M1083A无心外圆磨床磨削质量分析
2012-10-11刘学斌陈月敏
刘学斌,陈月敏
(哈尔滨轴承配件有限公司 车工分厂,黑龙江 哈尔滨 150036)
1 前言
M1083A无心外圆磨床,是磨削轴承套圈外圆的主要生产设备,用于车工分厂软磨外径工序。该机床前后各两块相对平行放置厚度相同的导板。导板的作用是引导套圈正确地进入磨削区和离开磨削区,并使磨削后的套圈具有正确的几何形状。这两个引导过程的任何一个如果调整不当,都将造成磨削的套圈产生缺陷,满足不了技术要求。因此,导板位置调整的正确与否,将决定套圈磨削的是否合格。
2 无心磨削原理
无心外圆磨削是由砂轮、导轮、托板及工件组成的磨削区域(如图1),磨削时工件中心高于砂轮与导轮中心的连线,工件的轴心线与砂轮轴线平行,导轮轴线在垂直方向上倾斜一个α角度。前端高,后端低,角度的大小取决于加工工件外径留量的大小、纵向进给速度的快慢、工件的几何精度。通常在1°3 0″~ 3°30″之间。导轮在垂直方向上的倾斜角α的作用是磨削时导论速度分解为垂直面内的分速度和水平面内的分速度(图2)。
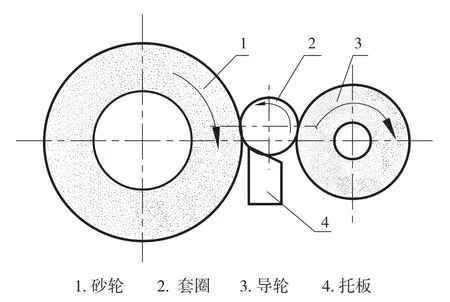
图1 仿形原理示意图

图2 砂轮与导轮相对位置关系
式中V垂直—导论速度切于工件且垂直工件轴线的分速度;V水平—导论速度平行于工件轴线方向的分速度;α—导轮在垂直方向的倾斜角度。
工件与导轮表面接触定位,磨削时砂轮及导轮与工件接触瞬间产生力矩,导轮带动工件旋转纵向进给实现砂轮对工件的磨削。
3 软磨加工的过程
轴承套圈外径经车削加工后外径尺寸及精度不能满足产品要求,必须在精车工序之前对套圈进行磨削加工,这种对未经过淬火的套圈进行的磨削加工即为软磨加工。其目的主要是减少或消除上工序的加工缺陷,统一外径尺寸提高外圆的几何精度。其次是减少硬磨磨削量提高生产率。
轴承套圈外圆磨削属于贯穿法磨削,对于硬磨来说砂轮应修整成前后各带有一小斜度的锥形,以便磨削时进口、出口不至于把套圈外圆表面刮伤。而用于车加工后的软磨来说就不适用了。因为软磨磨削量大,即使把砂轮修整成带斜度的锥面,一是砂轮有效磨削区域减少,砂轮消耗脱落加快,二是磨削不了多长时间(几分钟)砂轮锥面就磨平了。若反复修整砂轮锥面,将消耗大量的时间及砂轮的浪费,既不科学也不经济。故此软磨外圆时砂轮就不修整成锥面,砂轮整个宽度的磨粒形成一条没有锥度的直线参与磨削,增加了砂轮参与磨削的有效面积,这样既提高了砂轮利用率减少了浪费也降低了成本。因此用贯穿法软磨外圆对导板位置的调整显得尤为重要。
4 导板的调整
4.1 导轮前导板的调整
机床前后两侧导板所处的位置(见图3)工作时两块前导板以导轮一侧为定位面,调整时导轮前导板应与导轮外表面一致,既δ1=0。
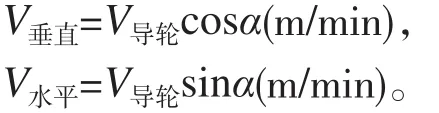
(1)当δ1>0时,前导板高出导轮表面,磨削出来的套圈端面外缘上出现啃伤痕迹,见图4。原因是套圈进入磨削区相当于是非常大的磨量(比正常磨量大几倍)进入磨削,阻碍套圈正常进入磨削区产生的,应适当向后调整前导板来解决。

图3 磨削示意图
(2)当δ1<0时,导轮前导板低于导轮外表面,套圈进入磨削区受阻使磨削不顺利,产生停顿和撞击导轮前端面现象,靠导轮旋转端面摩擦向上带动套圈进入磨削区,影响套圈磨削的连续性以及产生垂直差过大。应通过向前适当调整前导板来解决。
4.2 导轮后导板的调整
导轮一侧的后导板正确调整位置应为与导轮表面平行既δ2=0
图4 套圈端面啃伤和磨伤现象

图5 套圈外圆表面缺陷
(1)当δ2>0时,导轮后导板高出导轮表面,磨削区中的套圈离开时受阻,致使磨削区中的套圈磨削时间延长,将造成尺寸变小。受阻严重时,套圈容易在磨削区域后侧向上跳起甚至伤人,应向后适当调整后导板来消除此现象.
(2)当δ2<0时,导轮后导板低于导轮表面,则套圈离开磨削区时向导轮侧倾斜,磨削出的套圈外圆表面边缘上产生被多磨去的现象,造成表面缺陷,见图5 。应适当向前调整后导板。
4.3 砂轮后导板的调整
(1)当δ3>0时,砂轮后导板高出砂轮表面顶住套圈,使磨削区中的套圈无法正常离开磨削区,磨削无法进行。
(2)当δ3=0时,导板与砂轮表面在一条直线上,套圈与导板有摩擦接触产生阻力,阻碍正常磨削。
(3)当δ3<0时, 导板低于砂轮表面属于正常磨削,大约低5mm即可。因为砂轮后导板的作用是限制套圈离开磨削区时,易产生向砂 轮一侧跳起离开导板掉下去现象,所以间隙适当即可。
4.4 砂轮前导板的调整
机床工作时,两前导板以导轮一侧为基准,砂轮一侧导板与套圈有一定量的间隙(比砂轮靠后些)既δ4<0。间隙不能太小,因为轴承套圈在车削加工过程中,由于机床(型号为HZC20-1Z)使用年限长、负荷量大、精度降低。车加工后的套圈外径尺寸不一致、散差大,很难保证在同一尺寸公差范围内,这样就影响软磨无心磨床正常磨削中的进活质量。由于车加工外径尺寸散差大,若间隙太小当尺寸公差大的套圈进入时,容易把套圈卡住不能往里正常进给,而间隙太大时,虽然不能卡住套圈,但因为是人工用手推活,用力大小不均衡。用力小影响工件的垂直差,套圈间断不连续。用力大套圈容易从前导板处刀板上向砂轮一侧蹦起,尤其磨削轻系列套圈时非常明显,恰好在砂轮的前面加上手往里推活进给,瞬间砂轮端面就把蹦起的套圈端面磨伤,见图4 。
而这时需缓一下手停止用力,蹦起的套圈再滑到刀板上手再继续推活。由此每天造成的废品不在少数,大约能有几十个甚至更多。让人不可思议的是到每个月成品往车工返废品时,误把端面磨伤的废品套圈说成是软磨双端面产生的,给软磨双端面造成额外损失。因此安装砂轮前导板时把砂轮一侧导板在水平面内调整成倾斜位置即可,既在前导板背面里端垫上3mm厚的垫片即可达到目的。形成一个喇叭口型进活状态。这样就限制了套圈往砂轮一侧蹦起,杜绝了上述原因产生的废品。同时换活调整也非常方便不受影响。
5 结论
在实际生产过程中,要善于摸索总结出符合自身设备特点,加工状况的调整方法,提高生产效率,减少了废品总量降低了生产成本,增加了经济效益。同时换活调整也非常方便不受影响。
