双半外圈调心滚子轴承外滚道磨削方法的探索
2012-06-11张益军
张益军,马 莲
(哈尔滨轴承集团公司 铁路轴承制造分厂 , 黑龙江 哈尔滨 150036)
1 前言
对双半外圈的调心滚子轴承新产品,其外圈球面滚道的磨削采用过两种不同的加工方法,原工艺采用辅助工具夹持两片外圈磨加工其球面滚道,但磨削后的产品尺寸精度变化大,外滚道的尺寸精度大部分达不到产品质量要求。试验采用电磁无心夹具吸引两片外圈,用特殊支点控制其径向位置,加工的外圈球面滚道,达到符合产品质量要求的结果。
2 双半外圈调心滚子轴承外圈的技术要求
双半外圈调心滚子轴承的外圈和同尺寸规格调心滚子轴承整体外圈的各项尺寸精度要求相同,其半片外圈的幅高尺寸允差要小、更严格控制两端面平行度。图 1 所给的磨加工图为所试制的新产品外圈各部的尺寸和形位公差,其滚道的球面度要求控制在0.01mm范围内。
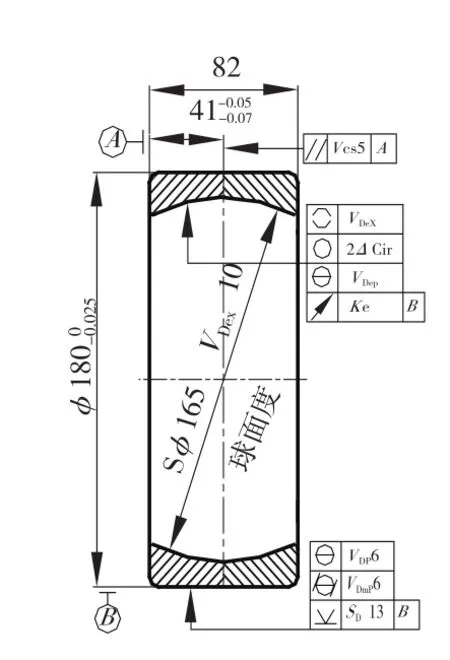
图1 外圈尺寸和加工精度图
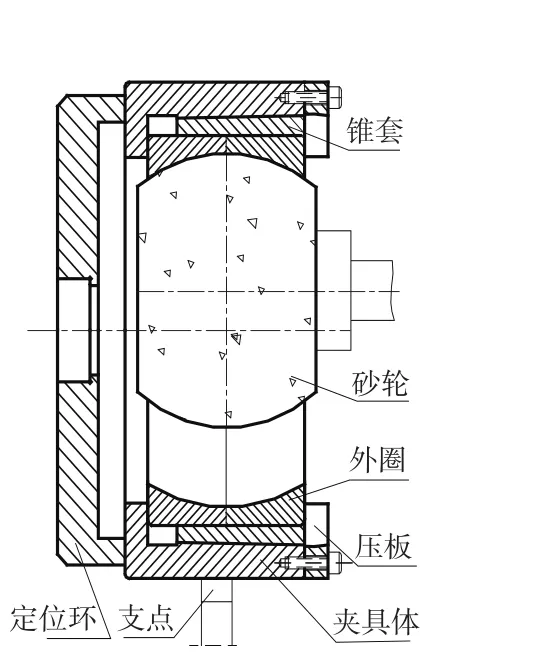
图2 利用辅助工具加工示意图
3 用辅助工具夹持两片外圈的加工
3.1 辅助工具的结构和使用
辅助工具的结构和夹持两片外圈的加工方式见图 2 所示,辅助工具由两层环状工具组成,外环是夹具体,夹具体的外圆为圆柱体、内圆为锥体;内环为外圆为锥体、内圆为圆柱体并被分两半的锥套。夹持产品时内环、外环的锥体部分相吻合,收缩被分为两半的锥套,使锥套的内圆柱面将两片半外圈夹紧,两半外圈的外侧端面用压板轴向压靠,组装好后整体放置在电磁无心夹具上,用两个支点支承辅助工具的外圆加工外圈滚道。
3.2 用辅助工具夹持两片外圈的加工方法出现的问题
(1)磨加工后不拆出外圈,在辅助工具内测量双片外圈滚道,滚道的椭圆度与夹具体外径相当(VDep<6μ),滚道球面度精度达到工艺技术要求。但外圈从辅助工具内拆卸后,外圈的滚道椭圆度VDep变大,试磨削 3 对,一对勉强达到工艺要求VDep<0.007mm,另两对都超出工艺要求,最大一个VDep达0.02mm。
外圈滚道椭圆度变大的原因:其一是锥套被切割两瓣后,热处理和磨削过程等造成的锥套体内的内应力释放使锥套发生了变形,在夹紧时两瓣的锥体使外圈产生变形。其二是外圈外径尺寸与锥体内圆尺寸不匹配,夹紧外圈时也使其产生变形。
(2)辅助工具和两片外圈组装在一起后整体重量大,增加了对支点的压力,加重了支承点对辅助工具外圆的磨损和划痕,不但影响加工精度也使操作者劳动强度增大。
基于上述问题,考虑正常生产用辅助工具夹持两片外圈加工外滚道不合适,又探索了新的加工方法。
4 采用电磁无心夹具同时加工两片外圈滚道的方法
4.1 采用的设备和夹具
所用设备是T-167N外滚道磨床,该磨床的电磁无心夹具支承定位精度高、刚性好,支点调整方便可控。夹具所用的支点为双层硬质合金支承(如图 3 所示),合金点的支承面是与工件外径匹配的圆弧面,圆弧面垂直电磁夹具定位环的端面(本次产品磨加工前用标准件对支点圆弧面进行了研合),使两层合金圆弧分别支承靠紧的两片外圈。
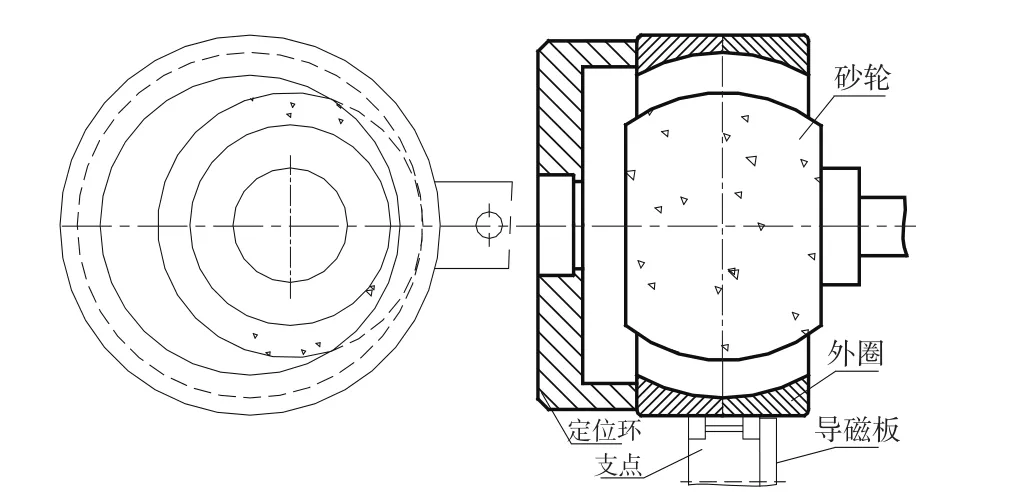
图3 双半外圈滚道加工示意图
4.2 对外圈质量和加工过程的重点要求
(1)控制外圈定位基准面精度:外圈平面平行差Vcs<0.004mm、外圆椭圆度VDp<0.005mm、外圆对基准端面垂直差<0.005mm(全宽)。
(2)要选配外圈外径尺寸:每对被磨削的外圈外径尺寸相互差Dmp1-Dmp2<0.003mm。
(3)选择外滚道终磨加工,控制磨加工留量。本次加工的产品其外沟终磨尺寸留量<0.08mm。
(4)成对磨削的外圈编号,成对移交成品组装工序。
4.3 检测结果
为了全面检测外圈滚道各项精度,除外滚道壁厚差、椭圆度、滚道对称性检测,其滚道球面度采用辅助工具固定每对外圈的方法进行检测。本次采用这种方法加工的新产品外滚道各项精度都达到工序间质量要求,其VDep<0.005mm,VDex<0.01mm,Ke<0.005mm。
3 结论
从双半外圈的调心滚子轴承新产品两种加工方法的加工质量结果分析中,可见采用电磁无心夹具同时加工两片半外圈滚道的方法是可行的。在采用这种加工方法时对双半圈的选择要保证前述技术要求,才能加工出成品要求的产品质量。
