天铁1750mm热轧带钢减薄轧制试验
2012-05-16赵丽萍
赵丽萍
(天津天铁冶金集团热轧板有限公司,河北涉县 056404)
天铁1750mm热轧带钢减薄轧制试验
赵丽萍
(天津天铁冶金集团热轧板有限公司,河北涉县 056404)
通过天铁热轧1 750mm平整分卷机组减薄轧制试验,施加一定的压下量消除屈服平台降低屈服极限值,改变带钢延伸率,使带钢厚度减薄0.2~0.3 mm,改善了钢板的板形及性能,消除了局部的厚度超差、轻微辊印及疤坑等板卷原料缺陷,提高了产品质量,提升了产品附加值及市场竞争力。
热轧 带钢 平整 分卷 减薄 板形 清除 缺陷
1 引言
天铁冶金集团热轧板公司1 750mm热轧带钢平整分卷机组与主轧线在2007年同期建成投产。该机组采用先进和实用的技术及设备,对温度小于80℃的碳素钢及低合金薄规格钢板进行平整,使钢板具有良好的板形和较好的表面质量,基本属于冷轧带钢范畴。由于主轧线2.0mm以下薄规格钢卷轧制水平不成熟,失去了部分订单,根据平整分卷机组的功能及特点,决定通过减薄轧制试验来拓展市场。
2 试验方案
2.1 试轧目标
将厚度为2.0mm钢卷减薄轧制到1.8 mm。
2.2 试轧温度
20~30℃。
2.3 原料卷基本参数
SPHC,2.0×1 250。
2.4 确定减薄轧制参数
根据理论计算结果并结合现场实际应用情况,考虑钢卷在线时间,提高轧制效率,最终拟定实际效果最佳板形控制的工艺参数,实行两道次轧制,第一道次轧制实现减薄,第二道次进行正常平整改善板形,主要性能参数如表1所示。
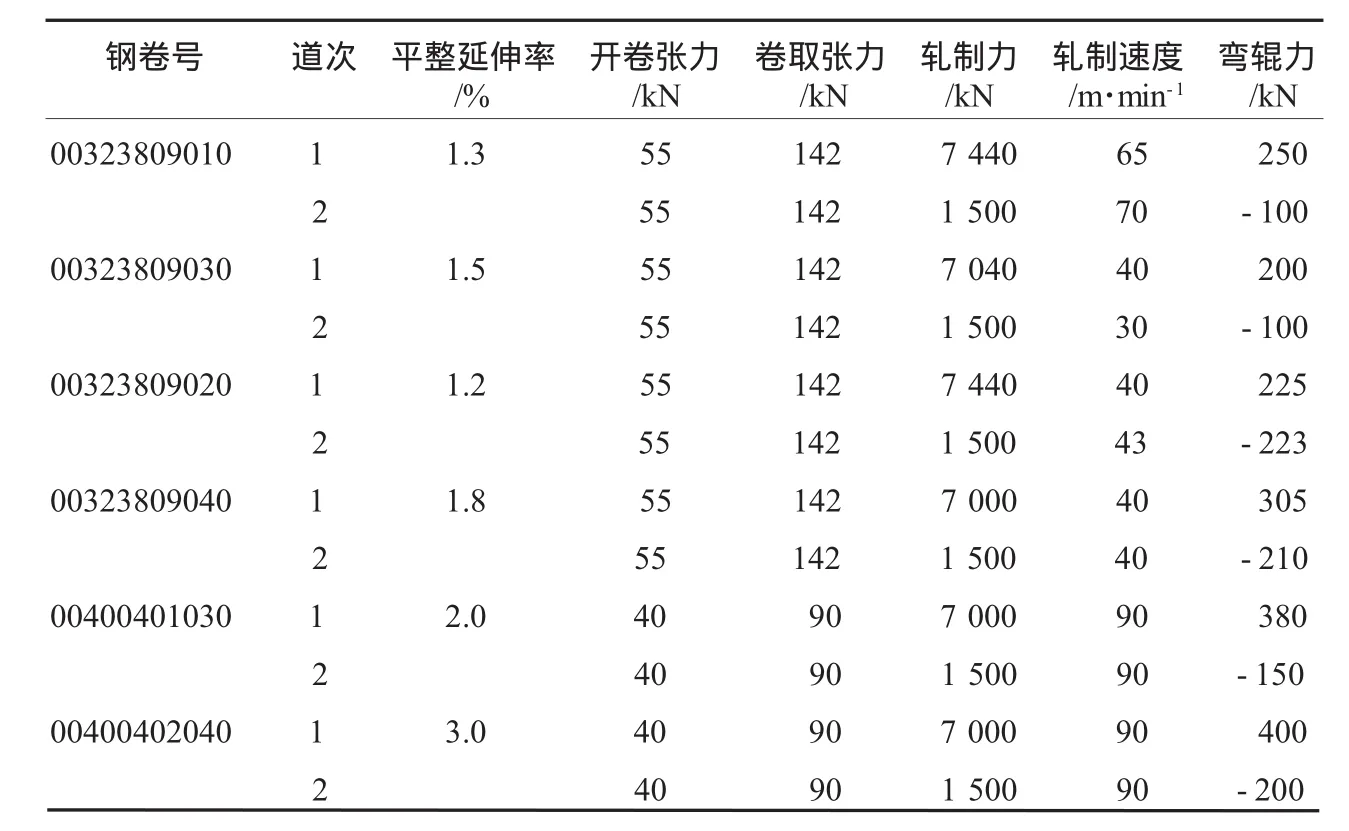
表1 轧制参数调整表
2.5 取样要求
由于变形条件及温度控制不完全一致,带钢在通长方向上的性能是有波动的,为保证带钢减薄轧制前后的性能具有可比较性,为此将取样点选在每卷距头尾各10~15 m范围内取样2块。
3 减薄轧制效果
3.1 减薄轧制厚度变化
首先,对原料卷进行重卷模式下开卷,即不施加压下量,对整个钢卷进行每隔10m通卷厚度测量,并在测量点做标记。减薄生产时的每道次,分别对标记点进行厚度测量。
由表2可知,经过减薄轧制,板卷厚度满足目标厚度的公差要求,实现带钢减薄。
3.2 减薄轧制力学性能变化
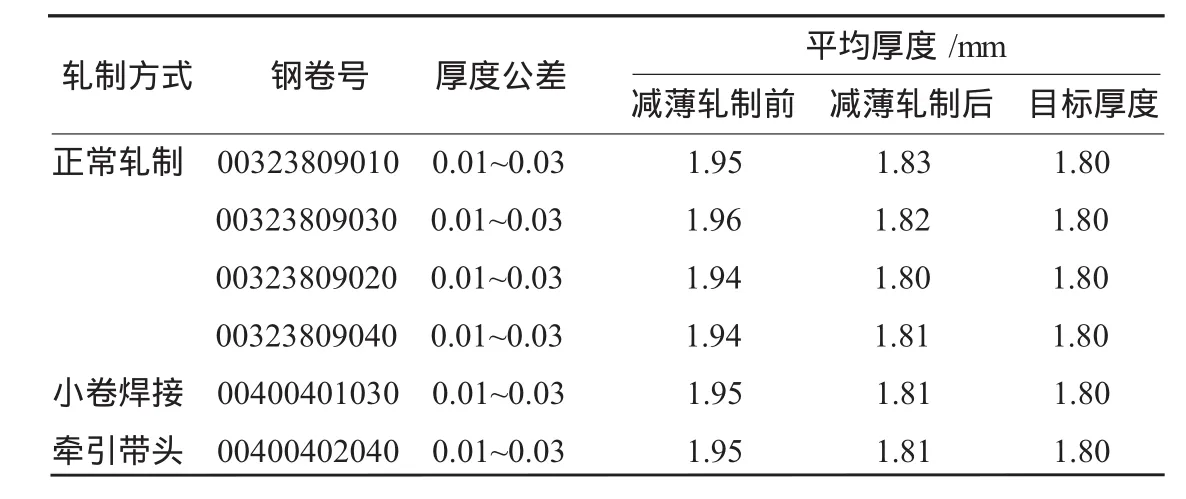
表2 减薄轧制后厚度变化值
将所截取试样进行拉伸试验,测试其上屈服点Reh(MPa)、下屈服点Rel(MPa)、抗拉强度Rm、延伸率A,并计算减薄前后的屈服点差值、抗拉强度和延伸率的变化情况,具体结果如表3所示。
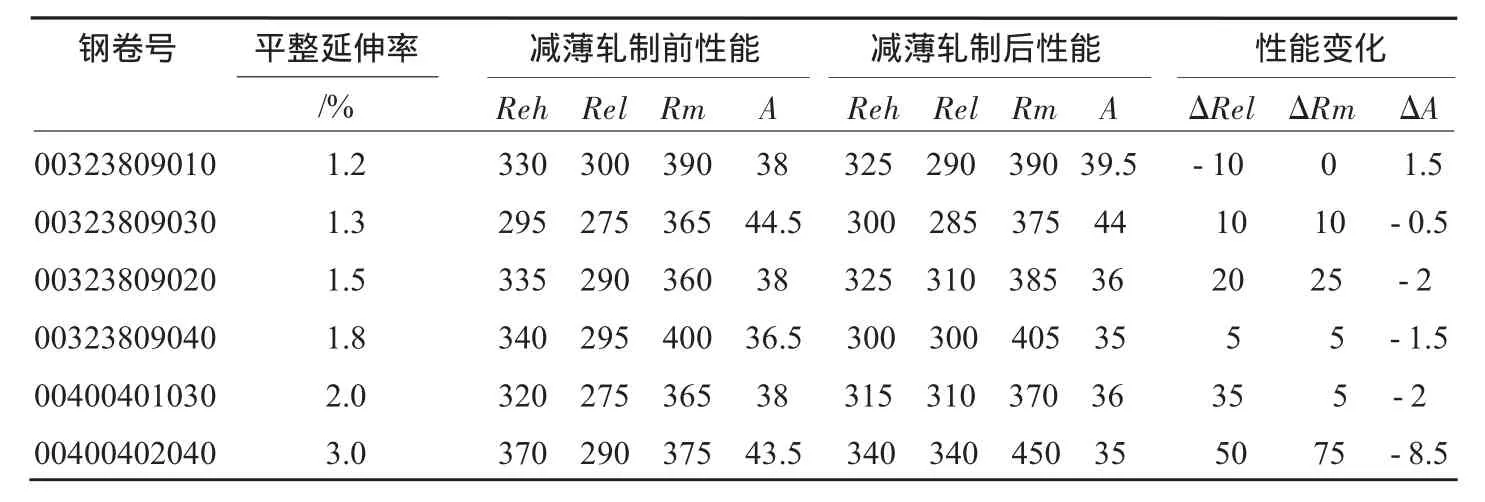
表3 减薄轧制前后力学性能对比表
由表3可知,经过减薄轧制,板卷机械性能满足目标厚度的性能要求,通过一定的平整延伸率控制,使板卷性能得到一定的调控。当平整延伸率控制在1.2%~3.0%时,带钢减薄后,上下屈服点波动范围减小,基本可以消除屈服点伸长,带钢的抗拉强度略有增加,延伸率略有降低,幅度均不大。从实际生产过程中可以发现,结合工艺参数调整,当平整延伸率一定时,卷取张力越小,轧制力越大,带钢的屈服延伸越小,即越容易消除带钢的屈服延伸。
3.3 减薄轧制平直度变化
对原料卷进行重卷模式下开卷,即不施加压下量,对整个钢卷进行每隔10m通卷平直度测量,分板卷头部、中部、尾部,细分传动侧、操作侧,并在测量点做标记。减薄生产后的第二道次,分别对标记点进行平直度测量,结果见表4。
由表4可知,主轧线生产的低碳钢薄规格钢卷在平整前均存在不同程度的浪形,经过减薄轧制,板面平直度较平整前有很明显的减小,基本消除了浪形,带钢表面板形质量光滑平直,完全满足客户对板形的质量要求。
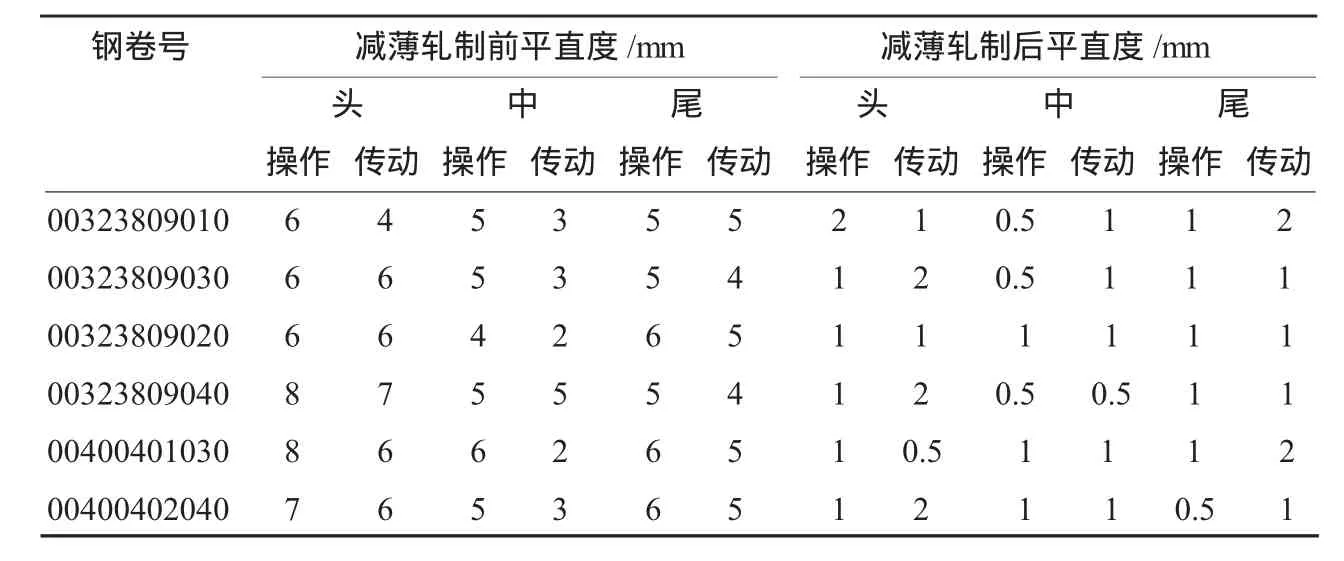
表4 减薄轧制前后平直度对比表
3.4 客户对减薄轧制板卷信息反馈
减薄轧制钢卷经客户开卷后表面质量良好,经酸洗后的性能反馈见表5。
由表5可知,经过减薄轧制的板卷酸洗后,板卷机械性能完全满足客户性能要求,也说明了小张力大轧制力的平整横延伸率控制模式使带钢的抗自然失效性较强,从而使带钢的沿轧制方向的性能稳定性得到保证,进而保证了客户进行深加工的性能需求。
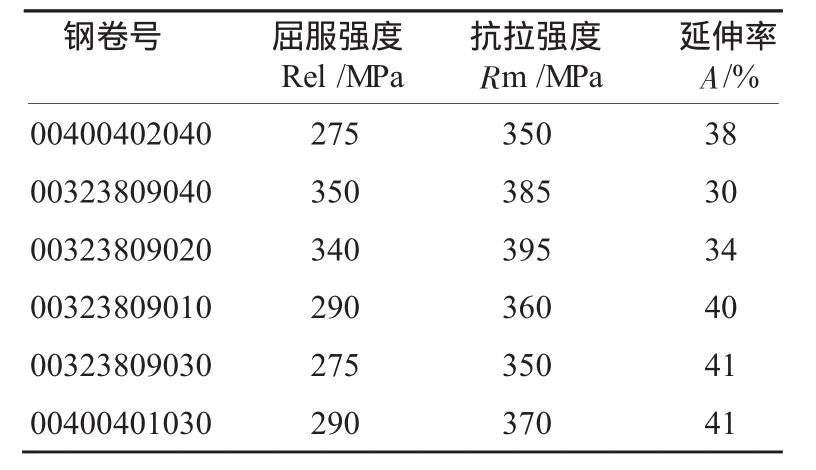
表5 力学性能检验结果
4 结束语
通过天铁热轧1 750mm平整分卷机组减薄轧制试验,施加一定的压下量消除屈服平台降低屈服极限值,改变带钢延伸率实现带钢厚度减薄,从而改善钢板的板形、性能及消除局部的厚度不均,并能够消除轻微辊印及疤坑等缺陷,提高产品质量并实现小批量生产。但此次试验涉及的钢种、规格单一,在今后的生产过程中,会逐步拓展钢种、规格,完善最小轧制厚度理论,优化生产工艺参数,提升热轧产品附加值和市场竞争力。
[1] 王占学.塑性加工金属学 [M].北京:冶金工业出版社,2003:154-155.
[2] 赵志业.金属塑性变形与轧制理论[M].北京:冶金工业出版社,1980:101-102
赵丽萍,女,工程师,毕业于内蒙古工业大学材料成型及控制工程专业,现于天铁热轧板公司从事平整线质量管理工作。
Tiantie 1 750mm Strip Thinning Rolling Trial
ZHAO Li-ping
Hot Rolling Plate Company Limited,Tianjin Tiantie Metallurgy Group,She County,Hebei Province056404,China
A series of thinning rolling tests were conducted at Tiantie hot rolling 1 750mm leveling separator,to exert certain draught so as to avoid yield point elongation and lower yield limit,change strip elongation,reduce strip thickness by0.2~0.3 mm,improve plate shape and performance,eliminate local thickness out-of-tolerance and raw material defects such as slight roll mark,scab and pit,improve product quality and lift product added value and market competitiveness.
hot rolling,strip,level,separating,thinning,plate shape,elimination,defect
(收稿 2012-09-28 编辑 崔建华)
