X62W万能铣床PLC控制方案
2012-11-16张有成孟军红
张有成 孟军红
(1、沈阳拓荆科技有限公式,辽宁 沈阳 110015;2、沈阳职业技术学院汽车分院,辽宁 沈阳 110015)
工厂里经常对那些役龄长,电气元件老化,故障频繁的继电器控制的设备进行PLC改造。PLC控制系统结构简单,体积小,对原来机床的机械结构稍加修改就可以腾出安装的空间。改造时,可以将继电器电路图“翻译”成梯形图,即用可编程序控制器的外部硬件接线和梯形图软件来实现继电器系统的功能。
在分析可编程序控制器控制系统的功能时,可以将它想像成一个继电器控制系统中的控制箱,其外部接线图描述了这个控制箱的外部接线,梯形图是这个控制箱的内部“电路图”,梯形图中的输入位(I)和输出位(Q)是这个控制箱与外部世界联系的“中间继电器”,这样就可以用分析继电器电路图的方法来分析可编程序控制器控制系统。在分析时可以将梯形图中输入位的触点想像成对应的外部输入器件的触点,将输出位的线圈想像成对应的外部负载的线圈。
1 改造步骤
将继电器电路图转换为可编程序控制器的外部接线图和梯形图的步骤如下:
1.1 了解和熟悉被控设备的工艺过程和机械的动作情况,根据继电器电路图分析和掌握控制系统的工作原理,这样才能做到在设计和调试控制系统时心中有数。
1.2 确定可编程序控制器的输人信号和输出负载,以及与它们对应的梯形图中的输入位和输出位的地址,画出可编程序控制器的外部接线图。
1.3 确定与继电器电路图的中间继电器、时间继电器对应的梯形图中的存储器位(M)和定时器(T)的地址。
1.4 根据上述对应关系画出梯形图
在进行PLC改造时应注意梯形图与继电器电路图的区别,梯形图是一种软件,是可编程序控制器图形化的程序。在继电器电路图中,各继电器可以同时动作,而可编程序控制器的CPU是串行工作的,即CPU同时只能处理一条指令。根据继电器电路图设计可编程序控制器的外部接线图和梯形图时应注意以下问题:
应遵守梯形图语言中的语法规定。在继电器电路图中,触点可以放在线圈的左边,也可以放在线圈的右边,但是在梯形图中,线圈必须放在电路的最右边。
合理设置中间单元。在梯形图中,若多个线圈都受某一触点串并联电路的控制,为了简化电路,在梯形图中可设置该电路控制的存储器位,它类似于继电器电路中的中间继电器。
尽量减少可编程序控制器的输入信号和输出信号,降低改造成本。可编程序控制器的价格与I/0点数有关,每一个输入信号和每一个输出信号分别要占用一个输入点和一个输出点,因此减少输入信号和输出信号的点数是降低硬件费用的主要措施。
设置外部连锁电路。为了防止控制正反转的两个接触器同时动作造成三相电源短路,应在可编程序控制器外部设置硬件连锁电路。
考虑外部负载的额定电压。可编程序控制器的继电器输出模块和双向晶闸管输出模块一般只能驱动额定电压AC220V的负载,如果系统原来的交流接触器的线圈电压为380V的,应将线圈换成220V的,或设置外部中间继电器。
2 X62W万能铣床PLC控制方案
2.1 X62W万能铣床的电气拖动要求
铣床的主运动是主轴带动铣刀的旋转运动,进给运动是工作台的前后(横向)、左右(纵向)和上下(垂直)6个方向的运动,辅助运动是铣床工作台的快速移动和工作台的旋转运动等。
X62W万能铣床电力拖动的特点及控制要求如下:
铣削加工有顺铣和逆铣两种加工方式,要求主轴电动机能正反转,因正反操作并不频繁(批量顺铣和逆铣),所以由床身下侧电器箱上的组合开关来改变电源相序实现。主轴电动机采用电磁离合器制动以实现准确停车。
铣床的工作台要求有前后、左右、上下6个方向的进给运动和快速移动,所以也要求进给电动机能正反转,并通过操纵手柄和机械离合器相配合来实现。进给的快速移动通过电磁铁和机械挂挡来完成。圆形工作台的回转运动是由进给电动机经传动机构驱动的。
2.2 PLC机型选择及硬件连接
X62W万能铣床的继电接触器电路看起来并不复杂,但仔细分析后才知道其中包含了许多联锁环节。
主电动机与进给电动机的联锁
这是电气上的联锁。进给电动机接触器KM3、KM4的电源只有当KM1或KM2接通时才能接通。
工作台各进给方向上的联锁
这是机械及电气的双重联锁,工作台纵向进给操作手柄及工作台横向进给操作手柄是十字形操作手柄,手柄每次操作只能拨向某一个位置,这是机械联锁。此外从电路中可以知道,当这两个操作手柄同时从中间位置移开时,KM3及KM4的电流通道即被切断,这是电气联锁。
线性进给运动工作台与圆工作台间的联锁
当使用圆工作台时,SQl-SQ4中任一限位开关动作时,KM3将断电。为了在使用PLC作为主要控制装置后,以上联锁功能都得以保留,以上联锁所涉及的器件都需接人PLC的输人口,这包括SQl-SQ4和SB3-SQ6。SA3的处理则不同。由于SA3只有断开及接通两个工作位置,它的三对触点的状态可以用其中的一对触点的状态表示。
经统计,以上器件再加上各种按钮及冲动开关等器件,铣床控制所需输入口为12个。在具体连接时,这些器件的串联及并联的触点均在连接后接入PLC,且热继电器触点均串在输出器件电路中,不占用输入口。在考虑输出口数量时,注意到输出器件有两个电压等级,并将控制逻辑简单的电路(如KM2的常闭触点对YC2的控制)直接在PLC机外连接,不再通过PLC。这样输出口分为两组连接点。依输入输出口的数量及控制功能选取西门子CPU224机一台,输入输出口接线如图1所示。
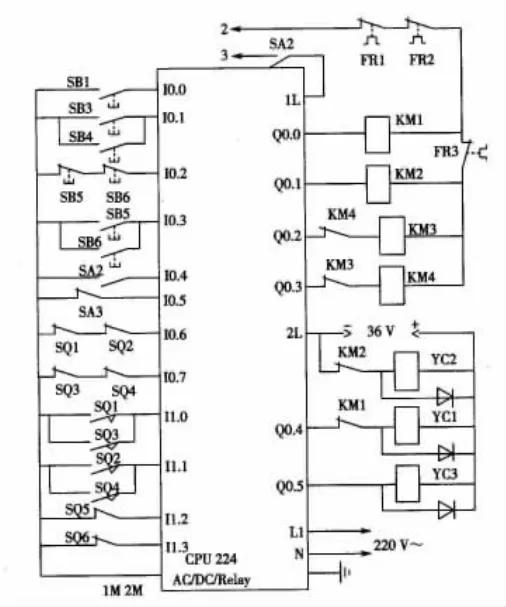
图1 PLC的输入输出接口电路
3 X62W万能铣床PLC程序设计
仍使用梯形图设计X62W万能铣床的PLC程序。设计的基本原则仍是“复述”原继电器电路所叙述的逻辑内容。由于梯形图总是针对输出列写支路的,所以可以根据继电器线路中KM1的逻辑关系绘出梯形图的第一个支路,根据KM2的逻辑关系绘出第二个支路。为了表达继电器线路图中主轴电动机与进给电动机的联锁,选取辅助继电器M10.0绘第三个支路。4、5、6支路表达的是线性工作台进给、进给冲动及圆工作台的工作逻辑。这三个支路的绘出,主要依据是这三个工况中继电器电路中电流的流动过程。这样做,既保留了原电路的逻辑关系,又简化了梯形图的结构,是由继电器电路设计梯形图时常用的方法。
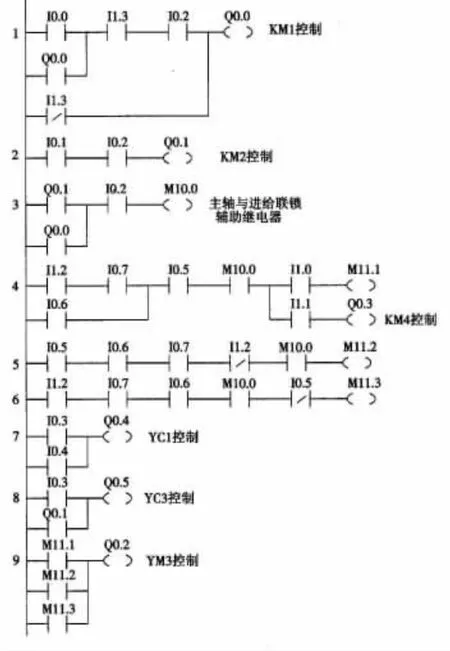
图2 X62W万能铣床梯形图程序
作为设计结果的梯形图程序见图2所示。图中最后的三个支路是针对电磁阀YCl、YC3及KM3的。由于梯形图中4、5、6等三个支路都与KM3有关,依PLC中不允许出现双线圈的规定,在梯形图中选用了M11.1-M11.3等三只辅助继电器。
[1]孙景富,张金超,袁文正.防爆万能工具铣床.南阳防爆电气研究所有限公司.2011-01.
[2]陈亮,黄德业,任代学.一种普通铣床精确控深加工装置.广州杰赛科技股份有限公司.2011-08.
