OCT-ME催化裂化汽油超深度加氢脱硫技术的开发
2012-09-06赵乐平关明华刘继华尤百玲
赵乐平,关明华,刘继华,尤百玲
(中国石化抚顺石油化工研究院,辽宁抚顺113001)
OCT-ME催化裂化汽油超深度加氢脱硫技术的开发
赵乐平,关明华,刘继华,尤百玲
(中国石化抚顺石油化工研究院,辽宁抚顺113001)
为了满足未来"无硫汽油"新标准需要,中国石化抚顺石油化工研究院开发了FCC汽油超深度选择性加氢脱硫OCT-gME技术,该技术中FCC汽油先分馏,轻馏分经无碱脱臭与FCC柴油吸收分馏,重馏分采用新研制的ME-g1催化剂进行加氢脱硫.中试研究结果表明,无碱脱臭轻汽油与FCC柴油易于通过吸收分馏塔切割实现清晰分离,切割得到的轻汽油硫质量分数在4.0~6.0 μg/g之间;ME-g1催化剂与参比剂相比,在反应温度低10℃的条件下,重汽油加氢脱硫产物的硫质量分数为5.0~8.0 μg/g时,烯烃饱和率降低22.7%~ 32.1%,RON少损失1.3~1.6个单位;OCT-gME技术能够在RON损失更低的情况下生产硫质量分数不大于10 μg/g的"无硫汽油".
催化裂化汽油MoCo/Al2O3催化剂加氢脱硫选择性
2003年以来,中国石化抚顺石油化工研究院先后开发出OCT-gM[1]、OCT-gMD[2]FCC汽油选择性加氢脱硫系列成套技术,OCT-gM和OCT-MD技术已先后在国内20套装置上工业应用[3-4],为炼油企业生产硫含量符合欧Ⅲ(硫质量分数不大于150 μg/g)、欧Ⅳ(硫质量分数不大于50 μg/g)排放标准清洁汽油提供技术支撑.世界范围内环保法规对汽油硫含量要求越来越严格,2009年以来,欧洲、美国和日本等国家和地区已经施行"无硫汽油"(如满足欧Ⅴ排放标准的汽油硫质量分数不大于10 μg/g)新标准.北京、上海、广州将来也会实施国家第五阶段"无硫汽油"新标准.FCC汽油占我国炼油厂调合汽油的80%左右,因此,开发FCC汽油超深度选择性加氢脱硫技术是满足未来"无硫汽油"新标准需要的关键.以下主要介绍中国石化抚顺石油化工研究院FCC汽油超深度选择性加氢脱硫工艺及新一代高加氢脱硫选择性催化剂MoCo/Al2O3(ME-1)的研究进展.
1 实验
1.1 试验原料
试验中采用的FCC汽油和重馏分油性质见表1.
1.2 催化剂评价试验
以工业生产催化剂为参比催化剂,其中MoO3与CoO总质量分数为15.0%,余量为γ-Al2O3;比表面积为220 m2/g,孔体积为0.45 mL/g.新开发的高选择性ME催化剂中MoO3与CoO总质量分数为15.0%,余量为γ-Al2O3;比表面积为170 m2/g,孔体积为0.38 mL/g.催化剂评价试验在中型固定床加氢反应装置上进行,反应器内径40 mm,催化剂装量为50 mL,在230~280℃下硫化后进反应原料.反应条件为:氢分压1.6 MPa,体积空速3.0 h-1,反应温度260~280℃.
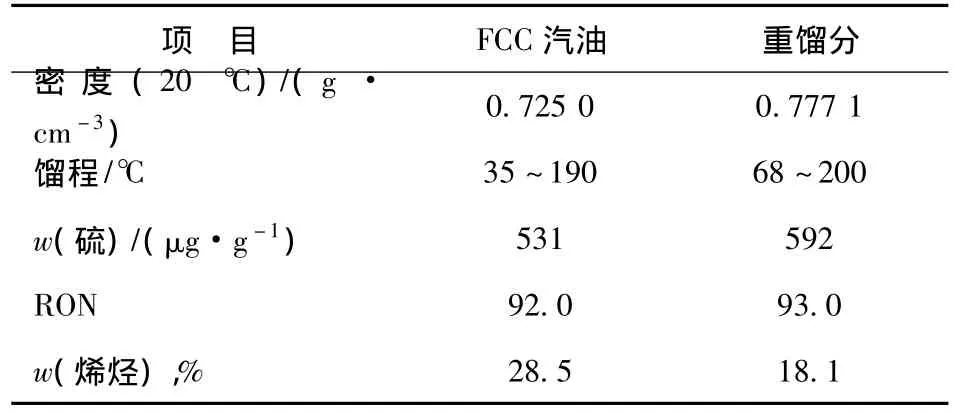
表1 FCC汽油和重馏分油的性质
1.3 分析方法
采用紫外荧光法(SH/T 0689)测定硫含量;采用气相色谱法(ASTM D6623-01)测定烯烃组成;采用台架法(GB/T 5487)测定辛烷值.
2 结果与讨论
2.1 OCT-MD装置生产"无硫汽油"试验
OCT-MD技术采用全馏分FCC汽油无碱脱臭、轻重汽油馏分分离、重馏分加氢后与轻馏分混合的工艺流程.经过无碱脱臭后,汽油中的硫醇(如乙硫醇沸点为45℃)转化成为较高沸点的二硫化物(如二乙基二硫沸点为153℃),经过分馏后高沸点二硫化物进入到重馏分中,低硫轻馏分直接进行调合生产满足欧Ⅳ排放标准的汽油. 2011年5月,采用典型炼油厂OCT-MD装置进行超深度加氢脱硫试验,考察生产"无硫汽油"的效果,结果见表2.从表2可以看出:①无碱脱臭汽油按照65℃切割时,轻汽油中硫质量分数为23.0 μg/g,重汽油加氢脱硫至硫质量分数为9.7 μg/g,混合精制汽油产品的硫质量分数为14.7 μg/g, RON损失为1.1个单位;②按照50℃切割时,轻汽油中硫质量分数为4.5 μg/g,对混合精制汽油产品总硫含量的贡献较小,重汽油加氢脱硫至硫质量分数为4.1 μg/g,混合精制汽油产品的硫质量分数为4.2 μg/g,RON损失为2.0个单位.因此, OCT-MD装置能够生产出硫质量分数小于10 μg/g的"无硫汽油".主要问题是RON损失较大,影响高标号汽油的生产及经济效益.
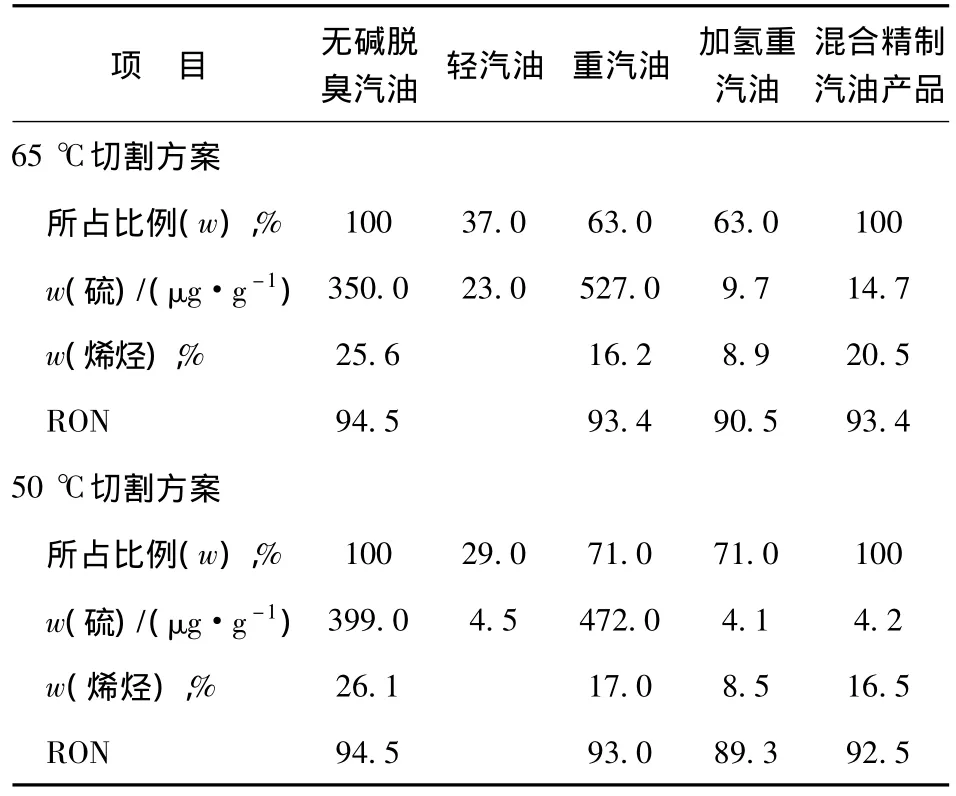
表2 OCT-MD装置生产"无硫汽油"的试验原料及产品性质
2.2 OCT-ME新工艺研究
为了避免OCT-MD技术全馏分FCC汽油无碱脱臭可能给后续加氢单元带来的不利风险(如重汽油中夹带微量钠离子、结焦前躯物等),考察了轻馏分先进行无碱脱臭[5],然后无碱脱臭轻馏分与催化裂化柴油进行混合,并在中型装置上进行实沸点蒸馏切割.试验用轻馏分、无碱脱臭轻馏分和催化裂化柴油性质见表3,切割出的脱臭轻汽油的硫含量分析结果见表4.从表3可以看出:轻馏分经无碱脱臭后,硫质量分数变化不大,仅由110.0 μg/g降低到85.7 μg/g,而硫醇硫质量分数变化很大,由60.0 μg/g降低到2.5 μg/g,这是因为硫醇转化成为较高沸点的二硫化物,但并不降低总硫含量;轻馏分无碱脱臭前后干点不发生变化,均为75℃;催化裂化柴油初馏点为178℃,与轻馏分干点温度相差103℃.从表4可以看出,在切割温度为45~70℃的条件下,切割得到的轻汽油硫质量分数在4.0~6.0 μg/g之间,无明显变化.上述试验结果说明,催化裂化柴油与无碱脱臭轻汽油易于通过分馏塔切割实现清晰分离,能够显著降低轻汽油产品的总硫含量.

表3 催化裂化柴油和无碱脱臭轻馏分的性质

表4 切割出的轻汽油硫含量
在上述中试研究的基础上确定了OCT-ME技术工艺流程,见图1.从图1可以看出,OCT-ME技术包括:①FCC汽油分馏为轻馏分和重馏分,重馏分直接进加氢脱硫单元;②轻馏分经过无碱脱臭装置处理,将其中的低沸点硫醇转化成为高沸点的二硫化物;③无碱脱臭轻馏分与催化裂化柴油混合,通过吸收分馏塔分出塔顶无碱脱臭轻汽油、塔底柴油,硫质量分数不大于10 μg/g的无碱脱臭轻汽油去产品调合系统;④富含二硫化物的塔底柴油去柴油加氢装置进行脱硫处理.

图1 OCT-ME技术原则工艺流程
2.3 ME-1超深度加氢脱硫催化剂的研制
从表2可以看出,按照50℃切割时,重汽油加氢脱硫至硫质量分数为4.1 μg/g,RON损失3.7个单位,因此,目前重汽油加氢脱硫催化剂进行超深度加氢脱硫时,产物RON损失过大是造成混合产品RON损失过大的根本原因.为了满足在RON损失较小的情况下达到重汽油超深度加氢脱硫的目的,通过对活性金属含量的改变、添加助剂、载体改性等方面的深入研究,开发了配套的新一代高加氢脱硫选择性、低烯烃加氢饱和活性的ME-1催化剂.以硫质量分数为592 μg/g的重汽油馏分为原料,ME-1催化剂与参比剂的加氢脱硫性能对比见表5.从表5可以看出:ME-1催化剂处理重馏分油,反应温度为260℃时,硫质量分数降低到8.0 μg/g,RON损失2.2个单位;反应温度为270℃时,硫质量分数降低到5.6 μg/g,RON损失3.1个单位.参比剂处理重馏分,反应温度为270℃时,硫质量分数降低到8.1 μg/g,RON损失3.8个单位;反应温度为280℃时,硫质量分数降低到5.8 μg/g,RON损失4.4个单位.
经过计算对比可以发现,重汽油超深度加氢脱硫产物硫质量分数为5.0~8.0 μg/g时,ME-1催化剂与参比剂相比,在反应温度低10℃的条件下,烯烃饱和率降低22.7%~32.1%,RON少损失1.3 ~1.6个单位.因此,新研制的催化剂ME-1比目前工业生产的催化裂化汽油加氢脱硫催化剂具有更高的加氢脱硫选择性,生产硫质量分数小于10 μg/g的"无硫汽油"时,RON损失将会大大减少.
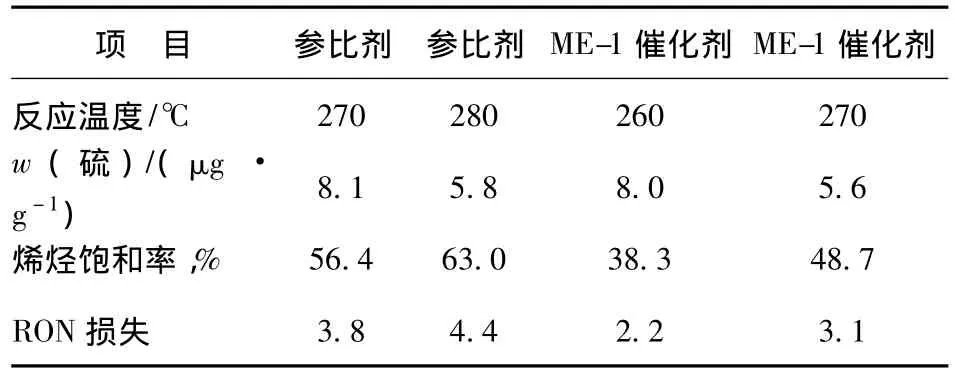
表5 ME-1催化剂与参比剂加氢脱硫性能对比
3 结论
(1)无碱脱臭轻汽油与催化裂化柴油易于通过吸收分馏塔切割实现清晰分离,硫质量分数为85.7 μg/g的无碱脱臭轻汽油经切割得到的轻汽油馏分硫质量分数在4.0~6.0 μg/g之间.
(2)开发了新一代高加氢脱硫选择性、低烯烃加氢饱和活性的ME-1催化剂,重汽油加氢脱硫产物硫质量分数为5.0~8.0 μg/g时,与参比剂相比,在反应温度低10℃的条件下,烯烃饱和率降低22.7%~32.1%,RON少损失1.3~1.6个单位.
(3)OCT-ME技术采用新一代高加氢脱硫选择性ME-1催化剂和轻重汽油馏分分离、轻馏分无碱脱臭、无碱脱臭轻馏分与催化裂化柴油吸收分馏组合工艺,能够在RON损失更低的情况下生产硫质量分数不大于10 μg/g的"无硫汽油".
[1] 赵乐平,周勇,段为宇,等.OCT-M催化裂化汽油选择性加氢脱硫技术[J].炼油技术与工程,2004,34(2):6-8
[2] 赵乐平,方向晨,王艳涛,等.催化裂化汽油选择性深度加氢脱硫技术OCT-MD的开发[J].炼油技术与工程,2008,38 (7):3-6
[3] 刘继华,赵乐平,方向晨,等.FCC汽油选择性加氢脱硫技术开发及工业应用[J].炼油技术与工程,2007,37(7):1-3
[4] 刘晓欣,王艳涛,赵乐平,等.FCC汽油选择性加氢脱硫降烯烃工艺技术的工业应用[J].石油炼油与化工,2006,37(8): 44-48
[5] 范志明,柯明,刘淑,等.催化裂化汽油无碱脱臭II型工业化实验[J].炼油设计,2000,30(7):17-19
Abstract:To produce"sulfur-free gasoline",OCT-ME technology for ultra deep selective desulfurization of FCC gasoline was developed by Fushun Research Institute of Petroleum and Petrochemicals,which consists of FCC naphtha fractionation,LCN(light catalytic naphtha)sodium-free sweetening and fractioning with FCC diesel cut,HCN(heavy catalytic naphtha)hydrodesulfurization over a newly developed ME-1 catalyst.Results of pilot plant research showed that sweetened LCN and FCC diesel cut was easy to be separated through absorption fractionation,the sulfur content of treated LCN was in the range of 4.0-6.0 μg/g;compared with reference catalyst,when using ME-1 catalyst at a reaction temperature of 10℃lower than the base case,at the sulfur content of treated HCN in the range of 5.0-8.0 μg/g,the olefin saturation rate reduced 22.7%-32.1% and the RON loss was 1.3-1.6 units less,which indicated that OCT-ME technology could produce"sulfur-free gasoline"(sulfur content less than 10 μg/g)with less RON loss.
Key Words:FCC gasoline;MoCo/Al2O3catalyst;hydrodesulfurization;selectivity
DEVELOPMENT OF OCT-ME TECHNOLOGY FOR ULTRA DEEP SELECTIVE DESULFURIZATION OF FCC GASOLINE
Zhao Leping,Guan Minghua,Liu Jihua,You Bailing
(Fushun Research Institute of Petroleum and Petrochemicals,SINOPEC,Fushun,Liaoning 113001)
2011-12-02;修改稿收到日期:2012-04-10.
赵乐平,男,教授级高级工程师,1990年毕业于大连理工大学,长期从事清洁汽油催化剂及新技术的研究开发工作,曾获中国石油化工集团公司科技进步一等奖、三等奖各1项,申请发明专利25项,发表论文14篇.
赵乐平,E-maill:zhaoleping.fshy@sinopec.com.基金项目:中国石油化工股份有限公司"十条龙"重大科技攻关项目(010803).
