蓄热式加热炉燃烧氛围及其优缺点
2012-06-15王涛高源陈连生王永强宋进英
王涛,高源,陈连生,王永强,宋进英
(河北联合大学河北省现代冶金技术重点实验室,河北唐山 063009)
蓄热式燃烧技术被誉为21世纪的关键技术之一,此技术应用在轧钢加热炉上称为蓄热式轧钢加热炉,通称蓄热式加热炉。蓄热式燃烧技术经历了两个重要的发展阶段而趋向成熟[1]。早期开发的蓄热式高温空气燃烧技术存在预热能力不足、不能实现所谓的“极限余热回收”、NOx排放量较大等缺陷。经过十多年的发展,直到20世纪90年代此技术形成了真正意义上的“蓄热式高温空气燃烧技术”。蓄热式高温空气燃烧技术(High Temperature Air Combustion,HTAC),亦称无焰燃烧技术(Flameless Oxidation Combustion,FLOX)或贫氧稀释燃烧技术(Low Oxygen Dilution Combustion,LOD)或低氮氧化物燃烧技术(Low NOxInjection Combustion,LNIC),它把回收烟气余热和高效燃烧及降低NOx排放等技术有机地结合起来,从而实现了极限节能和极限降低NOx排放量的双重目的。而且,这种技术开创了针对燃用清洁或较清洁的气体和液体燃料的工业炉开发应用蓄热式高温空气燃烧技术的新时代。
1 蓄热式加热炉的燃烧氛围
蓄热式加热炉的工作原理和传统的轧钢加热炉不同,由于采用了全新的燃烧技术,这种加热炉的工作原理有其特殊之处。这种特殊的工作原理决定了蓄热式加热炉中的加热氛围不再是传统加热炉中的氧化状态而是氧化-还原的交替状态。
1.1 蓄热式加热炉工作原理

图1 空气-煤气双预热蓄热式加热炉工作原理示意图
蓄热式加热炉可用高炉煤气作为燃料,它的工作原理不同于传统加热炉。空气-煤气双预热蓄热式加热炉是蓄热式加热炉的一种普遍形式,主要由换向系统、蓄热体、控制系统、供风及排烟系统组成[1],工作原理如图1所示。在A状态时,煤气和助燃空气经换向阀进入左侧蓄热室,分别被空气蓄热体A和煤气蓄热体A加热,预热后的高温空气和煤气分别从各自的喷嘴喷入炉膛,并在炉膛内进行燃烧,燃烧产物对坯料进行加热后,烟气通过右侧喷嘴进入右侧蓄热室,高温烟气中的潜热大部分释放给右侧蓄热室内的蓄热体B从而将蓄热体加热,然后以150℃的低温经过换向阀,由排烟机排入大气。几分钟后,控制系统发出换向命令,换向阀动作,空气与煤气流动同时换向,系统变为B状态,空气和煤气分别经过右侧蓄热室的空气蓄热体B和煤气蓄热体B,被预热后从右侧喷嘴喷入并混合燃烧,高温烟气经过蓄热体A后大部分潜热释放,蓄热体A被加热,烟气以150℃的低温经过换向阀,由排烟机排入大气中,完成一个换向周期。通过工作温度不高的换向阀以一定的频率进行切换,使得左右两侧的蓄热室处于蓄热与放热的交替工作状态,完成对炉内坯料加热的目的。
1.2 蓄热式加热炉内的加热氛围
蓄热式烧嘴成对安装在炉墙内,每个烧嘴由煤气蓄热体、空气蓄热体和点火小烧嘴组成,如图2所示。上加热烧嘴的煤气蓄热体置于空气蓄热体下方,下加热烧嘴则与之相反。分析燃烧过程可以发现,从烧嘴喷出的火焰都是以贫氧的气氛接近工件,火焰在刚刚离开烧嘴喷向工件表面时是含有CO的贫氧的还原性气氛,但是在随后的延缓状燃烧过程中能通过分级燃烧和高速气流卷进燃烧产物等措施将可燃成分燃烧干净,此时为氧化状态[2],蓄热式加热炉换向后,重复这个过程。因此蓄热式加热炉内的加热氛围实际上是“氧化-还原”交替变化的特殊状态。蓄热式加热炉这种特殊的燃烧环境也可以从其实际工况下炉内截面的氧气浓度场分布证实,如图3所示。由图3可以看出,由于高速空气流的抽引,煤气流(图中深色流股)迅速向空气流股扩散,同时由于高温空气的卷混,空气射流的氧气浓度迅速降低,此时在炉内形成贫氧或还原性气氛,而燃料完全燃烧后会形成氧化气氛[3-5]。
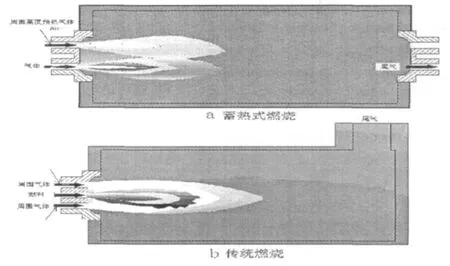
图2 蓄热式加热炉与传统加热炉燃烧的基本原理

图3 某工况下加热炉内某截面的氧气浓度场分布云图
蓄热式加热炉这种燃烧氛围与传统的加热炉有很大的区别,传统加热炉燃烧时,燃料和空气先混合再燃烧图如2b所示,这样火焰的外层为助燃空气,内层为燃料,所以形成氧化性的加热氛围[6]。
2 蓄热式加热炉的主要优点
蓄热式轧钢加热炉采用的是高温空气燃烧技术,这种全新燃烧技术把高效燃烧与极大限度的回收烟气余热及降低NOx排放等技术有机地结合起来,实现了极限节能和极限降低NOx排放量的双重目的。它的主要优点如下:
(1)在节能减排方面。大幅度降低了燃料消耗,由于空气煤气双预热到1000℃以上,排烟温度不高于150℃,因此炉子的燃料消耗大幅度降低,燃料利用率提高30%;与传统的加热炉相比,蓄热式轧钢加热炉能够真正实现超低NOx排放,并且能最大限度的降低CO2的排放,极大限度的减少了环境污染。
(2)在钢坯的加热质量方面。蓄热式燃烧是一种先进的弥散式燃烧方式,扩展火焰燃烧区域,火焰的边界几乎扩展到炉膛的边界,从而使得炉膛内温度分布均匀,不易形成局部高温,提高了钢坯加热质量;由于空气预热温度很高,几乎接近烟气温度,空气与燃料在炉膛内边混合边燃烧,燃烧速度快,燃烧完全,通过优化设计可在炉膛内实现贫氧燃烧。而且炉子没有预热段,炉膛温度均匀,钢坯加热速度快,在炉时间短。因此铸坯氧化烧损要比传统燃烧方式小,提高了产品的成材率[7-8]。
3 蓄热式加热炉存在的不足
蓄热式轧钢加热炉在使用过程中存在一些缺点,归纳起来主要为以下几方面:
(1)炉膛压力不稳定
炉膛压力和煤气管网压力的波动是由于频繁换向引起的。炉子每次换向都是一个切断煤气—换向—重新输入煤气的过程,炉内的煤气燃烧瞬间消失、又迅速恢复,带来的炉膛压力波动是相当大的。而且,煤气流量越大,炉压波动也越严重。如果在加热段和均热段煤气流量都超过15000m3/h,即使采用加热段和均热段分别不同时换向(分段换向),换向前后炉压也会有大约-20~50Pa的波动。炉压的不稳定会对加热炉的运行造成负面影响,轻则造成炉头炉尾冒火、吸冷风现象,重则造成设备的损坏。值得注意的是在换向过程中,排烟调节阀的开启度是不变的。
(2)高炉煤气粉尘对蓄热体的不良影响
大量的高炉煤气粉尘黏附在蓄热体表面,形成额外的热阻,降低了热交换效率和煤气、空气的预热温度。严重时粉尘堵塞蓄热室,阻碍煤气、空气入炉和烟气的排出,出现炉温降低,炉膛压力升高的异常现象。蓄热室堵塞后炉子出现如下特征:①煤气流量偏低,而且炉子两侧的煤气流量有差别,这是两侧的蓄热体堵塞程度不同而导致的;②炉压高,即使排烟调节阀全开,保温期的炉膛压力仍然很高;③蓄热室温度和排烟温度偏低。相比而言,空气蓄热室的堵塞程度没有煤气蓄热室严重,粉尘颗粒主要积聚在煤气蓄热室底部的部分蓄热小球表面。
(3)炉膛上下存在温差
在忽略阻力和施工影响的情况下,炉膛上下的供气量基本相等,就是说上加热和下加热的供热比是1:1。基于热气体的上升特性,加上水冷梁的吸热,下炉膛的温度就会低于上炉膛,这会影响钢坯加热质量。实际生产中炉膛下部要比上部低50~100℃,轧制节奏越快,钢坯加热时间越短,这种温差就越大。
(4)燃烧氛围对加热某些钢种生成的氧化层的不利影响
由于蓄热式加热炉中燃烧的气体需要换向,这样就会形成氧化—还原交替变化的特殊加热氛围,这种加热环境对于某些钢种的氧化层的形成有不利的影响(如含Cr、Mo的钢种),所形成的氧化层难于除干净,使热轧产品的表面质量受到很大影响。
(5)存在安全隐患
加热炉使用过程中由于密封不好或炉体存在裂缝以及操作不当可能造成煤气燃料的泄露,威胁工作人员的人身安全;由于烟气排放温度较低(150℃),所以烟气的露点腐蚀也可能造成生产事故[9]。
4 结论
(1)蓄热式加热炉中煤气烧嘴布置在钢坯附近,空气烧嘴远离钢坯表面。火焰刚刚离开烧嘴时,钢坯处于还原性加热气氛,之后燃料和空气充分燃烧,钢坯处于氧化的加热气氛。因此,钢坯在蓄热式加热炉中处于氧化-还原的交替加热状态,钢坯的氧化层生长处于“生长-分解-生长”的间断式方式;
(2)蓄热式加热炉采用全新的燃烧技术,大幅度降低了燃料消耗,燃料利用率提高30%;蓄热式燃烧扩展了火焰燃烧区域,火焰的边界几乎扩展到炉膛的边界,使得炉膛内温度分布均匀,提高了钢坯加热质量。但蓄热式加热炉也存在炉膛压力不稳、炉膛上下存在温差、某些钢种氧化层难以去除等缺陷。
[1]吴存宽,吴彬林.高温空气燃烧技术的发展与应用[J].工业炉,2003,25(2):13-16.
[2]杨泽耒.蓄热式燃烧技术在非轧钢加热炉上的应用[J].工业炉,2005,27(2):23-25.
[3]张继光.应用于陶瓷烧成的高温空气燃烧技术研究[D].北京工业大学,2002.
[4]郝海舟.耦合工况下蓄热式高温空气燃烧系统的动力学特性分析[D].北京工业大学,2006.
[5]NABIL R,WIODZIMIERZ B.Heat transfer characteristics of HiTAC heating furnace using regenerative burners[J].Applied Thermal Engineering,2006,(26):2027-2034.
[6]欧俭平,吴道洪,肖泽强.蓄热式加热炉内流体流动、燃烧与传热的数值模拟[J].工业炉,2003,25(1):44-47.
[7]郭汉杰.蓄热式燃烧技术[J].金属世界,2003,(5):20-21.
[8]吕以清.蓄热式燃烧技术在轧钢连续加热炉应用的合理性与适用性(上)[J].工业炉,2007,29(1):26-27.
[9]梁海风,沈奕光.蓄热式加热炉运行中的问题及处理方法[J].冶金能源,2004,23(4):38-40.
