PLC 在中频无芯感应电炉中的应用
2012-08-16孙涛
孙 涛
(铜陵有色股份铜冠黄铜棒材有限公司 安徽 铜陵 244000)
0 引言
中频无芯感应电炉是一种节能,高效率的熔化炉。 按照工艺要求分为无芯炉温度控制、检测,液压系统、循环冷却水等系统的控制。 整个控制系统要求自动化程度高、可靠性高。 涉及到大量的传感器、电磁阀、电机按照程序要求和逻辑关系的开停操作。 以及根据工艺要求对温度、压力、流量的控制。 选用西门子公司的S7-400 PLC 为主控制系统。 既可以实现在线的组态编程和下载, 又可以用于在线监控的运行状态, 形成具有现场控制层和协调控制层的分散式控制系统。
1 无芯感应电炉的结构及工作原理
1.1 无芯感应电炉的结构
无芯炉使用中频电源。 炉子的水平截面可以看出其结构:可移动式的干燥陶瓷、水泥结构、绝缘层、线圈和扼流圈。垂直截面的结构有:水泥结构、可移动式的干燥陶瓷、熔化金属和炉子顶部的排烟罩。
炉子顶的排烟罩, 限位开关给出的信号用于调节排烟阀,外加排烟系统。
1.2 工作原理及特点
炉子内的残留熔体可以确保炉子最小容量时对碎屑的最佳处理。 残留熔体看上去体积较大,要考虑到阴极铜和废料包要尽量浸入熔液中。 只有在这种情况下,才可达到最佳的热效率。 在长时间操作的情况下,炉子可完全被清空,完全切断能源。
由于采用双汽缸,炉子的倾角可达95°。由液压缸自身的供能,液压能源包位于炉子附近。 液压驱动可倾系统要防止碎裂的管道和软管。 电能不足的情况下,可以使用应急电源。所有的液压部件可手动操作。
温度测量设备(手动)给出正确的温度。 在保温和过热情况下,与称重系统一起自动控制能量供应。
炉子排烟罩上部有碎屑加料系统。 通过悬垂直的按钮启动(手动操作)。 在此操作中,炉子一直处于低功率状态。随着加料的增多,功率逐渐加大。 即使是冷启动时,改变合金,炉子内部也没有残留熔体。 在这种情况下,一旦给炉子加料就启动能源,而且随着加料的增多而加大。 使用残留熔体,可以提高效率,减少能耗。 使用中频变频器和感应器的线圈产生的功率使原料熔化到一定温度。 达到熔化温度后,可以将熔液从炉中倒进预加热的流槽内。 所需能耗通过处理器来计算,计算的依据是料重。 料重由炉子底部的称重系统提供。
所需的电能由变压器、中频IGBT-变频器、电容器导轨包括电气控制设备产生。 通过水冷电缆供应给炉子。
开关带有西门子的SPS。 所有加热和上料的控制部件都是布好线、经过测试的。 位于炉子附近的控制台带有西门子的PLC,用于提供操作时的信息和可视化系统(JOKS)。
2 系统硬件的配置
该系统选用西门子公司的SIMATIC S7PLC-400,带有一个扩展模块。 PLC 由UR2 底板、PS405 4A 电源摸板、CPU4142-2 和CP 4431-1 工业以太网通讯摸板组成。 远程站选用的是SIMATIC ET200M16 套,搭载一定数量的DI、DO 摸板,完成现场数据采集及设备控制。
3 软件组成
PLC 编程采用的是西门子公司的STEP7 编程软件,它是用于SIMATIC S7-400 PLC 和基于PC 控制产品的组态、编程和维护的项目管理工具。 通过STEP7,用户可以进行系统配置和程序的编写、调试;在线诊断PLC 的硬件状态;控制PLC和I/O 通道的状态等。
HMI 组态软件采用的是西门子公司的WINCCV5。 保证了与S7-400 PLC 的完全兼容。WINCC 是基于32 位操作系统WINDOWS95/98 或WINDOWSNT 的面向对象的32 位应用软件,它提供了基于全面开放式接口的解决方案,具有标准的应用程序接口, 通过标准接口ODBC 和SQL 能访问WINCC所集成的过程数据。 总之,该软件接口开放、功能强大,图库丰富,能方便地进行生产过程的监视控制,并提供事件处理,报警登录和历史记载等多种手段进行数据分析。
4 中频无芯感应电炉的控制系统
作为对数据采集与监视的核心-PLC, 从系统的可靠性、平稳性。 性价比等方面综合考虑采用西门子S7-400 系列的产品。
西门子公司的400 系列PLC 具有先进的编程的特性、易于组态、体积小、便于安装、成本低、性能高等特点。 能方便的用于继电器和接触器控制到复杂的中型自动化控制系统的场合。 它的CPU 具有强大的功能,如结构化编程,中断控制、间接寻址实时钟、IEC 定时器/计数器及测试功能模块, 能完成复杂的各种操作。
CPU 模块内置的两个通信接口, 通信接口可以作MPL和DP 站,有光隔离。 作MPL 接口时,可以与编程器和OP 通信,可以做路由器。 S7 标准通信每个作业的用户数据最大为64KB,S5 兼容通信每个作业的用户数据最大为8KB, 通过CP 和可装载的FC 可以进行标准通信。 内置的各通信接口最大传输速率为12Mbit/S。 作DP 主站时,可以与编程器和OP通信,支持内部节点通信,有等时线和SYNC/FREEZE 功能,除S7-412 外,有全局数据通信、S7 基本通信和S7 基本功能。最多32 个DP 从站,可以作路由器,插槽数最多512 个。最大地址区为2KB。 每个DP 从站的最大可用数据为244B 输入/244B 输出。
5 炉子控制系统主要功能
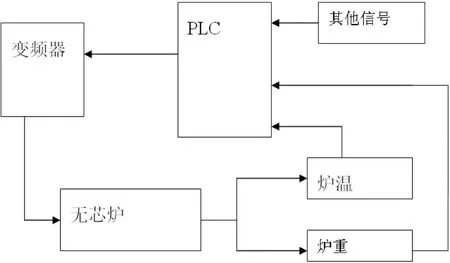
图1 自动控制系统图
根据熔化炉实际运行需要,自动适应温度环境和上料重量的电能炉子,通过炉子的重量和分段加热时间来理论计算熔化耗能。 本系统主要以PLC 为控制中心,变频器是调节输出频率来控制输出功率。其作用是通过炉料的重量信号反馈,来调节变频器的输出。 见图(1)。 从而达到节能的作用。 提高工作效率。 主系统功能主要实现对熔化炉运行参数的采集、显示和上传。
一条闭合的二次水冷却回路,用于炉子和开关设备。 回路的设计带有热交换器和独立的水泵。 热交换器和水泵均位于炉子和开关附近。 每个冷却管道都装有电磁阀来监视冷却水的温度和流量。 操作站HML 对不同时间段的生产数据记录、出错报警显示与储存(包括发生的时间和日期)。 报警分类,按照时间和发生的频率,数据趋势图,由工艺控制系统监控。 操作台上用于控制炉子的开、关动作的开关靠近炉子一侧。 带有显示功能的操作员面板,可以对温度进行设置,并且显示出实际温度。 除此之外,在操作员面板上还可显示出错报警,并带有相关的电路图,以便于发现和排除警报。
6 结束语
随着微型计算机技术的不断发展与完善,无芯炉保留了传统的工艺流程基础上,结合现有的控制装置,实现无芯炉各组成单元的控制和保护,使能控制更容易更自动化。
无芯炉生产采用PLC 控制,充分运用工业网络,现场总线技术,将PLC 与操作站,PLC,分布式I/O 站有机地连接起来,实现了快速,准确的控制,闭合回路调节,报警,趋势记录等一系列功能,提高了作业率,工作效率,降低能耗,减少了故障停机率,同时也改善了工作环境,减少了劳动强度。 完全可以实现生产过程的快速、准确,平稳可靠运行,节约能源的目的。
相信随着我国金属工业的发展,由PLC 控制变频器在加热炉中的运用将得到更加广泛的运用。
[1]王慧.计算机控制系统[M].北京:化学工业出版社,2000,7.
[2]边春元,任双艳,满永奎,等.S7-300/400 PLC[M].机械工业出版社,2006,10.
[3]王兆安,黄俊.电力电子技术[M].北京:机械工业出版社,2000.
