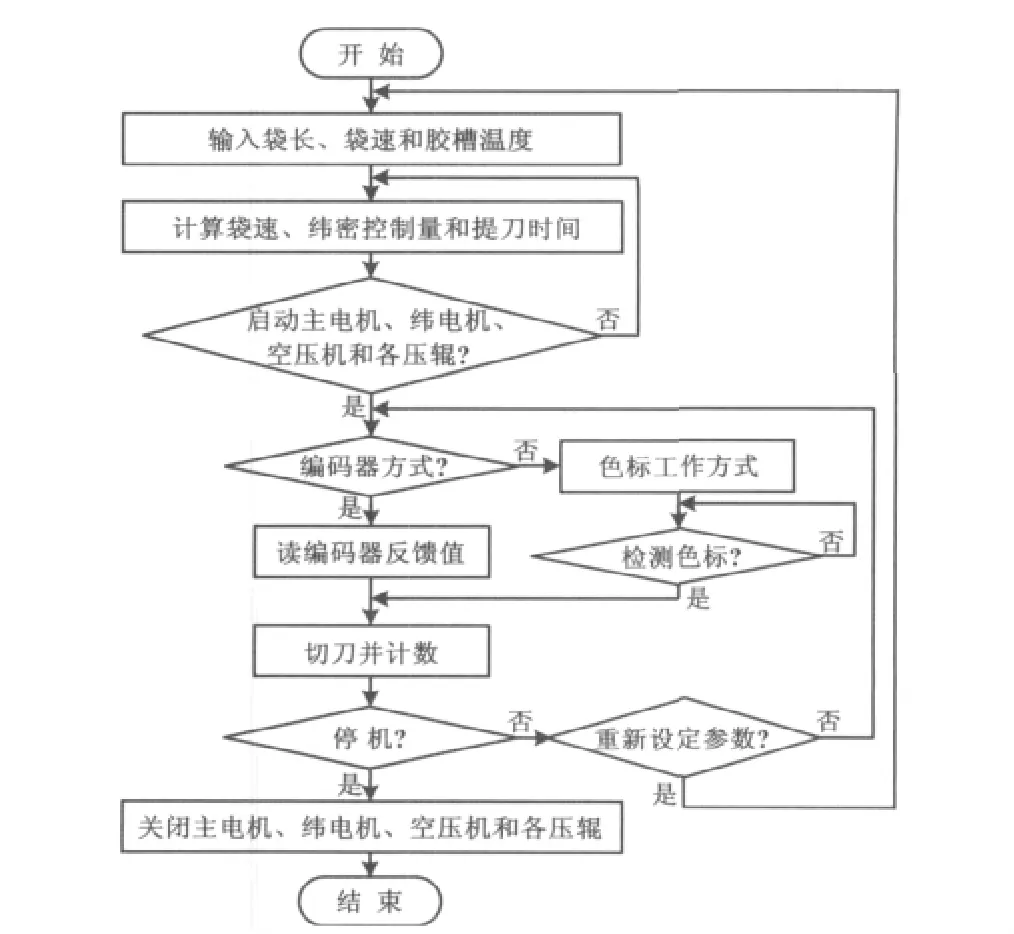
图3 系统控制流程图Fig.3 Flowchart of system control
3 应用情况
本文设计的整机系统一直在兰州金安新包装有限公司进行试生产。该自动控制系统能够实现纸纱复合制袋机生产过程的上纸、布纱、上胶、控温、折边、翻边、扎孔、剪切、复合、折边、切袋计数和输送等各个环节的自动化。主机速度(袋速)在1~20 m/min范围内能够确保系统在加速、减速过程中稳定可靠。剪切袋长在600~1200 mm范围内设定生产时,切袋误差不超过±3 mm。触摸屏人机界面操作简单,可实时显示设备的工作状态。当发生小芯胎错位等严重故障时,触摸屏能实时显示其故障,同时控制系统能够紧急停止主机、纬机,既不浪费纸张,又保证设备和人身安全。
与原有的控制系统相比,该系统的可靠性、准确性和稳定性都有大幅度的提高,迄今已生产15万条纸袋(验收指标为5万条纸袋),气动切刀工作正常,未出现不切、乱切、切不断、失控等情况,整机系统也未出现其他故障。
4 结束语
针对现有纸纱复合制袋机的精度和自动化程度等问题,在分析制袋工艺和加工过程的基础上,对制袋机的控制系统进行了全新的设计,研究并开发了基于PLC的绿色环保型纸纱复合制袋机的控制系统。该控制系统综合运用人机界面组态软件、触摸屏、PLC、变频器、编码器和色标传感器等技术,实现了主电机和纬纱电机速度的匹配调节和平滑过渡,自动化程度和可靠性得到了明显提高,废品率大大降低;从而提高了纸袋的加工精度和产品质量,提升了企业的市场竞争力,满足了不同层次客户的需求。
此外,由于采用以PLC为核心的控制,故控制系统具备体积小、可靠性高、性价比高等显著优点。根据不同的生产工艺流程,该控制系统可以在不改变硬件接线或对硬件接线略作改动的情况下,通过适当修改程序来实现用户的需求;同时,还预留了一定的输入输出点数,使得系统的柔性大大提高。
[1]刘丽荣.基于PLC的全自动纸纱复合制袋机生产线的研究与开发[D].兰州:兰州理工大学,2008.
[2]罗生梅.基于PLC的纸纱制袋机裁切的协调控制[J].中国包装,2007(3):65 -67.
[3]韩凌,陆荣鑑.制袋机的检测与控制技术发展概述[J].包装工程,2010,31(11):135 -139.
[4]李玉军,王明渝,刘述喜.基于组态王和PLC的主变压器冷却监控系统设计[J].自动化仪表,2007,28(8):42 -44.
[5]赵显红,张晓红.触摸屏与PLC在捻线机自动控制系统中的应用[J].自动化仪表,2008,29(7):66 -68.
[6]胡佳丽,闫宝瑞,张安震,等.S7-200 PLC在伺服电机位置控制中的应用[J].自动化仪表,2009,30(12):38 -41.
[7]吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010,31(8):45 -51.
[8]朱文胜.PLC结合MCGS组态软件在称重包装生产线中的应用[J].机床电器,2010(1):34-36.
[9]王冬青,谭春.欧姆龙CP1H原理与应用[M].北京:电子工业出版社,2009.
[10]李方园.变频器自动化工程实践[M].北京:电子工业出版社,2007.