励磁整流柜熔断器频繁熔断故障的分析处理
2012-09-27周依芬
秦 勇,周依芬
(国电浙江北仑第一发电有限公司,浙江 宁波 315800)
某机组可控硅整流装置的熔断器经常熔断,威胁机组的安全运行,熔断器无确切的使用寿命周期,正常运行中发生熔断的事件并不多见,需认真加以分析找出这一故障的原因。
1 熔断器熔断故障
1.1 回路简介
励磁系统采用自并励静止励磁方式。可控硅整流回路采用三相全波桥式整流,由6个臂组成。每个臂由7只可控硅并联,在7条并联支路中若1条支路由于故障退出运行,仍能满足强励的要求。某机组可控硅整流回路见图1。
图1中U与X臂共同组成1个元件支路(即1个可控硅整流抽屉)命名为UX-1,UX-2,…,UX-7。同理,V与Y臂,W与Z臂也共同组成元件支路。
1.2 故障情况
励磁系统在2月1日至3月15日四十几天内连续出现6次主熔丝异常熔断情况:2月1日运行中U-1,U-3,U-4,U-6主熔丝先后熔断,其中U-4主熔丝上压降为0 mV,判断U-4可控硅未导通;U-3主熔丝压降为124 mV,并伴有强烈焦味,主熔丝压降数据大大超过其他间隔;更换主熔丝后,压降正常。2月15日运行中U-4主熔丝熔断。2月28日正常运行中检查U臂回路发现均流系数比较低,更换U-2,U-5,U-7主熔丝,更换后均流情况得到改善。3月14日运行中U-4主熔丝熔断。3月15日运行中U-4主熔丝再次熔断。

图1 可控硅整流回路
1.3 熔断器熔断的可能因素
(1)由于整流桥采用1相分成7个并列的结构,电阻的不平衡使7个并列间的电流也不平衡,过电流回路的熔断器有熔断的可能。
(2)在雷暴、雪灾等气象条件下,系统经常发生对地闪络,励磁系统强励频繁,对励磁回路的元件冲击也大。
(3)如果有干扰信号加载到正常脉冲信号上,就会出现脉冲信号异常,导致可控硅异常导通,引起整流桥短路。
(4)励磁系统运行已近20年,励磁柜中主要元件(如可控硅、熔断器)老化,运行特性发生变化也会导致熔断器熔断。
(5)可控硅整流柜冷却不正常,也会导致熔断器熔断。
2 故障分析及处理
2.1 一次回路的检查
针对四十几天时间内连续出现6次主熔丝异常熔断而且都发生在U臂回路中的故障情况,特别是U4回路共有4次故障,对UX-4抽屉内的设备进行重点检查测试。
(1)测试整流回路的均流系数,检测每一支路中电流分布是否合理。规程规定:整流装置的均流系数一般不小于0.85,实际检测整流回路6个臂均流系数都不小于0.85。
(2)逐一检查抽屉上航空插头接触情况。航空插头接触良好,脉冲变GT11,GT21输入电压正常。
(3)对熔断器频繁熔断的UX-4抽屉内各元件参数进行测试,测试结果参数正常。
(4)对换下的U-4可控硅进行导通性测试,确认可控硅性能无异。
通过上述各元件的检查,未发现一次设备实质性的缺陷。
2.2 可控硅触发波形异常
初步测量了脉冲变原付边波形,并对自动电压调节器(AVR)脉冲放大器输出脉冲进行检查,发现波形异常。检查发现整流柜转接柜内原屏蔽线未包扎及接地。将屏蔽线接地后录取波形,发现部分异常波形恢复正常,但仍然存在脉冲异常波形。
进一步对同步电压、各相可控硅触发脉冲、励磁电压等波形进行检查,验证了通道A或通道B运行时均存在触发脉冲导前情况。减少机组无功功率(从150 Mvar减少到60 Mvar,励磁电流从3 600 A减少到2 950 A),上述现象依然存在,现场检测到的X相异常波形及东芝公司提供的正常脉冲波形见图2,图3。初步分析脉冲异常由同步电压滤波电路或移相触发板(PHC)元件特性发生变化引起。
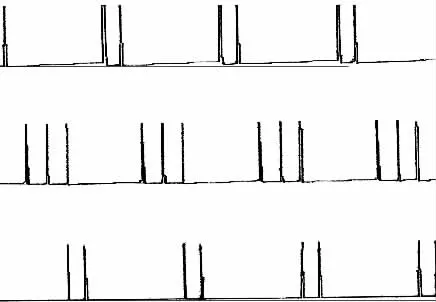
图2 第二行脉冲(X相)出现导前异常脉冲
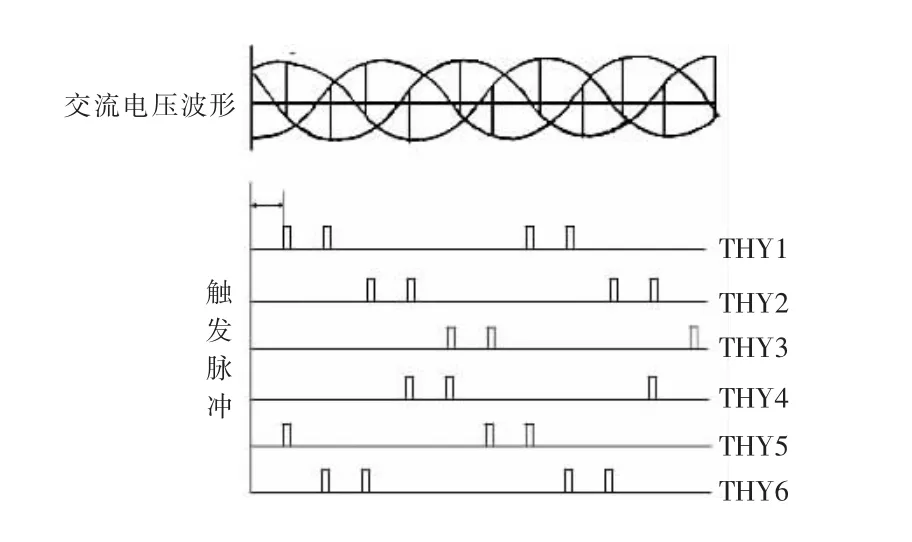
图3 正常触发脉冲序列
PHC根据同步信号及AVR出力情况形成不同α角度的脉冲,经脉冲放大器PLA放大后输出。PHC形成6相脉冲,每相间隔60°,A通道与B通道各有1块PHC及相应的PLA,脉冲输出信号经信号连接线引至可控硅整流器柜后并接在一起。正常情况下,通过PHC内通道选择继电器RY1切换,非运行通道PHC脉冲输出三极管截止,不输出脉冲,脉冲放大器也无脉冲输出。运行通道的输出脉冲引入可控硅元件触发脉冲变压器,控制可控硅元件导通。
利用机组消缺机会,将A通道PHC更换成备品后,在A通道运行中录取的脉冲波形完全正常,切换至B通道运行,录取各脉冲波形也完全正常。为什么以前录取的波形中通道A或B运行时都有X相导前脉冲存在呢?
分析认为:虽然故障消除前A通道的PHC通道选择继电器RY1正确动作,但由于X相元件损坏,导致X相输出三极管异常并不受控导通,这样,在B通道运行时,A通道PHC X相脉冲仍有输出,并与B通道X相输出脉冲叠加,因此见到A或B通道运行时均有X相导前脉冲的存在。
更换A通道PHC前,曾录制了励磁电压波形,发现无论A或B通道运行波形都不正常。更换A通道PHC后,励磁电压波形已恢复了每个周期6个波,更换前后励磁电压波形见图4。
3 结语
某机组励磁整流柜熔断器(额定电流1 200 A)在45天内熔断更换7个,励磁整流柜的缺陷严重影响机组的安全运行,主要原因是由于A通道PHC损坏,导致X相出现导前多脉冲信号。U相可控硅正常导通过程中,X相可控硅发生误导通,使整流桥短路,导致过电流出现,熔断器熔断。更换A通道PHC后,励磁整流柜熔断器再也没有熔断过,励磁系统恢复平稳运行。
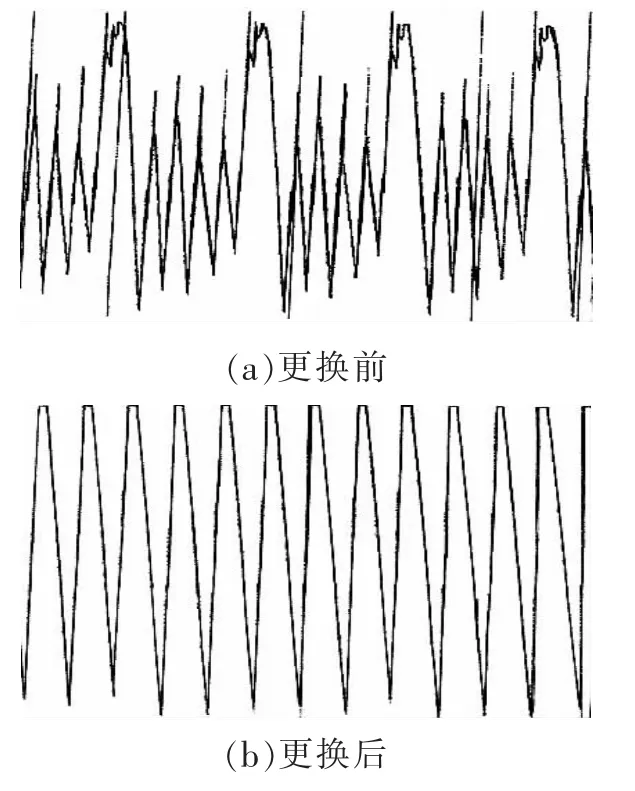
图4 PHC更换前后励磁电压波形
[1]张荣光,贺贤安,肖鸿杰,等.浙江北仑发电厂Ⅰ期600 MW锅炉汽轮发电机组电气分册[M].杭州:浙江大学出版社,1998.