浅谈无氧化炉能源节能方案
2012-11-16杜阳光
杜阳光
(广东顺德浦项钢板有限公司,广东 佛山 528311)
1 概述
随着经济的发展,我国对能源的需求越来越大,能源供应日趋紧张,连续热镀锌生产线的退火炉是重要耗能设备,其能耗占整条生产线的70%~80%左右,因此,退火炉的节能显得非常重要,是企业降低成本、节约能源、增加经济效益的重要途径。广东顺德浦项钢板有限公司镀锌钢板生产线的连续退火炉是由日本黑崎工业炉株式会社制造,它采用的是改良森吉米尔法,火炉入口段设立无氧化炉区域,直接利用气体燃烧预热钢板工艺,其控制手段先进,炉温、带温控制精准,产品质量稳定。但无氧化炉产生的高温烟气直接排放到室外,余热没有回收利用,并且还要消耗大量动力对烟气进行冷却,增加了温室气体排放,造成能源很大的浪费和影响环境。
2 无氧化炉工艺结构特点
无氧化炉的主要作用是为使带钢达到再结晶温度,对带钢进行预加热,同时,把带钢表面残余的油脂燃烧或蒸发清除掉,获得无氧化的洁净带钢。无氧化炉由无烧嘴废气预加热段和烧嘴直接加热段两部分组成,全长16400MM,烧嘴加热段分成AB区、1区和2区三个区域,AB区有两个200000kcal/h的后燃烧烧嘴,1区有六个590000kcal/h的主燃烧烧嘴,2区有四个590000kcal/h的主燃烧烧嘴。烧嘴燃烧所需要的助燃空气由一台风量7200 NM3/H风机提供,废气排放口设置预加热段顶部,在废气排放口设置了一套自动控制的滑板式风门用于控制炉内压力,废气在风门的控制下由一台风量750 NM3/Min废气排放风机通过风管排出室外。无氧化炉相关参数统计如下:
LPG消耗量为:200NM3/H
助燃空气消耗量约:4000 NM3/H
废气排放温度约:550℃
废气流量为:4000NM3/Hr
废气排放风机参数:全压150mmH2O,风量750NM3/Min。

助燃风机参数:全压1150mmH2O,风量120NM3/Min。道,助燃风机把室内空气通过三组管道送到各区的烧嘴参与燃烧,各区助燃空气的流量通过流量控制阀独立控制,可以有效控制空燃比。无烧嘴废气预加热段顶部的废气排放口设置一个自动控制的滑板式风门,风门上部是废气收集装置,风门与废气收集装置之间设计有150MM的间距,燃烧后的废气在滑板式的风门控制下,与新鲜室内空气一起从废气收集装置通过废气管道,在废气排放风机的作用下直接从烟囱排出室外。
3 节能分析
从无氧化炉工艺流程分析中可以知道,尽管设计了无烧嘴预热段,可以降低了燃料的消耗,但是尾气温度还是很高(现场实际测定废气平均温度达550℃),直接排放到室外造成能量大量浪费。同时,为降低排气温度,需要补充新鲜空气,增加烟气排放风机的功率,造成电力损耗;而参与燃烧的助燃空气是从室内送到烧嘴,通常温度在20℃~30℃之间,如果可以利用排放的高温尾气加热参与燃烧的助燃空气,充分利用高温烟气余热,就可以进一步提高燃烧效率,实现降耗节能的目的,同时减少烟气中的RO2和CO的排放,减少环境污染。
4 节能改造方案
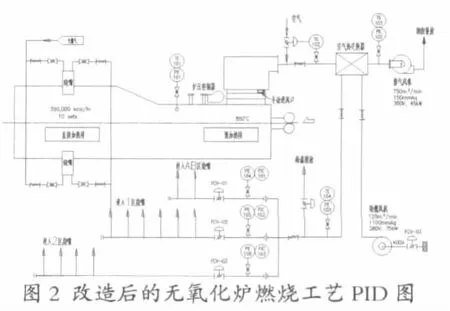
4.1 无氧化炉段燃烧工艺PID改造
通过对热镀锌连续退火炉无氧化炉段燃烧工艺的研究和分析,对无氧化炉段助燃空气和排放烟气流程进行改造,改造方法如图2所示。在排气风机前的烟道上安装一个空气和烟气的热交换器,把助燃空气管道引入热交换器,利用烟气余热加热助燃空气,达到节能的目的,同时减少温室气体的排放。
4.2 改造方案
首先,依图2增加热交换器后,会增加烟气和助燃空气的阻力,根据现场的实际情况,选用烟气阻力小的管式热交换器,在不改变排气风机和助燃风机的前提下,能满足改造后系统运行的要求,改造后,预计每年可为公司节约250吨的LPG,节约费用近125万元。设计的主要参数如下:
助燃空气温升:280℃
换热器换热面积:85M3
空气侧阻力:小于1500Pa
烟气侧的阻力:小于150Pa
其次,封堵无氧化炉废气排放口和废气收集装置间的缝隙,以便减少冷风吸入,提高烟气温度,在封堵板上,设计有一个可通过手动调节大小进风口,可手动将插板调节到适当位置,以增加燃烧烟气中一氧化碳所需的空气量。
第三,对原助燃风机主管道进行改造,以适应新系统要求;同时在热交换器进风口增加冷风进风管道和自动调节蝶阀,当进入热交换器的烟气温度大于500℃时自动开启调节蝶阀,从环境中吸入适量的冷风,使烟气温度不高500℃,以保证热交换器的安全,延长其使用寿命;在热交换器热风总管上安装一段可将热风排放到室外的排放管和蝶阀,正常工作时应先关闭此阀,在停窑后窑内不需要让空气时开启此阀,可避免热交换器内温度过高;
第四,将烧嘴前的空气调节阀改为高温调节阀,以确保助燃空气在400℃以下能使用阀门进行调整,有效控制空气流量;更换进入各区助燃空气主管路的三个孔板,把FCV流量控制阀更换为控制方式完成相同的高温阀,以满足热空气调节要求;同时,所有热风管道进行保温,减少热空气的热损失。
第五,设置热交换系统独立的控制装置,对热交换系统的设备运行状态进行控制和监控,避免对原系统造成影响;由于燃烧空气温度的变化,物理特性也发生改变,需要对孔板计算过来流量进行系数补偿,新系统把PLC补偿后的值输出至原系统,完成了对流量的补偿过程。
结束语
公司依据上述方案对退火炉排放的尾气进行余热利用改造,热交换系统安装调试后,运行良好。经过预热后的助燃空气温度最低为220℃,最高为360℃度,平均温度为290℃,排向大气的尾气温度低于200℃,换热效果理想。
实践证明,通过对退火炉产生烟气的余热进行回收,把助燃空气通过热交换器预热后再引入火炉,提升了助燃空气的温度,既达到了节能的目的,同时又减少了温室气体的对外排放。根据我们公司设备改造的经验,设备投资可以在1年的生产中全部收回,经济效益十分明显。
[1]郭海涛,赵凯星.连续热镀锌退火炉工艺及其节能技术综述 [J].中国西部科技.2008,(18).
