卫星推进系统检漏多余物控制分析
2012-06-08王静涛闫荣鑫
钟 亮,冯 琪,王静涛,闫荣鑫
(北京卫星环境工程研究所,北京 100094)
0 引言
卫星的生产过程对多余物的控制要求非常严格,带有多余物出厂的产品存在随机性的重大质量事故隐患[1]。而卫星的推进系统是对多余物最为敏感的系统。如果控制不严,多余物进入推进系统内部,会造成内部阀门堵塞、过滤元件流导降低、阀门密封元件损伤等,从而使得推进系统无法工作、推力下降或阀门出现泄漏等,进而造成一路发动机系统的失效,最终导致整个发射任务失败[2]。卫星总装过程中对推进系统的测试包括漏率测试(又称检漏)、减压器测试、压力传感器测试、发动机电磁阀测试等等,其中每一次测试都有充排气过程,而以检漏对推进系统的充排气操作最多。卫星推进系统的检漏需要多次对系统内部进行充排气操作,存在较高的多余物引入风险,因而在检漏过程中对多余物的控制要求最为严格。本文通过对检漏过程中充气过程的各个环节多余物情况进行实际测试和分析,提出充气过程中多余物控制的措施。
1 多余物产生环节
1.1 来源途径梳理
卫星的推进系统内部多余物来源主要有三个途径[3-4]:产品设计和生产缺陷造成的遗留多余物[5],管路装配焊接环节产生的多余物,以及后期充气过程产生的多余物。卫星推进系统焊装完成后,系统内部只有通过充气才能引入多余物,因而充气过程是卫星研制后期多余物控制的关键点。通过对推进系统的充排气过程进行梳理,得到如图1所示的故障树。
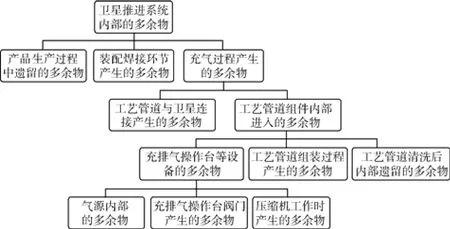
图1 卫星推进系统多余物来源途径Fig.1 Sources of redundant substance in the satellite propulsion system
通过梳理和分析得知,在总装检漏任务中可能会造成卫星推进系统内部引入多余物的主要方面有气源、充排气操作台阀门、充排气操作台内部压缩机工作、工艺管道内部残留、工艺管道组装过程和工艺管道与卫星充排气接口连接过程等。
1.2 产生原因分析
1)气源内部的多余物
卫星充压气体均为99.999%的氦气、氮气等。因高纯气体的生产标准中只规定气体成分的体积百分含量,对非气体成分的颗粒未作明确规定,且气瓶为重复使用,所以气源内包含颗粒大小和数量未知。
2)充排气操作台中的多余物
操作台内部阀门采用针阀形式,其密封面为相互压紧的金属面,在压紧过程中会相互摩擦,可能产生多余物。同时,其上下运动的螺纹副摩擦也可能产生多余物。此外,充排气操作台内部安装的气动压缩机,其内部活塞运动过程中会相互摩擦,也有可能产生多余物。
3)工艺管道内部遗留的多余物
工艺管道内部为波纹结构,难以彻底清洗,因此容易残留多余物,并且在运输转运过程中很可能引入多余物。
4)工艺管道组装过程和与卫星连接过程产生的多余物
工艺管道为单根工艺管道、各种工装接头、手动阀门和过滤器等的组合体,连接形式多为球头对锥面或内锥面对外锥面的密封结构。在连接过程中,管道端口暴露于大气状态下;由于环境的洁净度会随空调运转、人员活动等因素而变化[6-7],因而空气中的尘埃粒子有进入管道的可能性。
工艺管道和卫星充排气接口的连接过程与工艺管道组装过程类似,均存在密封面的多余物清理问题和多次重复连接时引入多余物的风险。工艺管道与卫星连接之前,通常必须连接非烧结型的过滤器。过滤器处于卫星推进系统充排气管路的末端,也是多余物控制的最后关口,其在充排气过程中是否有效是多余物控制的关键因素之一。
2 多余物实际情况测试
2.1 环境多余物
在洁净度为 1万级的卫星测试工位附近对空气中的多余物进行测试,结果如表1所示。测试发现空气中含有少量直径大于10 μm的颗粒物。这些颗粒一般为粉尘,属于柔性颗粒[8]。

表1 空气多余物情况(1万级,28.3L)Table 1 Redundant particles in the air (Class 10 000)/28.3L
2.2 气源和充排气操作台多余物
对25瓶高纯氮气、36瓶高纯氦气进行了多余物测试试验,结果如图2所示。试验结果表明,高纯氮气较高纯氦气洁净度高,其多余物直径均小于7 μm,满足检漏的使用要求。

图2 气源和充排气操作台多余物对比Fig.2 Comparison of redundant particles in the gas source and the charge/discharge operation table
卫星充排气操作台的入口和出口处都设置了7 μm 金属网格型过滤器。对阀门在测试期间不操作和操作时的多余物情况和启动压缩机前后操作台输出气体的多余物情况进行了对比测试,结果亦如图2所示。
试验结果表明,充排气操作台内部残留有多余物,阀门的操作和压缩机的启动都会增加多余物,但是增加的多余物主要是直径0.5~1 μm的颗粒。通过出口过滤器的有效控制,充排气操作台的输出气体多余物满足检漏要求。
2.3 管道连接过程产生的多余物
通过对试验件进行取样分析[9-11],得到微量1Cr18Ni9Ti零件摩擦产生的磨屑;将磨屑使用激光粒度分析仪进行粒度分布分析,结果如图3所示。从图中可以看出,1Cr18Ni9Ti材料的磨屑粒度主要集中在7~50 μm,通过7 μm的过滤器可以有效控制该种刚性颗粒。
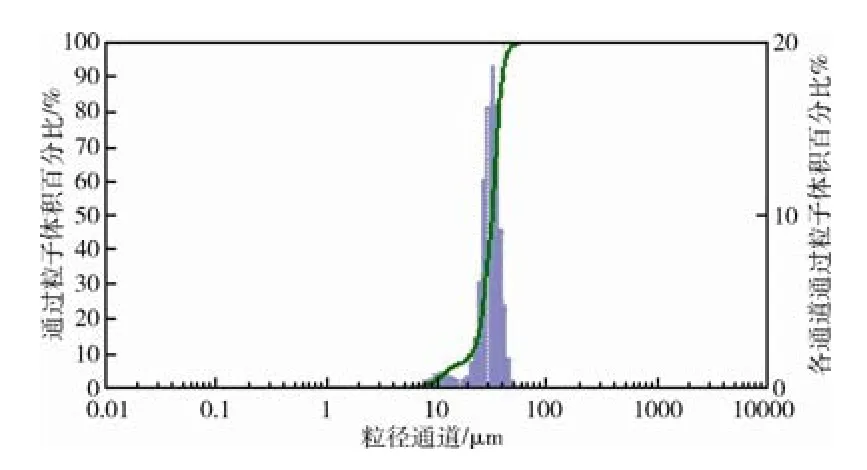
图3 1Cr18Ni9Ti零件磨屑粒度分布Fig.3 Distribution of 1Cr18Ni9Ti abrasive dust
2.4 充压工艺管道内部多余物
经过对实际使用的不锈钢金属软管进行一系列的测试(结果如表 2所示),分析可知,管道长期使用或者长时间存放后,内部会有较多直径 7 μm以下的多余物。通过高纯氮气进行吹除后,其数量会明显减少。由于这些多余物直径均小于7 μm,故不影响其所在管道在检漏时的正常使用。
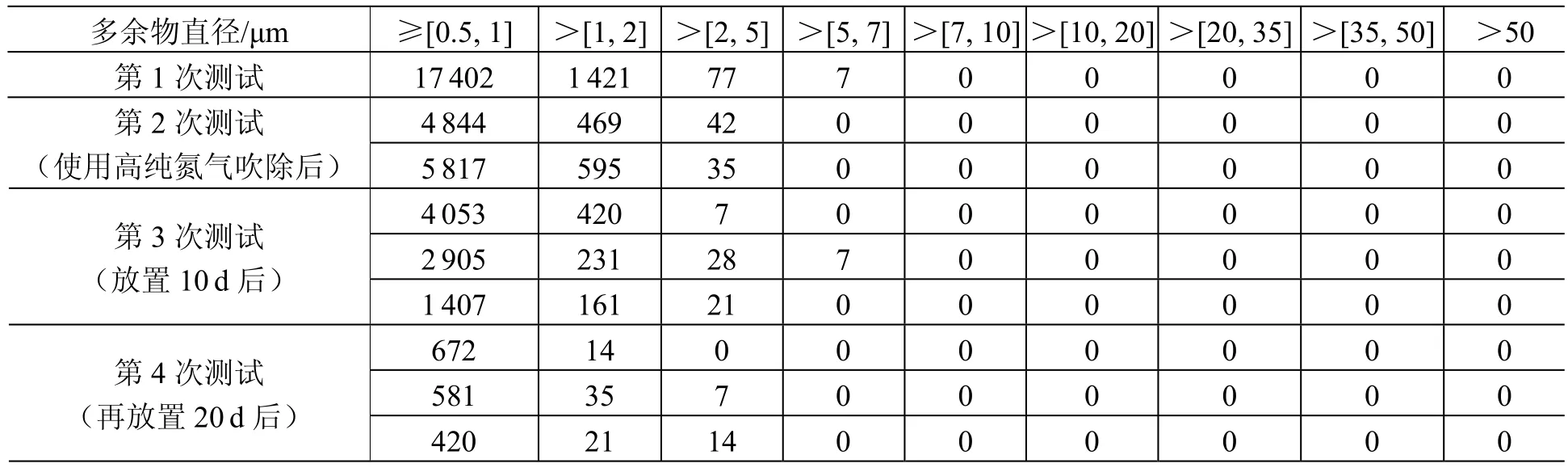
表2 在用不锈钢金属软管多余物情况/990 LTable 2 Redundant substance in the old flexible stainless hose/990 L
2.5 过滤器的过滤效果测试
为了试验卫星充排气过程中使用的7 μm保护过滤器的过滤作用,专门设计了试验系统,如图4所示。在测试时使用标准颗粒进行测试,金属与矿物粒子(1~200 μm)、球形玻璃粒子(1~40 μm)、镍球(2~10 μm)、不锈钢球(24~65 μm 和 60~125 μm),每次测试时每种颗粒取0.1 g,共计0.5 g。在进行不同压力状态时加入的是各种颗粒的混合物,每一个压力下的测试均使用新的测试过滤器,测试结果如表3所示;在进行30 MPa压力试验时,每次加入一种颗粒,每一种颗粒均使用新的测试过滤器,测试结果如表4所示。

图4 金属过滤器过滤效果试验系统气路原理Fig.4 Gas circuit of the test system for examining the metallic filter’s performance

表3 不同压力下过滤前后的颗粒个数/990 LTable 3 The number of redundant particles before and after filtration at different pressures /990 L
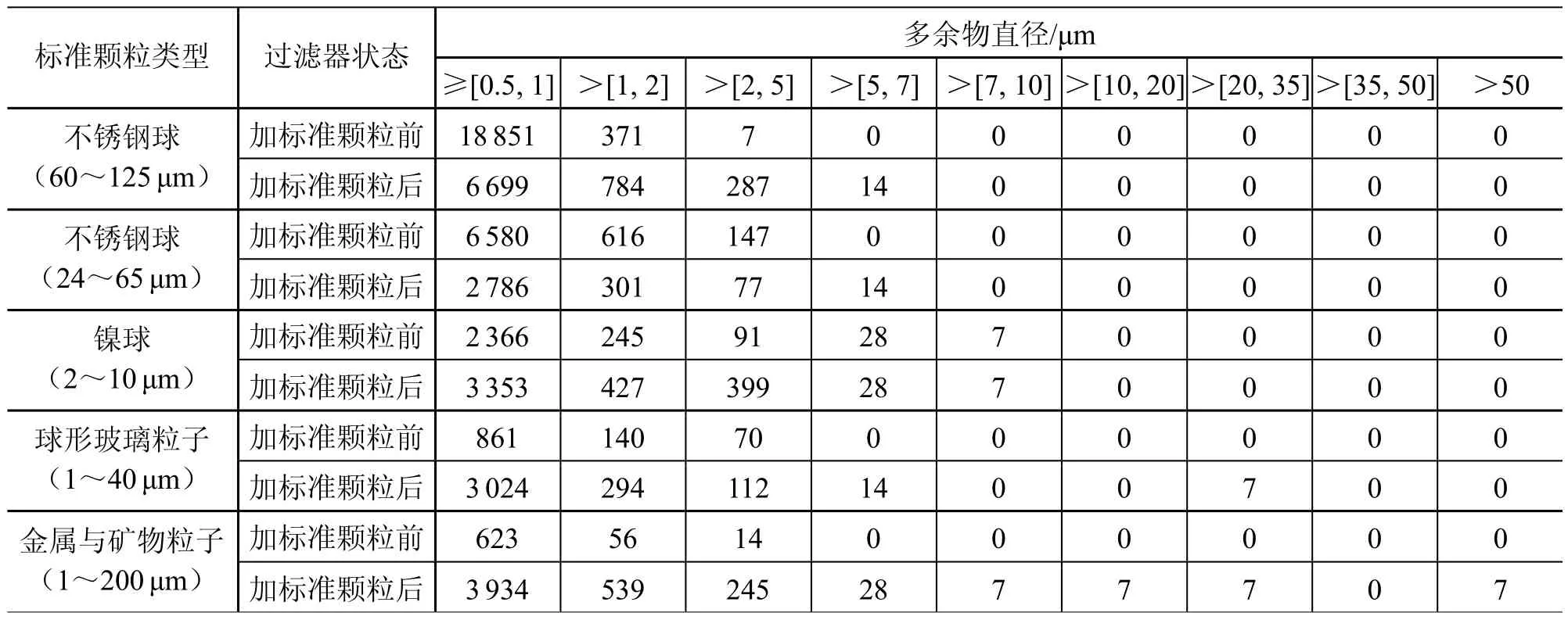
表4 30 MPa下不同颗粒过滤前后的个数/990 LTable 4 The number of redundant particles before and after filtration for different particles at 30 MPa/990 L
试验结果表明,压力在20 MPa以下,过滤器对于各种颗粒的过滤作用均有效;在30 MPa压力下的开阀瞬间,过滤器下游出现了大于7 μm的颗粒,但7 μm以上颗粒数不再随时间增加。对各种颗粒单独在30 MPa压力下进行试验后发现,过滤器对于不同的金属刚性颗粒的过滤作用不会失效,但是对于金属与矿物粒子颗粒在开阀瞬间出现失效,因而可以判断在30 MPa的压力下过滤器对于柔性粒子的过滤能力下降。通过后续试验发现缓慢开启充压阀门,使过滤器两端的压差小于要求的最大压差0.68 MPa时,过滤器不会失效。
试验证明过滤器的纳污能力较强——0.5 g的多余物远远超过实际检漏中遇到的多余物质量,但是其流阻并没有明显变化,且能够保证过滤器的过滤精度。
3 多余物控制措施
通过试验分析发现,对于卫星的推进系统而言,在总装检漏及其他需要充排气的测试过程中,可以采用以下控制措施来减少多余物的引入:
1)卫星推进系统的充排气必须在1万级环境下安装管道,并减少管道端口暴露大气的时间,断开连接后应该及时对各端口进行密封保护;
2)供气气源必须采用高纯气体,气体引入充排气操作台前,必须对气瓶的接口进行清洁处理,防止其暴露大气期间积累的多余物进入充排气操作台管道内部;
3)充排气操作台研制时要求零部件内部必须经过清洁处理,并在充排气操作台的出口和入口安装7 μm金属网格型过滤器,研制完成后需要对各充气口进行多余物测试,测试合格后才可应用于卫星测试;
4)工艺管道组件必须按照星上管道的洁净度要求经过严格清洗后才能使用;
5)充排气系统的各个环节连接时,应该在1万级环境下进行,连接前必须对连接面进行清洁(用蘸无水乙醇的绸布或者无尘拭布擦拭);
6)充排气系统连接完成后可采用高纯氮气吹除的方式减少管道内部的多余物,吹除完成后必须对各端口进行密封保护,在与卫星推进系统接口连接时再打开连接端口;
7)工艺管道组件的末端必须根据需要安装一个具有一定精度和压力范围的金属网格型过滤器,再与卫星推进系统充排气接口连接;
8)对于金属网格型过滤器,在使用过程中必须控制其充气速率的变化,保证其出入口两端压力差低于其最大允许压差。
4 控制效果
为证明上述控制措施的效果,在某卫星检漏前,按照图4所示的方法进行相关连接和操作。对连接后管道系统内的多余物进行了4组测试,结果如表5所示。从测试结果来看,采取本文第3部分所述控制方法完全杜绝了大于7 μm的多余物进入卫星接口,极大地减少了卫星在检漏过程中多余物的引入概率。

表5 多余物控制效果/990 LTable 5 Control effect of redundant substances /990L
5 结束语
通过梳理卫星推进系统的多余物的产生途径和原因,并进行有针对性的测试试验,分析卫星推进系统总装检漏时可能引入多余物的各方面情况,总结出若干条多余物控制措施。这些措施的控制效果在实际卫星检漏工作中得到了充分验证,可以推广应用于各种航天器的推进系统安装和测试中,对提高航天器推进系统的运行可靠性具有实际意义。
(References)
[1]熊涛.航天器总装多余物控制方法探讨[J].航天器环境工程, 2006, 23(5): 277-281
Xiong Tao.Discussion on remainder particle control method in spacecraft assembly[J].Spacecraft Environment Engineering, 2006, 23(5): 277-281
[2]王辉, 李护林, 崔超海.发动机总装多余物控制方法[J].航天制造技术, 2003(5): 39-42
Wang Hui, Li Hulin, Cui Chaohai.Foreigners control in rocket engine assembling[J].Aerospace Manufacturing Technology, 2003(5): 39-42
[3]ISO CD 14952-6 Space systems-surface cleanliness of fluid systems: Part 6 Presision cleaning processes[S], 1996
[4]ECSS-Q-70-01A Space product assurance, cleanliness and contamination control[S], 2002-12-11
[5]QJ 2850—96 航天产品多余物预防和控制[S], 1996-01-01
[6]单明, 仇玉雪, 郝建新.航天器 AIT保障技术——环境数据多点、实时、自动监测及显示技术[J].航天器环境工程, 2008, 25(6): 580-583
Shan Ming, Qiu Yuxue, Hao Jianxin.The support technology of the spacecraft AIT—a real time environment data system with multi-points, automatic inspection and display[J].Spacecraft Environment Engineering, 2008,25(6): 580-583
[7]熊涛.载人航天器舱内地面环境污染分析与控制方法[J].航天器环境工程, 2010, 27(1): 100-104
Xiong Tao.Contamination analysis and control in the cabin of manned spacecraft during the assembly integrated test [J].Spacecraft Environment Engineering, 2010, 27(1):100-104
[8]郭重山, 钟嶷, 李小晖.Y09-6型激光粒子计数器对洁净厂房空气尘埃粒子的卫生学检测研究[J], 现代医学仪器与应用, 2005, 17(1): 9-12
Guo Chongshan, Zhong Yi, Li Xiaohui.The hygienic study of airy dust particle of cosmetic purifying workshops in Guangzhou[J].Modern Medical Science Apparatus and Application, 2005, 17(1): 9-12
[9]李大南.航天型号产品多余物及其预防和控制标准的实施检查[J].航天标准化, 2006(1): 17-20
Li Da’nan.The implementing inspection for space product superabundance and its prevent and control standards[J].Aerospace Standardizition, 2006(1): 17-20
[10]丁新玲.推进剂贮箱清洁度检测[J].航天制造技术,2009 (5): 58
Ding Xinling.Cleanliness testing on propellant tank[J].Aerospace Manufacturing Technology, 2009(5): 58
[11]李晓红, 邓永芳.密封器件内部多余物的检测与提取[J].微电子学, 2006, 36(1): 56-59
Li Xiaohong, Deng Yongfang.Evaluation of selected methods for detecting and picking contaminants within pressurized devices[J].Microelectronics, 2006, 36(1): 56-59
