机械产品过盈配合联接结构设计及工艺分析
2012-02-21曹秀鸽祁富燕郑隆举
曹秀鸽,祁富燕,郑隆举
(兰州城市学院,甘肃 兰州 730070)
过盈配合联接是利用零件的配合过盈来达到联接的目的。过盈联接常用于精密定位与传递载荷,过盈联接具有这些功能的原因在于零件具有弹性及联接具有装配过盈。因为装配过盈使配合面间产生压力,所以工作时载荷就靠着相伴而产生的摩擦力来传递。载荷可以是轴向力、扭矩或两者的组合,有时也可是以弯矩。
1 装配工艺
过盈配合联接当用于可拆卸联接时,关键是设计过盈量的控制。其装配工艺,包括:
(1)机械压入法:被包容件从轴向压入。
(2)缩胀法:加热包容件,装配后在常温下缩紧。
(3)胀紧法:将被包容件冷却,装配后在常温下因膨胀而胀紧。
(4)油压法:如图1所示,将压力油压入包容件或被包容件,利用注压扩径,卸去油后抱紧。
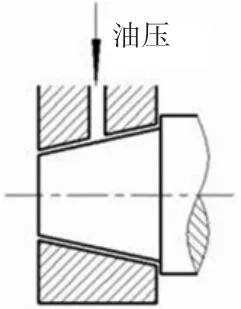
图1 利用油压扩径
2 过盈配合联接件结构的合理性
2.1 过盈配合面配合长度的设置
过盈配合面应有足够的配合长度,使轴件不致晃动,以保证其能可靠地工作。如图2所示的结构,若配合直径为d(mm),配合面部分的长度为L(mm),推荐L的最小值为Lmin=4d2/3。也可从图3中给出过盈配合的最小长度。

图2 过盈配合面
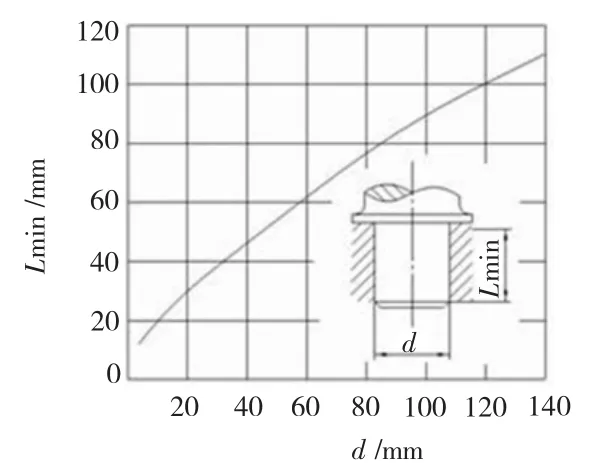
图3 过盈配合的最小长度Lmin与直径d的关系
2.2 配合长度的控制
当配合长度L较大(L>16d,d为配合直径)时,应配合面应制成阶梯形,以改善加工工艺与装配工艺过程中的难度。
2.3 配合面应的合理配置
(1)要避免装配中同时压入两个配合面。
当两个过盈配合面是同时压入或几乎是同时压入时,这样的装配是比较困难的,应设计成两配合面能逐个压入,如图4所示的结构。使得第一个配合面压入后,第二个配合面能够看得见,以便于操作。即使没有两个过盈面,也应做到在一配合件到达配合位置时,其他表面与其配合表面不接触。
(2)要避免在一根等直径的轴上用过盈配合安装多个零件。
因为它们的安装、定位、拆卸都是较困难的,并且因配合距离很长,安装、拆卸都易损伤配合面。因此多个过盈配合件应设计成如图5所示的阶梯式安装结构或采用锥形紧固套联接的方法。
(3)要避免使两个同一直径的孔做过盈配合。
在同一轴线上等径轴压入两等径孔时,当轴压入第一个孔后,难免有些歪斜或表面损伤,再压入第二个孔时就比较困难。因此,在这种情况下,应设计成如图6所示的结构,两孔直径应不同,并且不应同时压入。
(4)锥面配合的锥度不宜过小。
当锥度很小时,为产生必要的压紧力以消除加工误差所产生的间隙,要在轴向移动较大距离。此外,在锥度小时,因具有大的自锁力而易发生咬入现象,因此,铝合金件不宜用锥面配合。
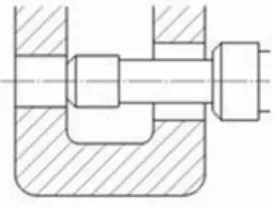
图4 两配合面逐次压入
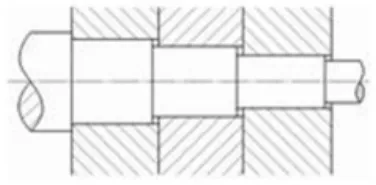
图5 多个过盈件的配合设计
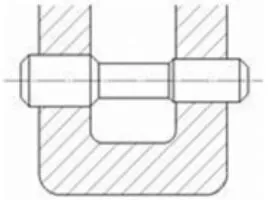
图6 同一零件两处过盈面的合理结构
2.4 配合面的表面粗糙度控制
配合面的表面粗糙度一般不大于Ra3.2 um。
2.5 改善零件受力情况,减轻零件配合面端的应力集中
应改善零件的受力情况,减轻零件配合面端的应力集中。为此,在结构设计上,可采用下列措施:
(1)使非配合表面部分的直径小于配合表面部分的直径,如图7-(a)所示,并以较大圆弧过渡。通常取配合面直径df与非配合面直径d'之比df/d'≥1.05,圆弧半径可取 r≥(0.1~0.2)df。
(2)在被包容件上加工出卸载槽,如图7-(b)所示。在必要时,卸载槽应经滚压处理,以提高疲劳强度。
(3)在包容件的端面加工出卸载槽,如图7-(c)所示或如图7-(d)所示,减小包容件端部的厚度,其中前者的结构简单,应用较广。
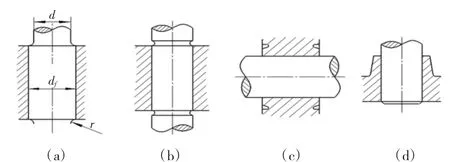
图7 减少应力集中的结构措施(a)使df/d≥1.05;(b)、(c)加工出卸载槽;(d)减小包容件端部厚度
2.6 过盈配合件应装拆方便
(1)相配合的零件压入端应具有合理的结构形状,以使相配合的零件容易装配。过盈配合零件开始装入时不易很顺利,因此,相配两零件入口处都应做出倒角,或做出有引导作用的锥面,如图8所示。
轴的倒角应准确同心,倒角为5°~10°。注意倒角45°是错误的,因为角度太大,将会刮削孔的表面。
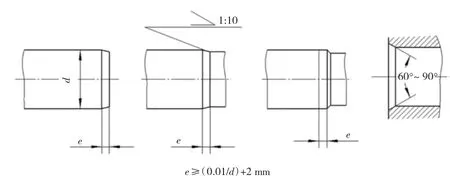
图8 过盈联接零件压入端的合理结构
(2)当包容件的孔不是通孔时,应使孔中的空气在压入轴销时能够排出。排气方法如图9所示,或在轴上开槽,或在轴上打轴向孔,还可在包容件上钻孔。
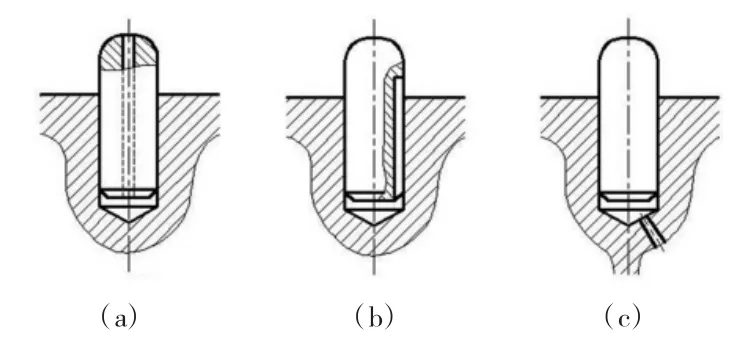
图9 盲孔中装入过盈配合轴的排气结构
(3)零件应有如图10所示的有便于拆卸时加力的合理支承结构。
(4)在过盈配合与键同时运用时,键应先装入键槽。若轴压入一段后再插入键,很可能与键槽无法对准,又无法进行调整,致使键不能插入键槽。
(5)过盈配合件应有明确而合理的定位结构。过盈配合用压入法或用温差法装配时,不易控制零件位置;装配后,又不便调整,所以须有明确的定位结构,如采用轴肩、轴环、凸台等定位结构。装入零件靠在定位面上,即为安装到位,如图11所示的结构。
如不便做出轴肩、轴环、凸台时,可用套筒、定位块定位,甚至可以在安装到位后,再把为安装方便设置的临时定位结构拆除。
应注意的是,锥面配合不能用轴肩定位,应采用图12所示的结构,否则可能得不到预期的压紧力。
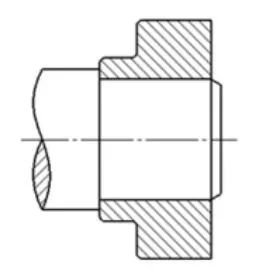
图10 应有拆卸支承面
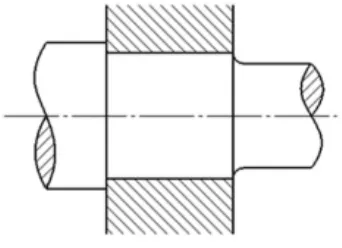
图11 过盈联接应有定位结构
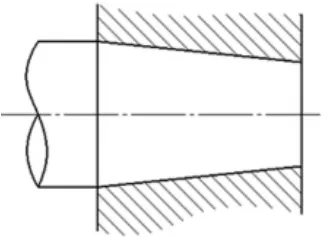
图12 锥面配合的定位结构
(6)对于采用压力油的方法拆卸过盈配合的结构,应通过轴或轮毂上的孔,将压力达150~200 MPa的油压入配合面,使得被联接的轴与孔产生利于拆卸的弹性变形;润滑油还有减摩作用,使被联接件更易顺利分离。
3 对过盈配合紧固力的影响因素
3.1 工作温度的影响
当过盈配合的两个零件由不同的材料制造时,如果工作温度较高,则由于材料的线膨胀系数不同,会使实际过盈量减小而产生松动。在设计时须考虑采取适当措施。
联接的工作温度与装配时温度相差过大时,也会影响到实际过盈量的大小,在规范过盈装配时,应予以考虑。
3.2 离心力对过盈配合的影响
过盈配合联接的零件在高速旋转的情况下,由于离心力的作用致使孔的直径增大,而使过盈量减小,降低了过盈使命的可靠性,因此,在设计时必须考虑。
3.3 加用销或键对过盈配合的影响
利用过盈热压配合而紧固的配合面上,不应加用销或键,如果加用销或键就会切断环箍张紧面而使紧固力显著降低,丧失过盈热压配合的作用。
3.4 零件几何精度对联接品质的影响
例如,孔的椭圆度会降低联接品质,用塞尺检查直径不能反映孔的椭圆度。因此,应测量出孔的平均直径(dmax+dmin)/2,如果以这个值计算出过盈量,便可以得到可靠联接。要注意轴的颈缩或锥度对圆柱摩擦联接是十分有害的。
4 结束语
零件过盈配合的结构设计,直接影响到机构联接处的装配与拆卸,而结构的可拆性又被列入绿色设计的重要内容之一。因此,应更加很好地掌握和应用。
[1]濮良贵.机械零件[M].北京:高等教育出版社,1982.
[2]桂定一.机器精度分析与设计[M].北京:机械工业出版社,2004.
[3]曾东建.汽车制造工艺学[M].北京:机械工业出版社,2006.
[4]王鸿飞.机械设计基础[M].山东:石油大学出版社,2001.
[5]凌武宝.可拆卸联接设计与应用[M].北京:机械工业出版社,2006.