田湾核电站汽轮机围带间隙超标问题的分析处理
2012-11-15薛彦春胡冬清
薛彦春,胡冬清
(中核集团江苏核电有限公司,江苏 连云港 222042)
1 设备概述
田湾核电站2台K-1000-60/3000型汽轮机组由俄罗斯列宁格勒金属厂生产制造。汽轮机总长51.8 m,总重2 070 t,额定转速n=3 000 r/min。汽轮机型式为:单轴、五缸(2个低压缸+1个高压缸+2个低压缸)、八排汽、中间去湿再热、冷凝式机组。汽轮机各缸由10级(2×5级)组成。汽轮机每个转子由位于联轴器两侧的2个椭圆形滑动轴承支撑,高压缸前轴承为径向-推力轴承。独立落地式轴承座,汽轮机基础平台由98组弹簧隔振器支撑。
低压缸为5级双列(2×5级)对称布置,其中前4级在内缸中,第5级(末级)在外缸中,转子动叶片为铸造。第5级动叶片材质为BT6合金、叶片长1 200 mm,纵树型叶根,动叶有2道拉筋,起阻尼和减振作用,共92个叶片,叶顶为自带冠结构(自带围带)。末级动叶片围带结构形式:自带围带,围带头部成圆弧V型状,接头间相互锲合,在机组运行过程中围带工作面间相互贴紧无间隙。
2 缺陷原因分析
1号机组投入商业运行后,共经历了4次大修。在2010年3月份大修期间,检查3号与2号低压缸转子末级叶片围带间隙,发现部分叶片的围带间隙超标,其中2号低压缸围带工作面最大间隙达2.1 mm(如图1所示),3号低压缸围带工作面间隙最大达1.9 mm,而设计要求:工作面间隙为0 mm,非工作面间隙小于0.60 mm,如图2所示。随后检查1号与4号低压缸转子末级叶片围带间隙,发现叶片的围带间隙同样存在超标问题。围带工作面存在严重磨损的台阶,而间隙未超标的围带头部完整无磨损。
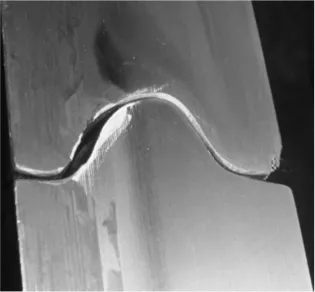
图1 低压缸转子末级叶片围带间隙超标情况
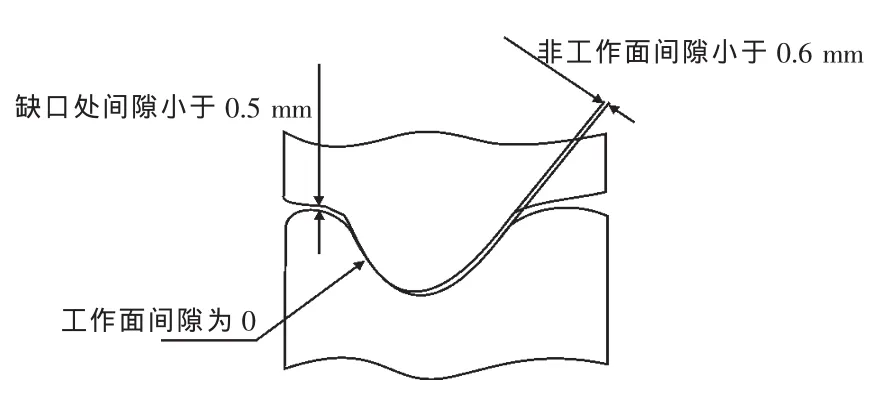
图2 围带间隙要求
围带间隙超标会给汽轮机的安全稳定运行带来如下重大风险:
(1)加剧叶片围带的磨损,大大缩短叶片的使用寿命。
(2)增加汽轮机的振动。
(3)叶片承受载荷不均,使得承载较大的叶片易发生金属疲劳。
低压缸转子末级叶片材质为俄罗斯生产的BT6(Ti-6Al-4V)钛合金,具有以下主要化学物理性能:
(1)比强度高——钛合金的密度仅为钢的60%,但比强度(强度/密度)远大于钢。
(2)热强度高——钛合金可在450~500℃的温度下长期工作。
(3)抗蚀性好——钛合金抗点蚀、应力腐蚀、氯化物及氯的有机物腐蚀能力强。
钛合金有良好的化学物理性能,抗蚀性、热强度和比强度较高,所以围带间隙超标的原因可以排除是由于叶片围带的腐蚀或热变形引起的。
根据叶片的结构形式和现场情况分析认为,围带间隙超标主要原因为叶片装配后,围带工作面存在间隙,在机组运行期间叶片要承受极大的扭曲载荷,导致没有贴紧的围带相互磨损,而且汽轮机轴系的振动进一步加剧了围带间的磨损。
3 处理措施
根据乌克兰罗文斯基核电站处理类似汽轮机围带间隙超标问题的经验,结合现场实际情况,依据图纸要求(围带工作面间隙为0 mm),采取了如下处理措施:通过在围带接头缝隙处焊接L型圆弧金属插片(长17 mm、厚2 mm)消除围带间隙,如图3所示;当相邻两个叶片之间的围带工作面间隙之和大于1.60 mm时,对其中一个间隙较大的叶片进行以上处理。
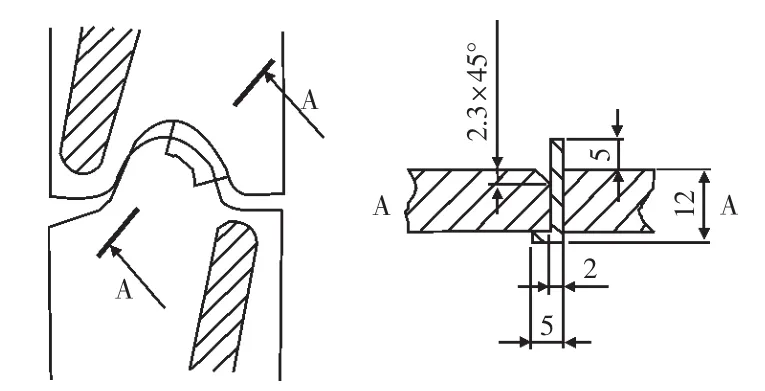
图3 围带间隙处焊接L型圆弧金属插片
在2010年3月份大修期间,处理了1号机组的2号低压缸22个叶片、3号低压缸19个叶片;在2011年3月份大修期间,处理了1号机组的1号低压缸30个叶片、4号低压缸10个叶片。具体实施步骤如下:
(1)制作L型圆弧金属插片。金属插片采用与叶片材质形同的BT6钛合金材料,先将钛合金钢棒加工成环形结构,环的底部厚度为2 mm、环的底口内径比顶口内径小10 mm,然后沿圆环的直径方向将圆环分成六等分并剪切开。
(2)采用专用工具将叶片围带间隙撑开至3 mm左右。专用工具包括:2个带槽托板、2根M16mm×150 mm螺栓,其中一个托板背面底端焊有2个M16mm的螺母,另一个托板背面顶端焊有1块200 mm×20 mm×5 mm顶板。把托板勾在两个相邻叶片上,利用螺栓的顶丝作用将叶片撑开。
(3)使用什锦锉对围带接头处的磨损部位进行修复。将磨损的沟痕磨平,露出正常的金属光泽,必要时可用气动直磨机,用柄径6 mm的尖锥或尖弧钢磨头。
(4)对围带间隙处配制L型圆弧金属插片。使用气动直磨机和平板锉刀,把插片的圆弧段打磨至与围带头部吻合。

表1 处理后的汽轮机振动参数
(5)金属插片焊接前的准备。用酒精将插片、围带清洗干净,用压缩空气吹干;将插片安装到打磨好的围带接头部位,插片L的短边与围带背面贴紧。
(6)金属插片的焊接。从围带的背面焊接,将金属插片L的短边与围带焊接,使插片与围带接头的凸头部位焊接成一体。参照SD339-89《钛材管板焊接技术规程》要求:采用手工钨极氩弧焊接方法;焊接接头的装配型式为平行接头;焊接工艺须进行评定。
4 处理效果
1号机组经过4次大修后,4个低压缸的转子动叶片围带间隙超标问题已全部处理完成。在2011年大修期间,又对1号机组2010年已焊接处理过的叶片进行了检查,现场检查结果表明:焊缝完好,焊接插片未发现有磨损现象。
目前1号汽轮机组的振动状态良好,振动参数都在标准值之内,轴振最大值0.114 mm(标准要求不超过0.160 mm);瓦振最大值2.48 mm/s,(标准要求不超过4.5 mm/s),如表1所示。
综上所述,田湾核电站汽轮机低压缸转子围带间隙超标问题处理取得了良好的效果,为了确保田湾核电站汽轮机的安全稳定运行,还进行以下后续工作:
(1)修改《汽轮机低压缸和低压转子维修大纲》,大纲中增加:对低压缸转子叶片围带间隙及焊接插片的状态进行检测。
(2)升级《汽轮机低压缸维修程序》,程序中增加:对低压缸转子叶片围带间隙及焊接插片的状态进行检测。
(3)检修时严格检查低压缸动叶片状态,发现围带接头磨损严重时,更换叶片(已采购整套末级叶片作为备件)。
[1]张丝雨.最新金属材料牌号、性能、用途及中外牌号对照速用速查实用手册[M].北京:中国科技文化出版社,2005.
[2]郭延秋.大型火电机组检修实用技术丛书——汽轮机分册[M].北京:中国电力出版社,2003.
[3]中华人民共和国能源部.SD339-89钛材管板焊接技术规程[S].1989.
