污水处理厂自动化控制的研究与分析
2012-11-16陈荣杰
陈荣杰
(佛山市新之源污水处理有限公司,广东 佛山 528000)
前言
随着城市化进程的加快,城市水污染问题越来越严重,解决污水处理问题刻不容缓。而随着自动化技术在各行业的不断发展,污水处理行业的自动化水平也在快速提高。目前,在污水处理厂中采用自动控制系统进行自动化控制,在保证稳定的出水质量前提下,实现污水处理成本最低的目标,可靠性更强、效率更高,因此,自动化控制将具有很大的应用前景。自控特点:
1 自动化控制的原理及功能
1.1 原理
(1)污水处理厂的自控系统是由现场仪表和执行机构、信号采集控制和人机界面(监控)设备三部分组成。自控系统的构建主要是指三部分系统形式和设备的选择。自动分析系统的主要功能是建立工艺曲线,通过在线实时采集和人工输入的方法,将进、出水的COD、、色度、磷、氨氮等主要指标与工艺过程控制的污泥浓度、溶解氧、回流比等指标通过曲线进行对比并综合分析,找出即时的最佳运行工艺控制曲线并对工艺实施控制。
(2)工艺控制部分是由上位工控机、工位PLC、电控执行机构组成。核心是上位机的智能控制,该功能由上位机的专业应用软件完成,该软件程序采用时钟循环扫描工作方式,工作可靠性高。上位工控机具备的智能化控制功能,可利用时间、溶解氧和污泥浓度等指标进行智能化自动分析并实现多重控制。设定时间尽可能地避开用电高峰;溶解氧设置上下限,保证工艺;设定反应池的污泥浓度指标,对回流泵和剩余污泥泵进行控制,保证反应池中最佳的活性污泥量,以降低能耗。出水COD、污泥浓度、溶解氧及回流比日变化趋势见图1。
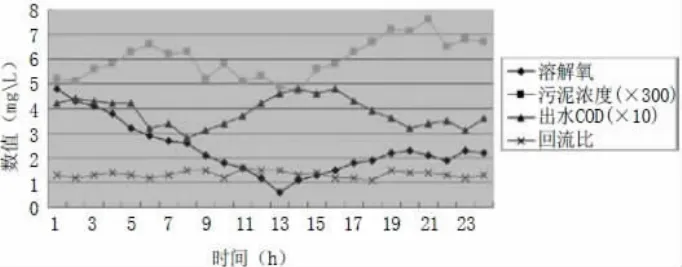
图1 出水COD、污泥浓度、溶解氧及回流比日变化
工位PLC执行上位机远程发来的信号,按程序控制电控执行机构完成工作,主要任务是根据工艺要求,对风机、回流泵、剩余污泥泵等设备实施自动控制。污水处理厂工艺自动控制系统原理见图2。
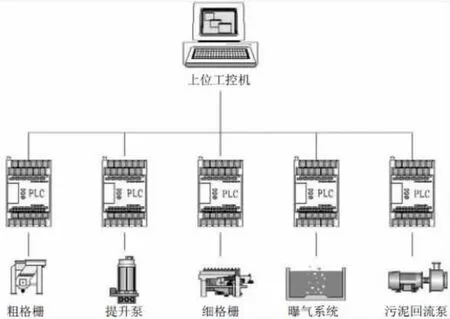
图2 污水处理厂工艺自动控制系统原理
1.2 功能
软件以WinCC为工作平台,主要功能有:
(1)控制操作
在中心控制室能对被控制的设备在线适时控制,可以停启任何一台设备,并对在线数据进行处理。
(2)显示功能
可用图形实时显示各现场设备的运行工况及运行参数。
(3)数据管理功能
利用实时数据库和历史数据库中的数据进行比较和分析,为生产控制提供依据,优化生产过程。
(4)报警功能
当在线数据如COD、溶解氧、污泥浓度和设备故障超过规定值时,系统可自动停止有关设备,同时发出语音报警,记录并打印相关记录。
(5)打印功能
对工艺指标和设备运行状态可输出报表和图形,可人工或自动打印。
2 主要工艺设备控制方式
(1)粗格栅及提升泵站
粗格栅运行的控制:用超声波液位差计来测量粗格栅前后的液位差,当液位差值达到设定值时,或者当液位差值在规定的时间内未达到设定值时,均用电动阀门自动开启粗格栅除污机,完成一个运行周期后停止运行。栅渣通过皮带输送机输送到螺旋压榨机最后外运。皮带输送机与粗格栅机联动控制,任意回转式格栅除污机启动后应启动皮带输送机联动运行。
潜污泵的控制:在潜污泵有压力指示,开泵时应先开水泵,当达到一定压力时用电动阀门自动打开。进水泵房有潜污泵5台,2台备用。考虑到其中2台作为长期备用,又易发生设备故障,故实际使用中设置成轮流启动方式,以达到既有备用,又不让其长期搁置不用的目的。
(2)细格栅
细格栅运行的控制:用超声波液位差计来测量细格栅前后的液位差,当液位差值达到设定值时,或者当液位差值在规定的时间内未达到设定值时,均用电动阀门自动开启细格栅除污机,完成一个运行周期后停止运行。
(3)曝气系统
该系统是主要的水处理反应系统,为好氧污泥提供条件,也是主要耗能和保证出水质量的系统。该系统的主要动力设备是3台罗茨鼓风机,监控参数为溶解氧量和污泥浓度。运行方式如下:
1)时间控制运转方式。该工作方式是根据经验或者溶解氧控制时间得出运行曲线,将预定的运行时间段输入电脑,由电脑按此预定程序控制3台风机的停启。优点是:工作可靠性高,不受外界环境和监控参数的影响,可避开高峰用电时间。缺点是:受人的主观因素影响,不能根据监控参数即时调整风机的工作状态。
2)溶解氧量控制方式。该工作方式是根据监控的溶解氧参数控制3台风机的工作状态,预先设定溶解氧量的上限和下限,风机根据溶解氧量预定的下限启动,根据溶解氧量预定的上限停止工作。优点是:能准确地保证工艺指标,溶解氧量可控制在一定的范围之内,保证出水水质稳定。缺点是:风机受监控参数控制,数据采集探头工作环境差,易出现数据不准确或其他问题而造成风机误动作,因而需要附加程序对风机实施延时开启或停止以防止风机频繁启动。
3)时间和溶解氧量双重智能控制方式。
这是该软件独有的设计方式,是智能工作的核心。设定时间段和溶解氧含量模式后,计算机将根据时间和溶解氧设定的范围自动智能选择运行方式,即"先到先启停"的工作原则。如果时间段或者溶解氧含量达到启动设定时,风机启动;如果时间段或者溶解氧含量达到停止设定时,风机停止工作。优点是:自动化程度高,既可以保证水中的溶解氧量,出水质量高,又可避开用电高峰,降低运行成本,并可以得出最佳的运行曲线。缺点是:对监控数据采集较严格,对采集溶解氧量数据的探头要及时清理,对监控值班人员要求也较高。
(5)曝气池中的污泥浓度控制
该系统主要是维持反应池中的微生物总量。微生物总量过低时,生物负荷超标,水处理能力降低,水质不能达标。微生物总量过高时,水中悬浮物过多会影响出水质量,过量的微生物会消耗大量的氧而增加能耗。反应池中的微生物浓度主要是靠在线监测的污泥浓度进行控制的。当污泥浓度低于设定值时,回流泵开启,将沉淀池中含有大量微生物的活性污泥送回反应池中;当反应池中污泥浓度大于设定值时,在回流泵开启的同时开启剩余污泥泵,将剩余污泥排入储泥池中。
4 故障与报警
系统拥有完备的参数保护和报警功能,设备出现故障,如:泵的低液位停机保护、设备过载保护,参数的超出高低限报警等。当发生报警时上位机画面中会自动弹出一个报警提示窗口,在该窗口中显示了发生报警的设备名称和报警状态。点击"确认"或者"总确认"按钮,再点击关闭按钮才能正确关闭该报警。
5 维护与保养
每天应定时巡查,查看设备的运行是否正常,听设备的运转声音是否正常,如发现异常,为确保设备不被损坏应及时停机并由通知专业人员进行维修,部分设备需注意适时加油。
自动检测仪表故障报警主要是由于被测参数超出测量范围或仪表本身误差累积造成测量值偏离真实值过多而报警。对于一些精密仪表、探头而言,污水厂的工作环境是比较恶劣的。因此,对它们必须定期维护与保养。
(1)保持自动化检测仪表传感器的清洁。
由专人定期清洗探头,保证数据采集准确性。特别是DO,SS,PH仪等直接与污水接触的分析仪表,必须定期由专人清洗,每一个月清洗1次,保证仪表的正常工作;清洗时要求使用柔软的材料,以免损坏仪表。
(2)定期校正各种仪表。仪表在长期运行过程中难免会产生测量误差,为了保证仪表测量的准确性,对分析仪表需每月定期校正1次;而且要求水质化验技术人员利用化验室仪器检测相应的项目,并与现场仪表测量结果比较,如果偏差太大,那么应适时对仪表进行校正,确保仪表测量数据准确。
结束语
实践证明,应用自动化控制系统是是污水处理行业发展的必然走向,对污水处理企业的管理和工艺都大有益处。其保证了污水处理运行的安全可靠,大大提高了污水处理的自动化控制水平和管理水平,从而提高了生产效率,降低了能耗。相信随着科学技术的进一步发展,自动化控制将会更加深入污水处理行业当中,为人民为社会作贡献。
[1]赵捷.污水处理厂自动化控制系统及控制功能实现[J].电气技术,2006年04期.
[2]于玖洋,徐长弓.自动化控制系统在城市生活污水处理中的应用及改造 [J].科技资讯;2010年15期.
