600 MW火电机组低压缸次末级叶片装配工艺改进
2012-05-29刘海昌于晓龙李卫军
刘海昌,于晓龙,李卫军
(1.浙江大唐乌沙山发电有限责任公司,浙江 宁波 315722;2.浙江省电力试验研究院,杭州 310014)
某电厂4台600 MW汽轮发电机组是由哈尔滨汽轮机厂生产的CLN600-24.2/566/566型超临界、一次中间再热、三缸、四排汽、凝汽式汽轮机组。低压缸叶片共7级,全部为自带围带叶片,其中第1-5级动叶片为型钢铣制而成,第6级为模锻毛坯抛磨而成,采用反动式结构的匹配方式,其中前4级叶根采用成熟的加强型枞树形叶根,5级和6级的结构为哈汽厂亚临界600 MW汽轮机的传统结构。机组自2006年相继投产后,设备运行稳定。
1 故障分析
2010年9月15日18∶28,电厂3号机组4-7号瓦轴振发生突变。对机组振动突变前后的振动数据进行整理,见表1。
通过对振动进行分析,发现3号机组的振动变化特征如下:
(1)机组在振动突变前后的振动变化量和机组冲转至3000 r/min时的振动变化量基本相同;而且振动突变是在瞬间发生,变化前后的振动值的主频为一倍频。这表明3号机组振动突变与机组负荷变动有关,转子上叶片断裂或活动部件脱落的可能性较大。
(2)4-7号瓦的振动变化量见表1,5号瓦、6号瓦振动变化最大,其次是4号瓦、7号瓦;5号瓦X和Y向的振动变化量为75 μm∠119°和45 μm∠280°;6号瓦X和Y向的振动变化量为47 μm∠347°和 40 μm∠126°,表明振动的突变与LPII转子上叶片断裂或活动部件脱落有关。
(3)5号、6号瓦的X向和Y向振动的变化量均为反相。只有5号瓦在过临界时振动有所增大,增大量约为20 μm,其余各瓦过临界时的振动基本不变,说明引起振动变化的脱落部件不可能在转子中部,而是在低压转子LPII的两端。
根据以上现象判断,3号机组振动突变的原因可能为:LPII转子靠近5号瓦(即调端)处有叶片脱落,根据生产厂家说明书,低压转子次末级叶片脱落的可能性较大。
解体后发现LPII转子正向次末级第55片叶片靠近叶顶处断裂,如图1所示。分析认为断裂原因主要是设计、制造及装配存在问题。

图1 叶片断裂处及断裂的叶片
2 叶片断裂原因分析
(2)仔细分析叶片材料,金相组织、化学成分均符合要求,力学性能除延伸率略低外,其他均符合要求。2010年3月曾发生4号机反向第21片叶片断裂,分析认为叶片的延伸率略低也是导致叶片断裂的原因之一。
(3)经核对,叶片各部分加工尺寸均符合图纸要求。
(4)叶片出汽侧顶部与围带过渡处存在R4的圆弧过渡,而起裂部位基本处于R4圆弧过渡的中部,该部位在结构上应力相对集中。高速旋转产生较大的离心力作用在叶片上,特别是圆弧过渡处又会产生较大的应力,位错等缺陷易在此聚集形成微裂纹,最终导致叶片疲劳断裂。
(5)经宏观和断口扫描电镜分析,发现起裂部位在叶片横截面出汽侧的中间部位,且断口有明显的疲劳扩展现象。分析认为裂纹起源于表面的机械损伤,经疲劳扩展后最终导致断裂。
(6)叶片装配时围带间隙太小,造成叶片与围带的预应力过大,造成疲劳断裂。
3 治理措施
3.1 叶片设计及机加工改进
(1)采用成熟的加强型枞树形叶根。
(2)严格控制叶片的加工质量,避免机械伤痕,加工过程中避免硬物损伤叶片,特别注意叶片横截面出汽侧的中间部位,叶片断裂初始位置往往在此处。
①在城市规划和城市交通战略规划之间有密切的关系。城市交通规划中的两个重要支柱是可持续发展的交通模式和绿色健康的空间结构。要想达到这种目的,需要在城市交通规划和城市交通建设之间达成战略性合作。通过这种合作方式对最优的城市交通和城市居民居住环境进行综合分析,进而择优选出适合的交通规划方案[4]。
(3)理化性能、机械性能要符合要求。
3.2 装配工艺改进
(1)为了控制装配质量,采用二次装配方法,即先进行试装配,然后车围带,完成后将所有叶片拆下,修配围带间隙后重新装配,使围带及中间体各部分装配间隙均满足图纸要求。
(2)对于运行机组,利用机组停机揭缸机会现场拆下叶片进行清理,对围带出汽边叶顶处的R4倒角进行打磨、圆滑过渡,对叶片进行重新装配,以保证机组安全运行。
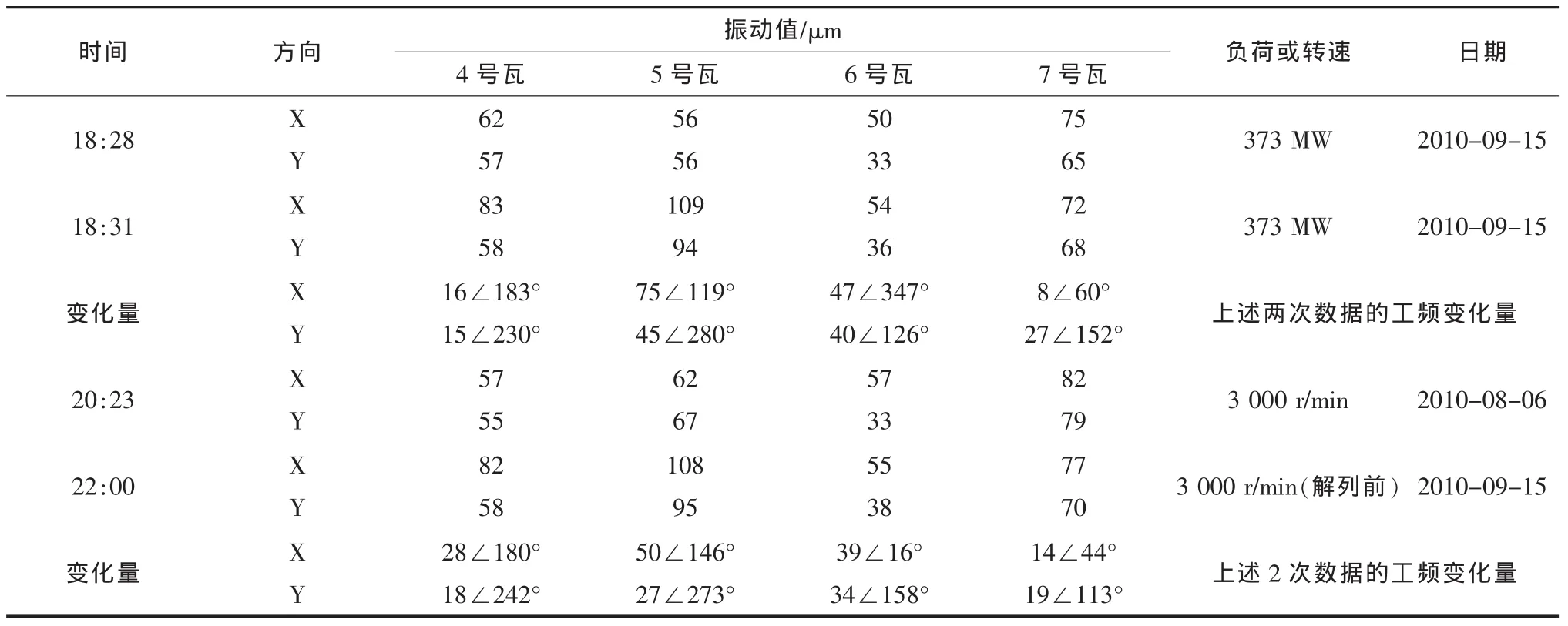
表1 3号汽轮发电机组振动异常数据
对于新建机组,在设备未出厂时要进行监造,并按上述办法严格控制叶片的加工、制造及装配质量。
4 主要技术方案
经有关专家认真研究分析,本次低压缸次末级叶片围带断裂事故的原因是围带装配过紧。为避免此类事故再次发生,对低压缸次末级叶片的装配技术要求进行了严格仔细的规定,其中装配间隙要求如图2所示。

图2 装配间隙要求
(1)叶片装配完成后,顶部12点位置叶片向两边闪缝不超过1 mm。
(2)末级叶片要求在12点位置装配。
(3)装配末级叶片时,不允许用楔铁强力涨紧。允许修磨末级叶片围带,围带可以存在缺口。
(4)叶片装配完成后,围带内弧错牙超过0.5 mm时必须修磨。
(5)围带非工作斜面间隙要求0.1~0.3 mm。
(6)围带非工作平面间隙要求0.5~1.2 mm。
(7)围带工作面间隙要求 0~0.05 mm。
(8)对叶根边缘倒圆R3,以防止出现蒸汽腐蚀裂纹或初始裂纹。倒圆工艺要求如图3所示。

图3 叶根倒圆R3
5 结语
低压缸末级叶片装配过程中严格控制装配质量,利用机组检修揭缸机会将所有叶片拆下,修配围带间隙后重新装配,使得围带及中间体各部分装配间隙均满足图纸要求。另外对叶片进行清理,对围带出汽边叶顶处的R4倒角进行打磨,圆滑过渡,对叶根边缘进行倒圆R3,防止出现蒸汽腐蚀裂纹或初始裂纹。经以上处理后再没有发生汽轮机叶片顶部断裂事故,提高了机组经济性和安全稳定性。
[1] 靳智平.电厂汽轮机原理及系统[M].北京:中国电力出版社,2006.
[2] 郭延秋.大型火电机组检修实用技术丛书[M].北京:中国电力出版社,2003.
[3] 王家楹.改善汽轮机低压缸末级叶片调峰性能的探讨[J].浙江电力,2001,20(4)∶57-58.
