浅谈在四刀位数控车床上加工带孔小型工件的方法
2012-02-21罗金龙
罗金龙
(四川资阳晨风电气有限公司,四川 资阳 641301)
在数控车床上加工带孔的小型工件时,如果数控车只具备四个刀位,而加工的产品需要的刀位又很多,只有四刀位的数控车很难满足加工的要求。要在四刀位数控车加工就需要分工序进行,分工序加工又会造成生产效率低;如果因此购买多刀位的数控车又会大大增加企业的生产成本。为了解决效率与成本的问题,本文作者在加工DF8B单元制动器上的螺帽时,探索出一种使用“排刀装置”在普通四刀位数控车床加工该类零件的加工方法。
1 排刀装置
1.1 排刀装置的概述原理
排刀装置通过在排刀体上钻、铰多个能够适合装夹内孔刀具的圆柱孔,用来装夹中心钻、钻头、内孔镗刀等,使本来只安装在四刀位刀架一个刀位上的排刀装置可以同时装夹多把内孔刀具,从而增加了四刀位刀架安装刀具的数量。
1.2 排刀装置的结构
排刀装置结构,如图1所示。其中1、2、3、4位置的孔是用来放置中心钻、钻头等刀具。孔与刀具之间保持0.02~0.03 mm的间隙。将刀具放入孔内,用压紧螺钉将其紧固。
图中L1、L2、L3是根据加工产品使用的刀具和工件毛坯的大小来确定,其基本原则就是保证各刀具之间,刀具与毛坯之间在加工位和运行过程中不发生干涉即可。
1.3 排刀装置的制作
排刀装置宜选用45钢锻件毛坯制作,并进行淬
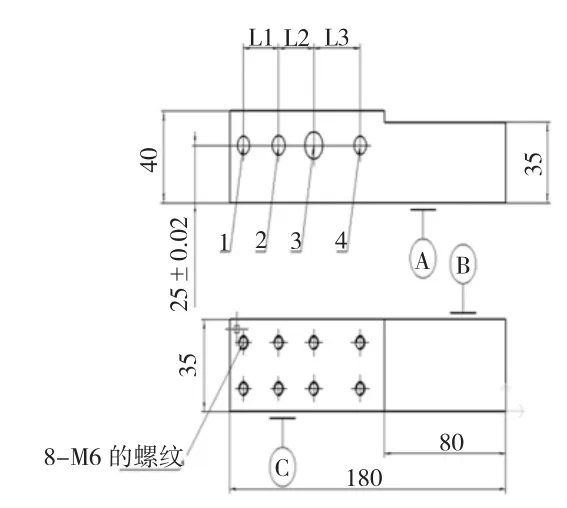
图1 排刀装置结构图
火处理HRC50-55。图1中的A、B、C平面都需要进行平磨处理,以保证三个面的平面度小于0.01 mm,B、C面之间的平行度小于0.02 mm。
其制作工艺过程为:锻造→铣 (A、B、C平面留0.3 mm)→平磨→画线→钻铰孔→倒棱、去刺、攻丝→淬火→发蓝。
在钻1、2、3、4孔时,其中心高尺寸比较难保证,如果没有精密的加工设备(如精密镗床,加工中心),当工件平磨后,将其按图3所示装夹在刀架上,在数控车卡盘上装夹中心钻、钻头、铰刀等,就地加工1、2、3、4 孔。
2 排刀装置的应用
为了详细了解排刀装置的使用情况,下面以我公司DF8B单元制动器上螺帽的加工为例进行阐述。
如图2所示为螺帽加工的车工序图。采用的毛坯为准36×240,材质为45钢。按照四刀位数控车床常规加工方法加工,其操作过程如下:
(1)装夹准36×40毛坯:首先切毛坯端面,然后车各外圆,接着进行车退刀槽,最后车M20×1.5螺纹并切断。
(2)左端面定位,夹准34.6外圆:打中心孔,钻准8.5孔,扩准11.8孔,精镗准12++00..0156内孔及倒内孔角。
(3)以右端面为定位,夹 准34.6外圆:首先控制总长;然后车准20×6.5台阶;最后倒内孔角。
工件经三次装夹加工后即可完成对工件的加工。
如果使用排刀装置来对其进行加工,则可以一次装夹加工完成。其中,倒准8.5内孔角完全可以在数控车运行过程中进行手工操作。图3所示的就是在加工螺帽时,采用的排刀装置的工作示意图。其具体操作如下。
夹准36×40毛坯:切毛坯端面→用外圆车刀(副偏角大于50°)车各外圆、车退刀槽→车M20×1.5螺纹→钻中心孔→钻准8.5孔→扩准11.8孔→精镗内孔及倒内孔角→切断→手工操作(钳工)倒准8.5内孔角。
通过对上面两种加工方法的比较,可知:排刀装置具有明显的优势。其可以在一次装夹中完成所有加工部位的加工,缩短了辅组时间,提高了生产效率。另外,其扩大了机床的使用范围。
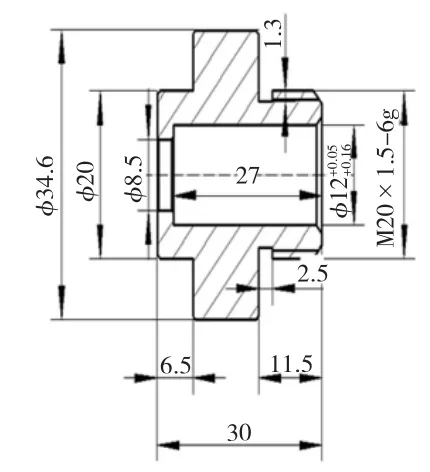
图2 螺帽
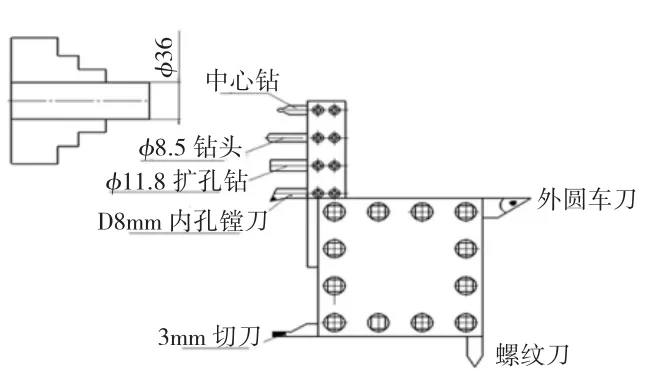
图3 排刀装置工作示意图
3 结束语
在普通四刀位数控车上应用排刀装置加工带孔的小型工件,可以使只有四刀位的数控车床增加三个刀位,在不增加多刀位数控车的情况下使用四刀位数控车也能完成这类零件的加工。这样既可降低成本,又能提高生产效率、产生良好的经济效益,具有很好的推广价值。
[1]倪森寿.机械制造工艺与装备[M].北京:化学工业出版社,2009.
[2]赵长明,刘万菊.数控加工工艺及设备[M].北京:高等教育出版社,2008.